TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179945
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099294
出願日
2023-06-16
発明の名称
積層鉄心の製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20060101AFI20241219BHJP(電力の発電,変換,配電)
要約
【課題】積層鉄心の積層厚さの算出値と、積層鉄心の実際の積層厚さとの誤差を小さくすることができる積層鉄心の製造方法を提供する。
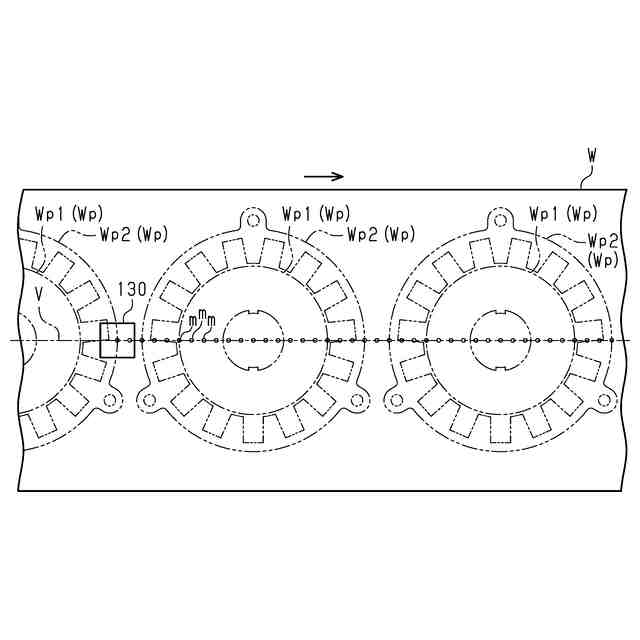
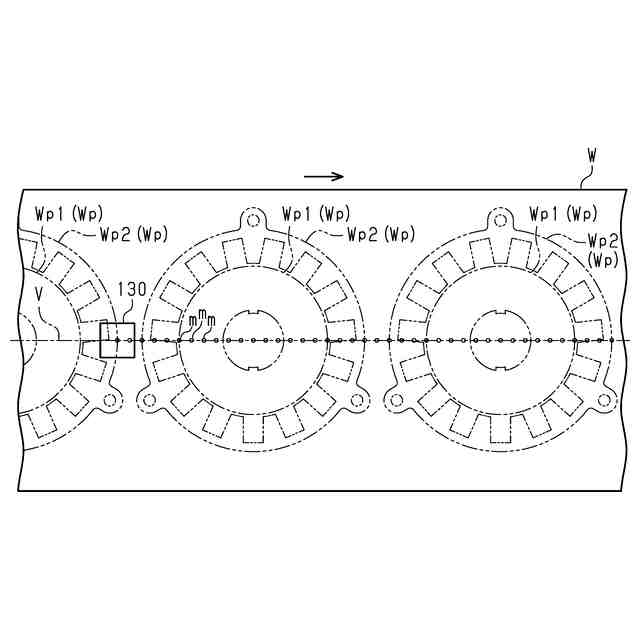
【解決手段】ロータコアの製造方法は、間欠的に搬送される板状のワークWから複数のロータ鉄心片を打ち抜いて積層することにより積層ブロックを形成する積層工程と、ワークWのうちロータ鉄心片が打ち抜かれる予定の部分である予定部Wpの板厚を、ワークWの搬送方向に並ぶ複数の測定点mにおいて測定する板厚測定工程と、複数の測定点mにおける測定値の平均値をロータ鉄心片の平均板厚として算出する平均板厚算出工程と、複数のロータ鉄心片の平均板厚を積算することにより、積層ブロックの積層厚さを算出する積層厚さ算出工程とを備える。
【選択図】図9
特許請求の範囲
【請求項1】
複数の鉄心片を積層して形成される積層鉄心の製造方法であって、
間欠的に搬送される板状のワークから前記複数の鉄心片を打ち抜いて積層することにより積層体を形成する積層工程と、
前記ワークのうち前記鉄心片が打ち抜かれる予定の部分である予定部の板厚を、前記ワークの搬送方向に並ぶ複数の測定点において測定する板厚測定工程と、
前記複数の測定点における測定値の平均値を前記鉄心片の平均板厚として算出する平均板厚算出工程と、
前記複数の鉄心片の前記平均板厚を積算することにより、前記積層体の積層厚さを算出する積層厚さ算出工程と、を備える、
積層鉄心の製造方法。
