TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179947
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099296
出願日
2023-06-16
発明の名称
積層鉄心の製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20060101AFI20241219BHJP(電力の発電,変換,配電)
要約
【課題】所望の形状とは異なる形状の鉄心片が積層鉄心に含まれることを抑制できる積層鉄心の製造方法を提供する。
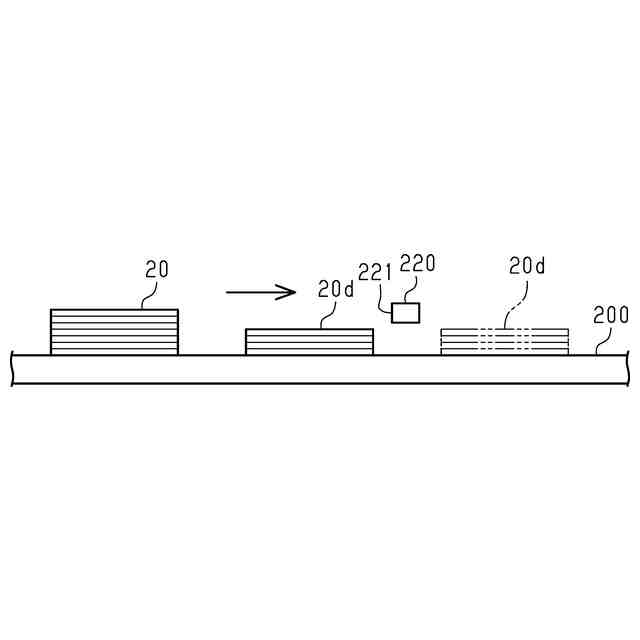
【解決手段】ロータコアの製造方法は、ワークのうちロータ鉄心片が打ち抜かれる予定の部分である予定部に対して複数種類の加工を順次行う加工工程と、予定部に対して正規の加工が行われたか否かを判定する加工判定工程と、複数のロータ鉄心片を所定の積層高さに積層することにより積層ブロック20を形成するブロック形成工程と、加工判定工程において予定部に対して正規の加工が行われていないことが判定された場合に、当該予定部を打ち抜いて形成されたロータ鉄心片を含む複数のロータ鉄心片を所定の積層高さとは異なる積層高さに積層することによりダミーブロック20dを形成するダミーブロック形成工程とを備える。
【選択図】図12
特許請求の範囲
【請求項1】
間欠的に搬送される板状のワークから打ち抜かれた複数の鉄心片が積層された複数の積層ブロックを積層して形成される積層鉄心の製造方法であって、
前記ワークのうち前記鉄心片が打ち抜かれる予定の部分である予定部に対して複数種類の加工を順次行う加工工程と、
前記予定部に対して正規の前記加工が行われたか否かを判定する加工判定工程と、
前記複数の鉄心片を所定の積層高さに積層することにより前記積層ブロックを形成するブロック形成工程と、
前記加工判定工程において前記予定部に対して正規の前記加工が行われていないことが判定された場合に、当該予定部を打ち抜いて形成された前記鉄心片を含む複数の前記鉄心片を前記所定の積層高さとは異なる積層高さに積層することによりダミーブロックを形成するダミーブロック形成工程と、を備える、
積層鉄心の製造方法。
続きを表示(約 530 文字)
【請求項2】
前記加工工程では、前記予定部に対して前記複数種類の加工を行う複数種類のパンチの状態を、切替機構を用いて前記ワークを加工可能な状態と加工不可能な状態とに個別に切り替えることにより、前記予定部に対して選択的に加工を行い、
