TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178651
公報種別
公開特許公報(A)
公開日
2024-12-25
出願番号
2023096952
出願日
2023-06-13
発明の名称
乗物用照明装置の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B60Q
3/62 20170101AFI20241218BHJP(車両一般)
要約
【課題】複数の導光体を備える乗物用照明装置の組付け作業を簡便に行うことができる。
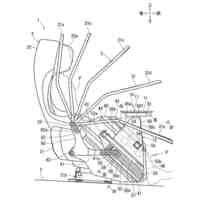
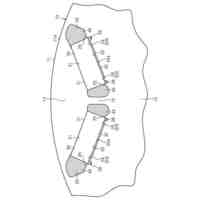
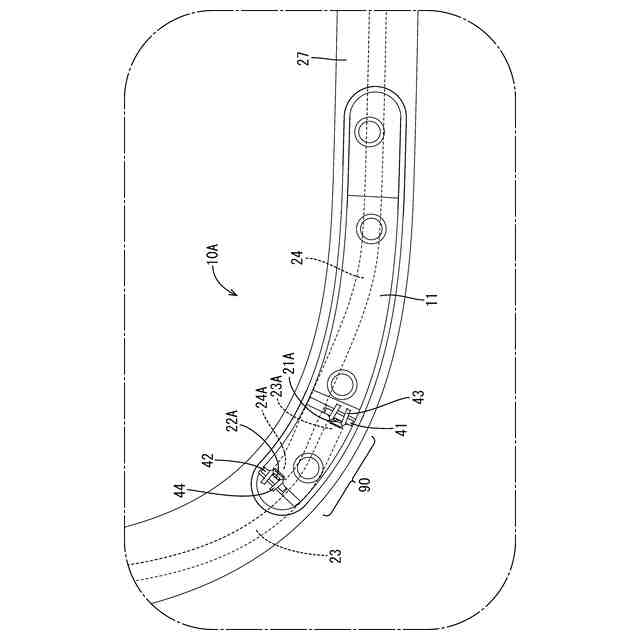
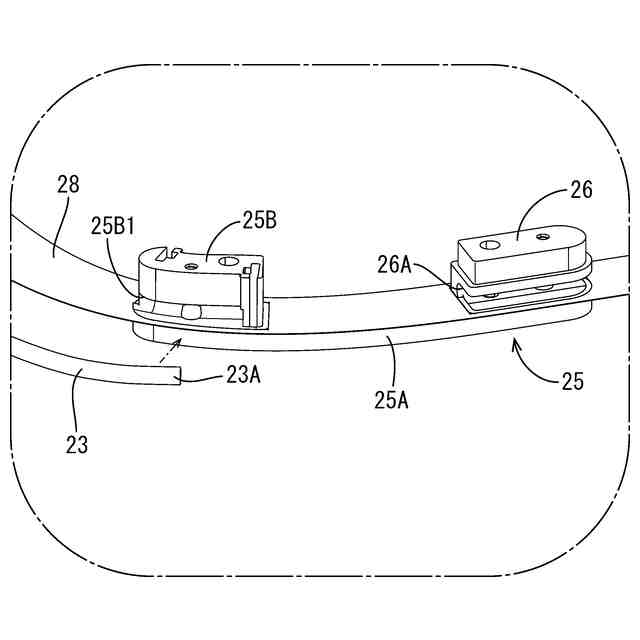
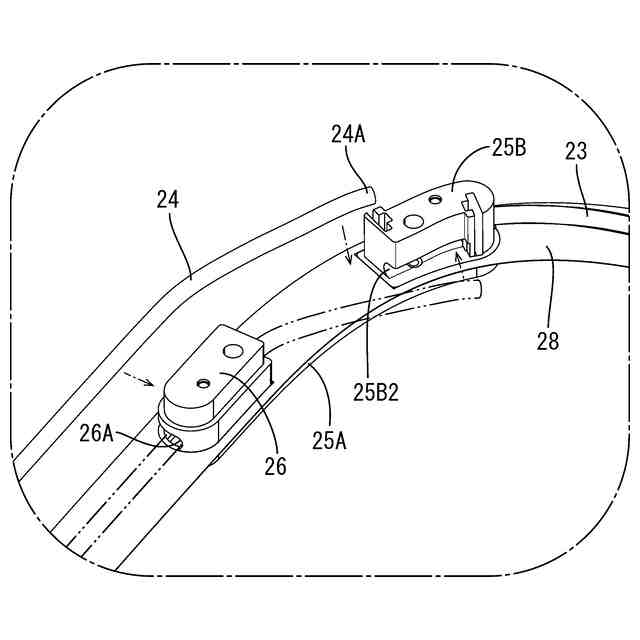
【解決手段】乗物用照明装置10の製造方法は、第1導光体23の第1端部23Aを、第1収容部25に対して水平方向から係合する第1係合工程と、第2導光体24の第2端部24Aを、第1収容部25に対して水平方向から係合する第2係合工程と、水平方向に第1収容部25と間隔を空けて配置される第2収容部26に対して、第2導光体24の第2端部24A以外の一部を水平方向から係合する第3係合工程と、上下方向に第1収容部25と間隔を空けて配置される第3収容部35に対して、第3導光体33の第3端部33Aを上下方向から係合する第4係合工程と、第4導光体34の第4端部34Aを、第3収容部35に対して上下方向から係合する第5係合工程と、水平方向に第3収容部35と間隔を空けて配置される第4収容部36に対して、第4導光体34の第4端部34A以外の一部を上下方向から係合する第6係合工程と、を含む。