続きを表示(約 820 文字)
【請求項2】
前記積層工程は、前記鉄心片として前記ワークからロータ鉄心片を打ち抜くロータ打ち抜き工程と、前記ワークのうち前記ロータ鉄心片が打ち抜かれた部分の外周側において、当該打ち抜かれた部分と同心円状にステータ鉄心片を打ち抜くステータ打ち抜き工程と、を含み、
前記予定部は、前記ワークのうち前記ロータ鉄心片が打ち抜かれる予定の部分である第1予定部と、前記ワークのうち前記ステータ鉄心片が打ち抜かれる予定の部分である第2予定部と、を含み、
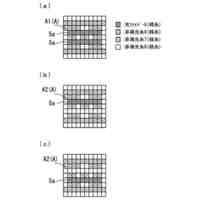
前記板厚測定工程では、前記ワークのうち前記第1予定部及び前記第2予定部を含む部分の板厚を前記複数の測定点において測定し、
前記平均板厚算出工程では、前記複数の測定点における測定値の平均値を、前記ロータ鉄心片の前記平均板厚及び前記ステータ鉄心片の前記平均板厚として算出する、
請求項1に記載の積層鉄心の製造方法。
【請求項3】
前記予定部は、前記ワークの板厚方向から視た外形形状が円形状であり、
前記板厚測定工程では、前記搬送方向に延びるとともに前記予定部の中心を通過する仮想線に沿って並ぶ前記複数の測定点において前記予定部の板厚を測定する、
請求項1または請求項2に記載の積層鉄心の製造方法。
【請求項4】
前記板厚測定工程では、間欠的に搬送される前記ワークの移動が停止する度に前記予定部の前記搬送方向における下流端が順次対向する位置に配置された板厚測定装置を用いて、前記ワークの板厚を常時測定し、
前記平均板厚算出工程では、間欠的に搬送される前記ワークが移動する度に、当該移動が開始してから前記予定部の前記搬送方向における上流端が前記板厚測定装置を通過するまでに要する時間が経過するまでの間に前記板厚測定装置が取得した測定値の平均値を前記平均板厚として算出する、
請求項1に記載の積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
回転電機に用いられる積層鉄心は、板状のワークから打ち抜かれた複数の鉄心片が積層されることにより構成されている。