前記加工判定工程では、前記切替機構の動作タイミングに基づいて、前記予定部に対して正規の前記加工が行われたか否かを判定する、
請求項1に記載の積層鉄心の製造方法。
【請求項3】
搬送機構を用いて前記積層ブロック及び前記ダミーブロックを搬送する搬送工程と、
前記搬送機構によって搬送される前記積層ブロック及び前記ダミーブロックのいずれか一方とは接触する一方、前記積層ブロック及び前記ダミーブロックのいずれか他方とは接触しない振分部材を用いて、前記積層ブロック及び前記ダミーブロックを互いに異なる搬送経路に振り分ける振り分け工程と、を備える、
請求項1または請求項2に記載の積層鉄心の製造方法。
【請求項4】
前記ダミーブロック形成工程では、前記ダミーブロックの積層高さを前記所定の積層高さよりも小さくする、
請求項1に記載の積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
回転電機に用いられる積層鉄心は、間欠的に搬送される板状のワークから打ち抜かれた複数の鉄心片が積層されることにより構成されている。積層鉄心には、複数の鉄心片に形成された貫通孔が連通することにより、凹部や孔などが形成される。
【0003】
特許文献1には、冷却媒体が流れる冷却流路を有するロータコアが開示されている。冷却流路は、複数の鉄心片に形成された互いに形状の異なる貫通孔が連通することによって構成されている。こうした貫通孔は、例えば、ワークの搬送方向に並ぶ複数種類のパンチの状態を、貫通孔を打ち抜き可能な状態と打ち抜き不可能な状態とに選択的に切り替えることにより形成される。
【先行技術文献】
【特許文献】
【0004】
特開2014-176235号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述した複数種類のパンチの状態の切り替えが正常に行われない場合、鉄心片のうち加工すべき部分に対して加工が行われなかったり、加工すべきでない部分に対して加工が行われたりする。この場合、積層鉄心の形状が所望の形状とは異なることとなる。このため、所望の形状とは異なる形状の鉄心片が積層鉄心に含まれることを抑制することが望まれている。
【課題を解決するための手段】
【0006】