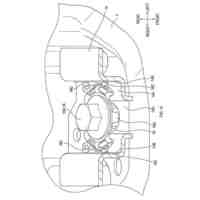
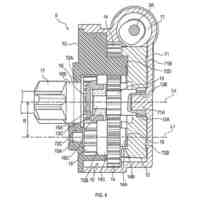
【選択図】図4
特許請求の範囲
【請求項1】
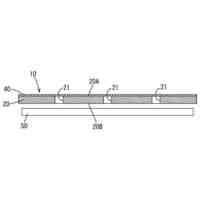
第1光源からの光を導光する第1導光体の一端部である第1端部を、第1収容部に対して第1方向から係合する第1係合工程と、
第2光源からの光を導光する第2導光体の一端部である第2端部を、前記第1収容部に対して前記第1方向から係合する第2係合工程と、
前記第1方向に前記第1収容部と間隔を空けて配置される第2収容部に対して、前記第2導光体の前記第2端部以外の一部を前記第1方向から係合する第3係合工程と、
前記第1方向と交わる第2方向に前記第1収容部と間隔を空けて配置される第3収容部に対して、第3光源からの光を導光する第3導光体の一端部である第3端部を前記第2方向から係合する第4係合工程と、
第4光源からの光を導光する第4導光体の一端部である第4端部を、前記第3収容部に対して前記第2方向から係合する第5係合工程と、
前記第1方向に前記第3収容部と間隔を空けて配置される第4収容部に対して、前記第4導光体の前記第4端部以外の一部を前記第2方向から係合する第6係合工程と、を含む乗物用照明装置の製造方法。
続きを表示(約 200 文字)
【請求項2】
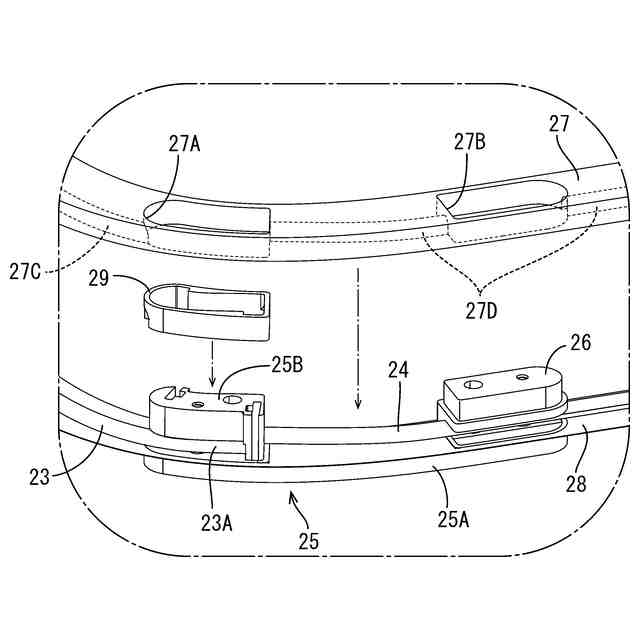
前記第1係合工程、前記第2係合工程、及び前記第3係合工程の後に、前記第1導光体、及び前記第2導光体を覆う第1レンズ部材を取り付ける第1取付工程と、
前記第1取付工程の後、かつ前記第3係合工程、前記第4係合工程、及び前記第5係合工程の前に、前記第3導光体、及び前記第4導光体を覆う第2レンズ部材を取り付ける第2取付工程と、をさらに含む請求項1に記載の乗物用照明装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本技術は、乗物用照明装置の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