積層鉄心を製造する際には、積層鉄心の積層厚さが所望の厚さに収まることが求められる。しかしながら、鉄心片の板厚にはばらつきがあるため、鉄心片の積層数を一定にしても、所望の厚さの積層鉄心を製造できないことがある。
【0003】
特許文献1には、ワークのうち鉄心片の打ち抜き予定の部分である予定部の板厚を測定した測定値を鉄心片が打ち抜かれる度に積算することにより、積層鉄心の積層厚さを算出する方法が開示されている。この方法では、予定部の板厚の積算値が積層鉄心における所望の積層厚さの範囲内となるように鉄心片の積層数が調整される。
【先行技術文献】
【特許文献】
【0004】
特開平7-115756号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、ワークの板厚は、その部位によって異なることがある。すなわち、ワークから打ち抜かれた鉄心片には、板厚偏差が存在する。このため、予定部の一箇所のみで板厚が測定された場合、測定値を積算して算出される積層鉄心の積層厚さと、実際の積層鉄心の積層厚さとの誤差が大きくなるおそれがある。特に、予定部における板厚の測定箇所が他の部分よりも厚いまたは薄い傾向にあるワークにおいては、上記課題が顕著となる。
【課題を解決するための手段】
【0006】
上記課題を解決するための積層鉄心の製造方法は、複数の鉄心片を積層して形成される積層鉄心の製造方法であって、間欠的に搬送される板状のワークから前記複数の鉄心片を打ち抜いて積層することにより積層体を形成する積層工程と、前記ワークのうち前記鉄心片が打ち抜かれる予定の部分である予定部の板厚を、前記ワークの搬送方向に並ぶ複数の測定点において測定する板厚測定工程と、前記複数の測定点における測定値の平均値を前記鉄心片の前記平均板厚として算出する平均板厚算出工程と、前記複数の鉄心片の前記平均板厚を積算することにより、前記積層体の積層厚さを算出する積層厚さ算出工程と、を備える。
【0007】