上記課題を解決するための積層鉄心の製造方法は、間欠的に搬送される板状のワークから打ち抜かれた複数の鉄心片が積層された複数の積層ブロックを積層して形成される積層鉄心の製造方法であって、前記ワークのうち前記鉄心片が打ち抜かれる予定の部分である予定部に対して複数種類の加工を順次行う加工工程と、前記予定部に対して正規の前記加工が行われたか否かを判定する加工判定工程と、前記複数の鉄心片を所定の積層高さに積層することにより前記積層ブロックを形成するブロック形成工程と、前記加工判定工程において前記予定部に対して正規の前記加工が行われていないことが判定された場合に、当該予定部を打ち抜いて形成された前記鉄心片を含む複数の前記鉄心片を前記所定の積層高さとは異なる積層高さに積層することによりダミーブロックを形成するダミーブロック形成工程と、を備える。
【0007】
同方法によれば、ダミーブロックを構成する鉄心片には、所望の形状とは異なる形状の鉄心片が含まれる。ダミーブロックの積層高さは、積層ブロックの積層高さとは異なるため、ダミーブロックと積層ブロックとを容易に区別することができる。このため、ダミーブロックが積層鉄心に混入することを抑制できる。したがって、所望の形状とは異なる形状の鉄心片が積層鉄心に含まれることを抑制できる。
【図面の簡単な説明】
【0008】
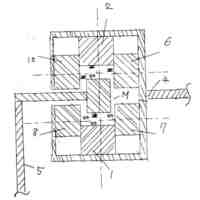
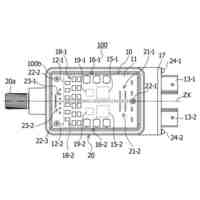
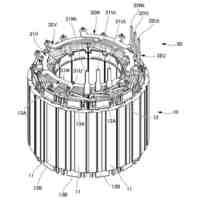
図1は、一実施形態における積層鉄心を備える回転電機を示す平面図である。
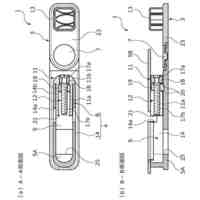
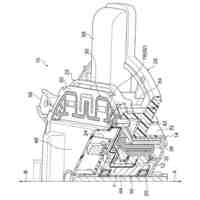
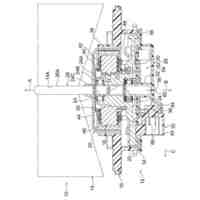
図2は、図1のロータを示す断面図である。
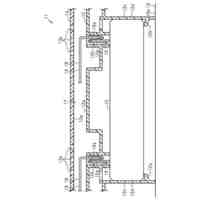
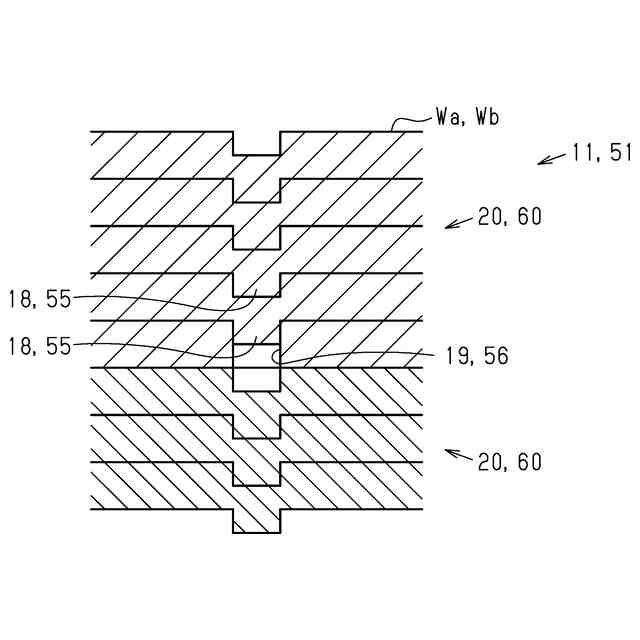
図3は、図1のロータコア及びステータコアを構成する積層ブロックを示す断面図である。
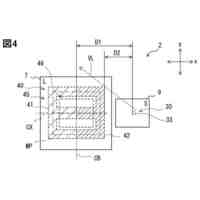
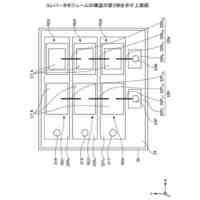
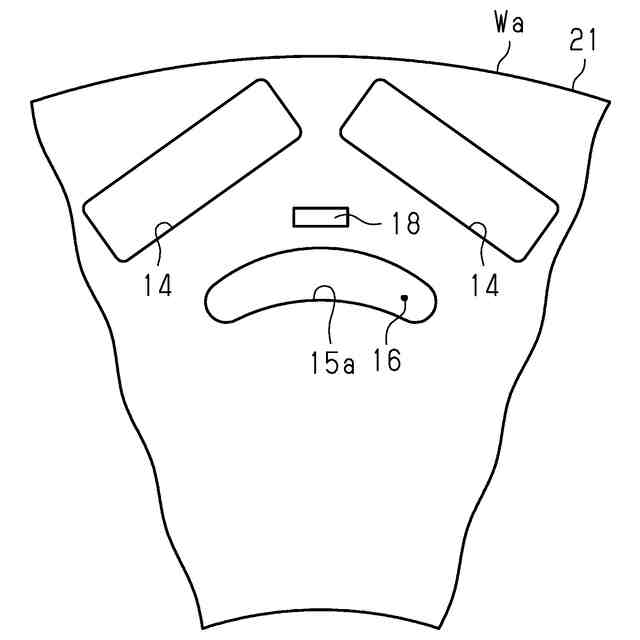
図4は、図2の第1流路を構成する積層ブロックを示す平面図である。
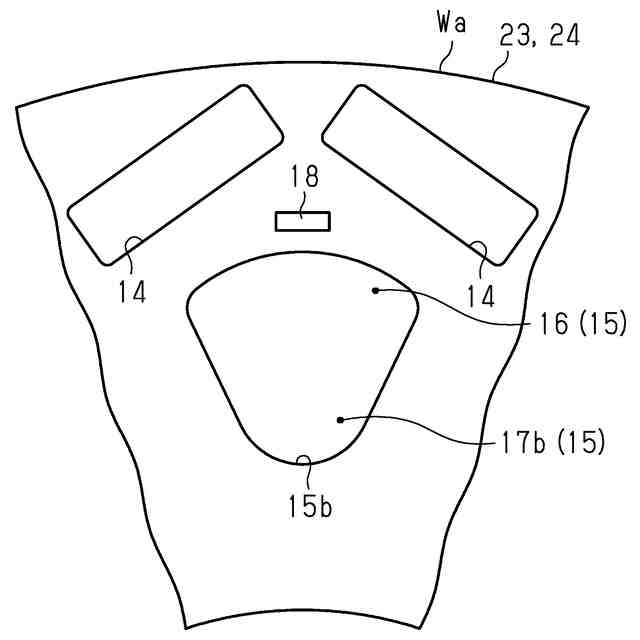
図5は、図2の第1流路及び内側流路を構成する積層ブロックを示す平面図である。