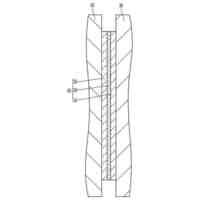
車両等の乗物の乗物室には、夜間や暗所での視認性や利便性を高める目的で、あるいは意匠性を高める目的で、照明装置が取り付けられることが知られており、その一例が特許文献1に記載されている。特許文献1に記載の照明装置は、光源を内蔵した発光部材と、光源からの光を導光する導光体と、発光部材及び導光体を収容する収容体と、を備える。特許文献1では、導光体に含まれるコア層と保護層が剥離することで、導光体中に気泡が発生し、導光体の発光が暗くなることを回避するための技術が提案されている。
【先行技術文献】
【特許文献】
【0003】
特許第6499875号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで導光体内を伝播する光は減衰するため、照明装置を大型化しつつ発光強度を維持するには複数の光源及び複数の導光体を組み合わせることが有効である。しかしながら、複数の導光体を組付ける場合、工程が複雑になったり部品点数が増大したりして、作業効率が低下してしまう課題がある。
【0005】
本技術は、複数の導光体を備える乗物用照明装置の組付け作業を簡便に行うことを目的とする。
【課題を解決するための手段】
【0006】
本技術に関わる乗物用照明装置の製造方法は、第1光源からの光を導光する第1導光体の一端部である第1端部を、第1収容部に対して第1方向から係合する第1係合工程と、第2光源からの光を導光する第2導光体の一端部である第2端部を、前記第1収容部に対して前記第1方向から係合する第2係合工程と、前記第1方向に前記第1収容部と間隔を空けて配置される第2収容部に対して、前記第2導光体の前記第2端部以外の一部を前記第1方向から係合する第3係合工程と