同方法によれば、鉄心片の平均板厚が積算されることにより、積層体の積層厚さが算出される。ここで、鉄心片の平均板厚は、予定部の板厚を複数の測定点において測定した測定値の平均値である。このため、鉄心片の板厚として予定部の一箇所のみで測定した測定値を採用する場合と比較して、鉄心片の板厚偏差を吸収することができる。したがって、積層鉄心の積層厚さの算出値と、積層鉄心の実際の積層厚さとの誤差を小さくすることができる。
【図面の簡単な説明】
【0008】
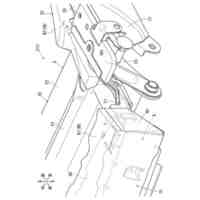
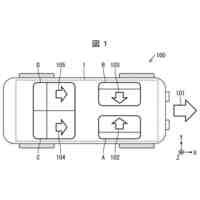
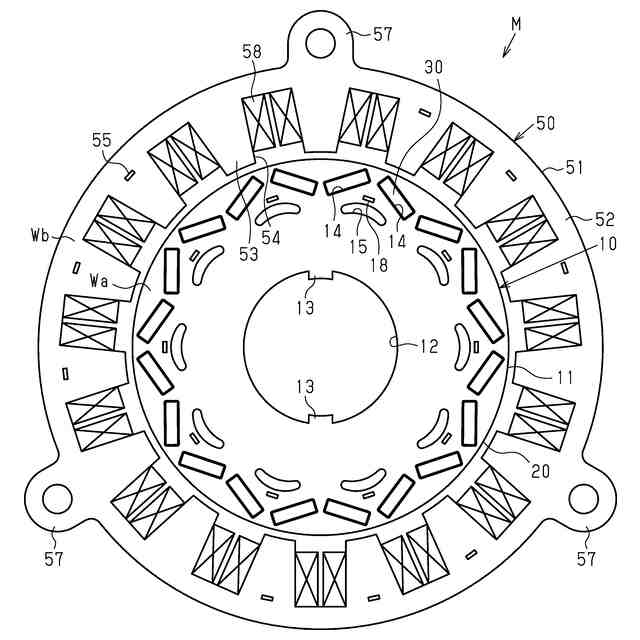
図1は、一実施形態における積層鉄心を備える回転電機を示す平面図である。
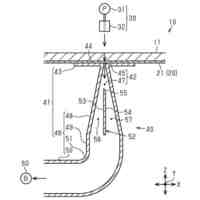
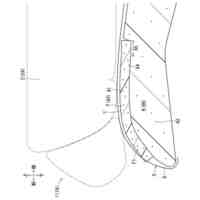
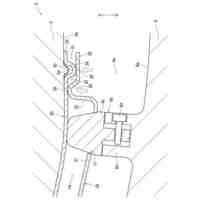
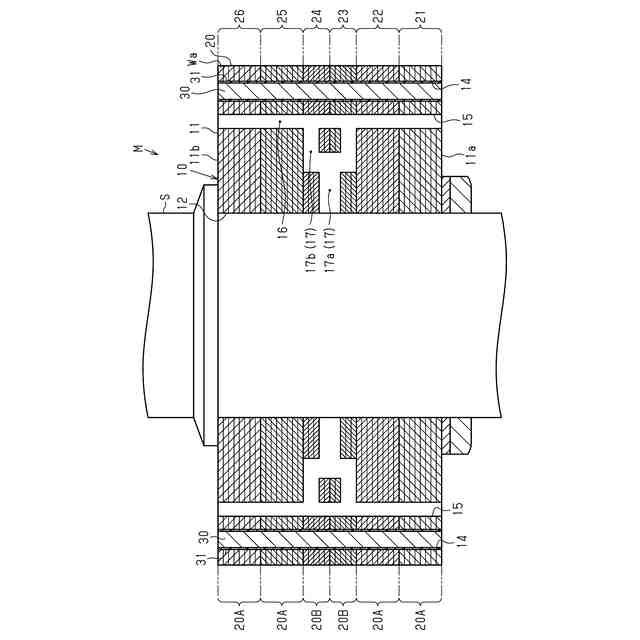
図2は、図1のロータを示す断面図である。
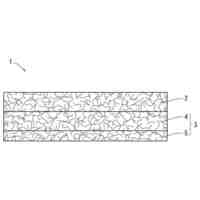
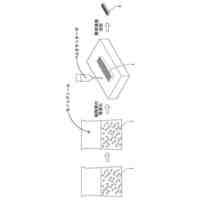
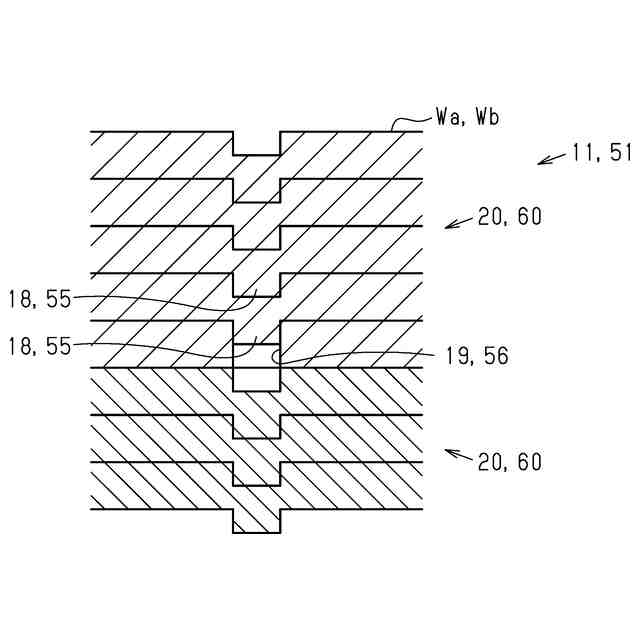
図3は、図1のロータコア及びステータコアを構成する積層ブロックを示す断面図である。
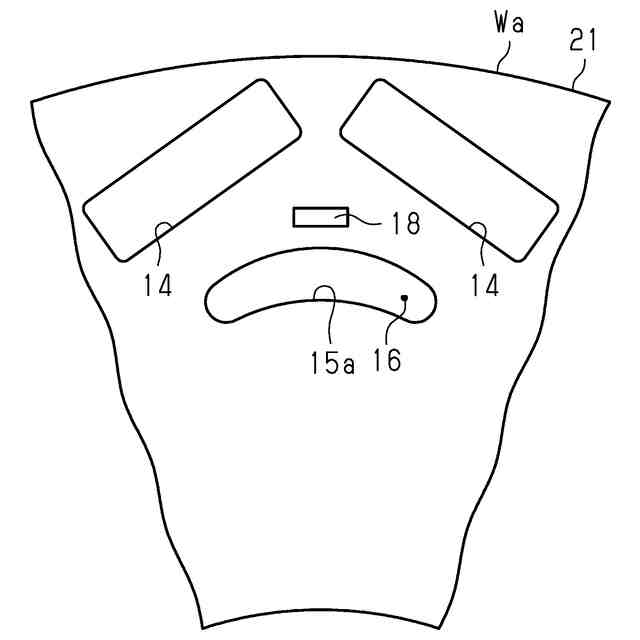
図4は、図2の第1流路を構成する積層ブロックを示す平面図である。
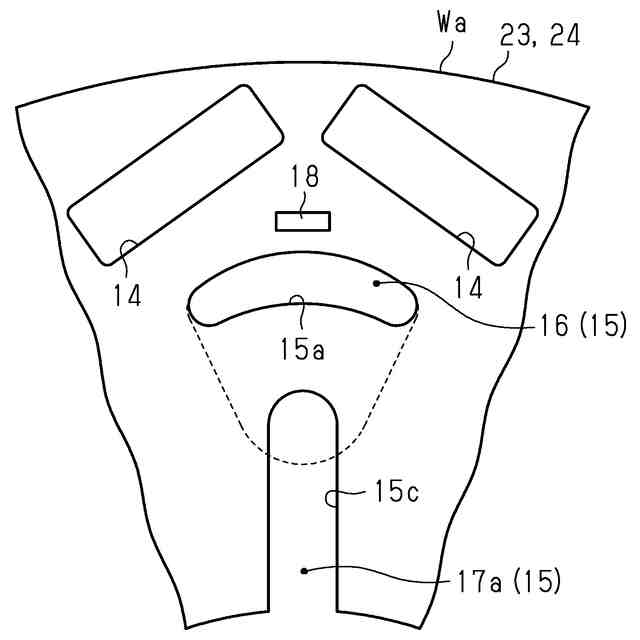
図5は、図2の第1流路及び内側流路を構成する積層ブロックを示す平面図である。
図6は、図2の第1流路及び外側流路を構成する積層ブロックを示す平面図である。
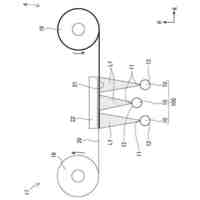
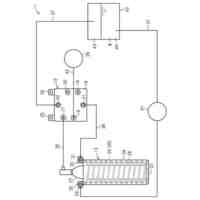