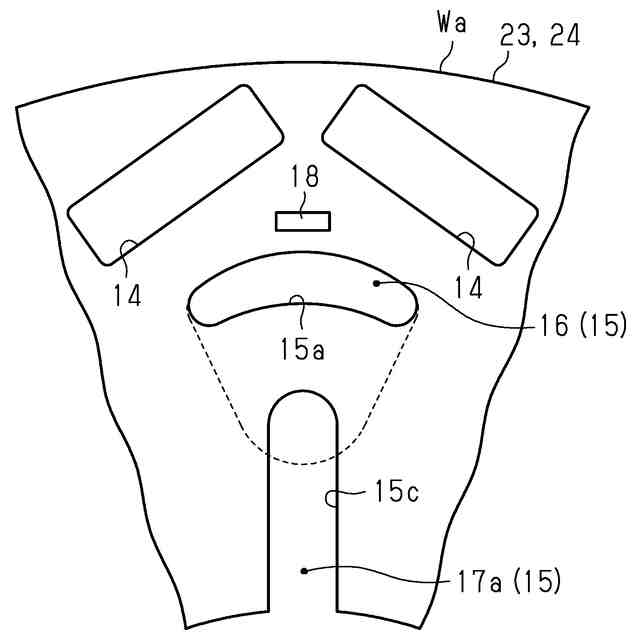
図6は、図2の第1流路及び外側流路を構成する積層ブロックを示す平面図である。
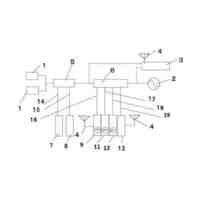
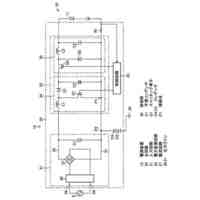
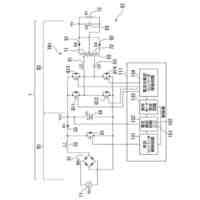
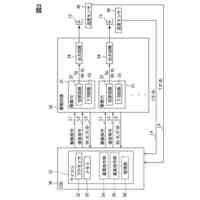
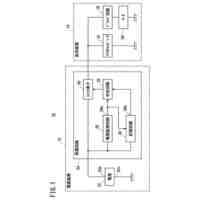
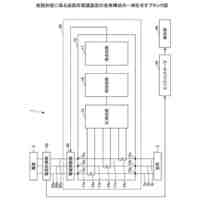
図7は、一実施形態における積層鉄心の製造装置の構成を示す概略図である。
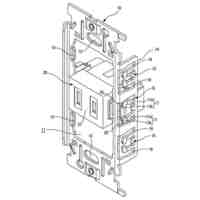
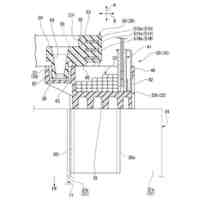
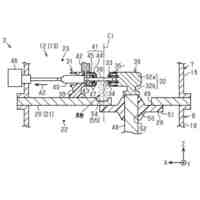
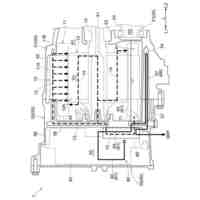
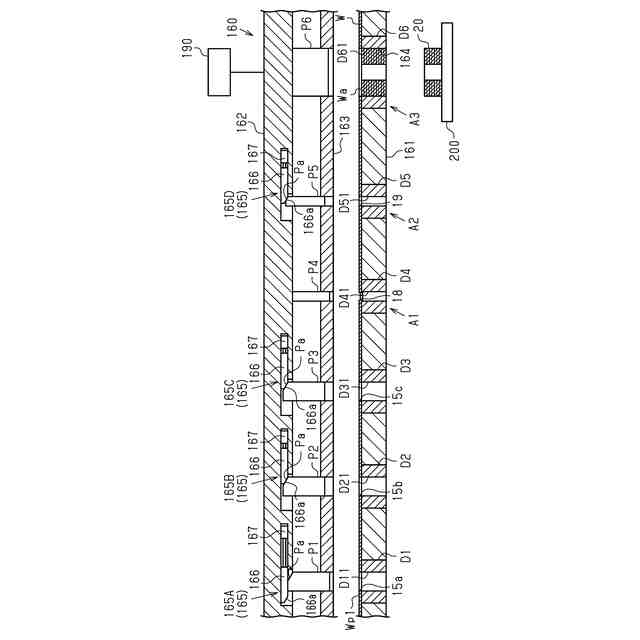
図8は、図7のロータプレス装置の構成を示す断面図である。
図9は、図7の板厚測定装置によって板厚が測定されるワークを示す平面図である。
図10は、搬送機構によって搬送される積層ブロックを示す平面図である。
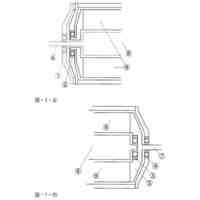
図11(a)は、振分部材によって振り分けられる積層ブロックを示す平面図であり、図11(b)は、振分部材を通過するダミーブロックを示す平面図である。
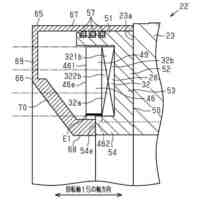
図12は、振分部材によって振り分けられる積層ブロック及びダミーブロックを示す側面図である。
図13は、図7の板厚測定装置が予定部の下流端に対向している状態を示す平面図である。
図14は、図7の板厚測定装置が予定部の上流端に対向している状態を示す平面図である。
図15は、積層数が調整される積層ブロックを示す断面図である。
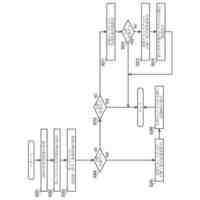
図16は、異常判定処理の手順を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、図1~図16を参照して、一実施形態について説明する。
図1に示すように、回転電機Mは、ロータ10と、ステータ50とを備えている。ロータ10及びステータ50は、それぞれ円筒状をなしている。ステータ50は、図示しないハウジングに固定されている。ロータ10は、ステータ50の内側において回転可能に構成されている。
【0010】
(ロータ10)
図2に示すように、ロータ10は、ロータコア11と、複数の磁石30と、複数の樹脂材31とを備えている。ロータ10は、例えば、磁石埋込型のロータである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
モータ
18日前
個人
総反回転復動発電器
7日前
個人
回転装置のハルバッハ磁石配列
5日前
株式会社神戸製鋼所
電動機
19日前
株式会社神戸製鋼所
電動機
4日前
神保電器株式会社
配線器具取付枠
18日前
住友電装株式会社
電気接続箱
18日前
個人
路面走行車両を利用した発電システム
19日前
個人
太陽光発電電力活用プラットフォーム
18日前
富士電機株式会社
電力変換装置
18日前
株式会社ダイヘン
電力システム
18日前
株式会社ダイヘン
電力システム
4日前
矢崎総業株式会社
蓄電システム
19日前
東芝ライテック株式会社
電源装置
22日前
株式会社豊田自動織機
電動圧縮機
4日前
株式会社ミツバ
電動モータ
11日前
TDK株式会社
電力変換装置
4日前
システムカワバタ有限会社
コード収納装置
12日前
株式会社ダイヘン
無効電力補償装置
4日前
日新電機株式会社
ガス絶縁開閉装置
22日前
株式会社デンソー
電力変換装置
18日前
大阪瓦斯株式会社
電力調達装置
18日前
株式会社デンソー
電力制御装置
5日前
株式会社アイシン
車両用駆動装置
4日前
日立Astemo株式会社
電子制御装置
4日前
テルモ株式会社
保護回路及び電子機器
5日前
株式会社TMEIC
無効電力補償装置
4日前
大和ハウス工業株式会社
電力融通システム
18日前
富士電機機器制御株式会社
過負荷保護装置
18日前
株式会社ミツバ
モータ
22日前
株式会社デンソー
モータ
12日前
株式会社ワィティー
アキシャルギャップ誘導モータ
4日前
株式会社デンソー
モータ制御装置
4日前
富士電機株式会社
半導体装置、電力変換装置
4日前
トヨタ自動車株式会社
サーバ
4日前
株式会社デンソー
モータ
18日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