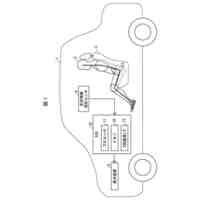
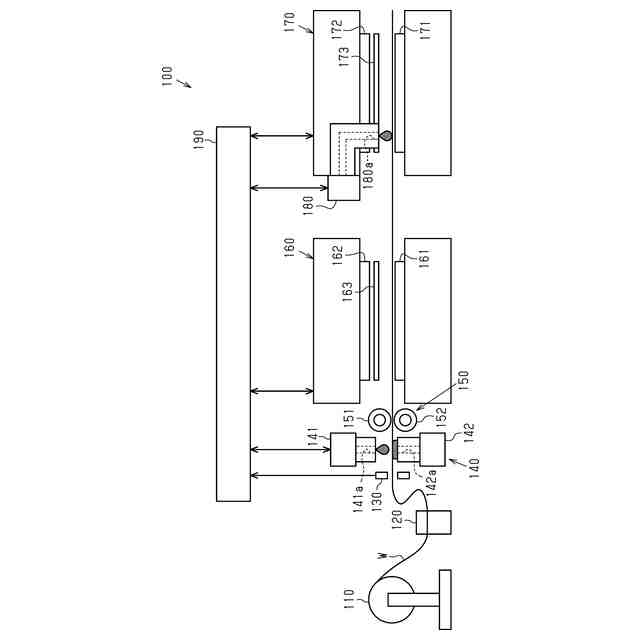
図7は、一実施形態における積層鉄心の製造装置の構成を示す概略図である。
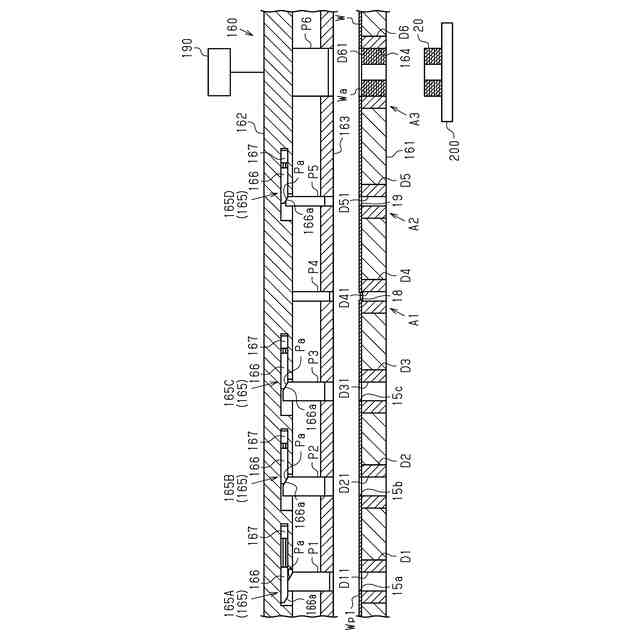
図8は、図7のロータプレス装置の構成を示す断面図である。
図9は、図7の板厚測定装置によって板厚が測定されるワークを示す平面図である。
図10は、搬送機構によって搬送される積層ブロックを示す平面図である。
図11(a)は、振分部材によって振り分けられる積層ブロックを示す平面図であり、図11(b)は、振分部材を通過するダミーブロックを示す平面図である。
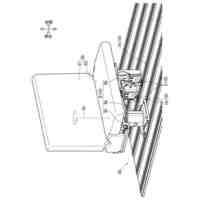
図12は、振分部材によって振り分けられる積層ブロック及びダミーブロックを示す側面図である。
図13は、図7の板厚測定装置が予定部の下流端に対向している状態を示す平面図である。
図14は、図7の板厚測定装置が予定部の上流端に対向している状態を示す平面図である。
図15は、積層数が調整される積層ブロックを示す断面図である。
図16は、異常判定処理の手順を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、図1~図16を参照して、一実施形態について説明する。
図1に示すように、回転電機Mは、ロータ10と、ステータ50とを備えている。ロータ10及びステータ50は、それぞれ円筒状をなしている。ステータ50は、図示しないハウジングに固定されている。ロータ10は、ステータ50の内側において回転可能に構成されている。
【0010】
(ロータ10)
図2に示すように、ロータ10は、ロータコア11と、複数の磁石30と、複数の樹脂材31とを備えている。ロータ10は、例えば、磁石埋込型のロータである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
フィルタ
10日前
トヨタ紡織株式会社
シートバック
29日前
トヨタ紡織株式会社
乗物用シート
29日前
トヨタ紡織株式会社
振動刺激装置
16日前
トヨタ紡織株式会社
乗物用シート
16日前
トヨタ紡織株式会社
水流帯電装置
10日前
トヨタ紡織株式会社
シートバック
29日前
トヨタ紡織株式会社
電界紡糸装置
8日前
トヨタ紡織株式会社
アンカーカバー
9日前
トヨタ紡織株式会社
ロックシステム
1か月前
トヨタ紡織株式会社
乗り物用シート
1か月前
トヨタ紡織株式会社
乗り物用シート
1か月前
トヨタ紡織株式会社
乗物用シート装置
1か月前
トヨタ紡織株式会社
シートカーペット
3日前
トヨタ紡織株式会社
シートクッション
9日前
トヨタ紡織株式会社
クッションパッド
9日前
トヨタ紡織株式会社
ロータの製造装置
1か月前
トヨタ紡織株式会社
燃料電池システム
10日前
トヨタ紡織株式会社
乗物用シート装置
29日前
トヨタ紡織株式会社
表皮材及び内装部品
8日前
トヨタ紡織株式会社
表皮材及び内装部品
8日前
トヨタ紡織株式会社
パーソナルブース装置
16日前
トヨタ紡織株式会社
モータコアの製造方法
8日前
トヨタ紡織株式会社
コネクタ及び二次電池
1か月前
トヨタ紡織株式会社
パーソナルブース装置
16日前
トヨタ紡織株式会社
シート用パーティション
1日前
トヨタ紡織株式会社
材料、及び材料の製造方法
1日前
トヨタ紡織株式会社
車両用ヘッドレスト及び車両用シート
1か月前
トヨタ紡織株式会社
シートパッド及びシートパッドの成形型
8日前
トヨタ紡織株式会社
シートパッド及びシートパッドの成形型
1か月前
トヨタ紡織株式会社
乗物用内装材及び乗物用内装材の製造方法
10日前
トヨタ紡織株式会社
担持粒子、混合物、及び担持粒子の製造方法
1日前
トヨタ紡織株式会社
乗り物酔い防止装置、及び乗り物酔い防止方法
16日前
トヨタ紡織株式会社
情報処理装置、情報処理方法、及び情報処理プログラム
16日前
株式会社ハイレックスコーポレーション
ケーブル連結機構
1か月前
個人
高圧電気機器の開閉器
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