、前記第1方向と交わる第2方向に前記第1収容部と間隔を空けて配置される第3収容部に対して、第3光源からの光を導光する第3導光体の一端部である第3端部を前記第2方向から係合する第4係合工程と、第4光源からの光を導光する第4導光体の一端部である第4端部を、前記第3収容部に対して前記第2方向から係合する第5係合工程と、前記第1方向に前記第3収容部と間隔を空けて配置される第4収容部に対して、前記第4導光体の前記第4端部以外の一部を前記第2方向から係合する第6係合工程と、を含む。
【0007】
このように第1、第2の導光体を第1収容部及び第2収容部に対して第1方向(水平方向)から係合し、第3、第4の導光体を第3収容部及び第4収容部に対して第2方向(上下方向)から係合することで、複数の導光体が用いられる乗物用照明装置の組付け作業を簡便に行うことができる。
【0008】
また、前記第1係合工程、前記第2係合工程、及び前記第3係合工程の後に、前記第1導光体、及び前記第2導光体を覆う第1レンズ部材を取り付ける第1取付工程と、前記第1取付工程の後、かつ前記第3係合工程、前記第4係合工程、及び前記第5係合工程の前に、前記第3導光体、及び前記第4導光体を覆う第2レンズ部材を取り付ける第2取付工程と、を含んでもよい。このようにすれば、第1レンズ部材及び第2レンズ部材の取り付け作業も簡便に行うことができる。
【発明の効果】
【0009】
本技術によれば、複数の導光体を備える乗物用照明装置の組付け作業を簡便に行うことができる。
【図面の簡単な説明】
【0010】
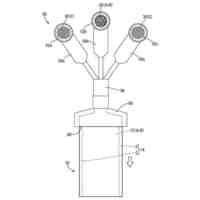
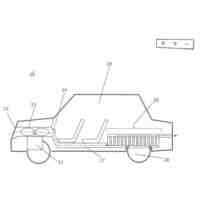
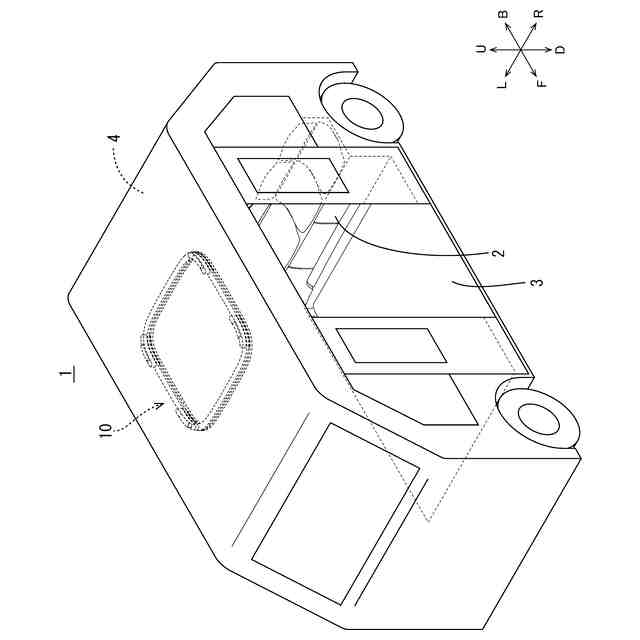
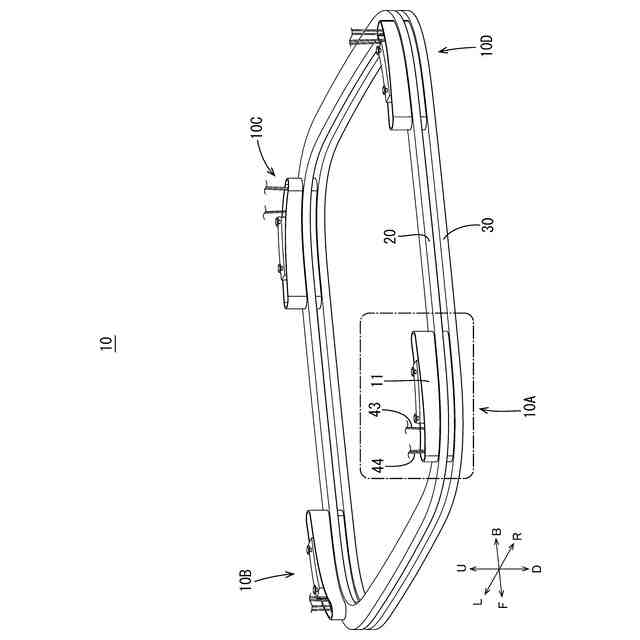
実施形態1に係る乗物用照明装置が採用された車両の斜視図
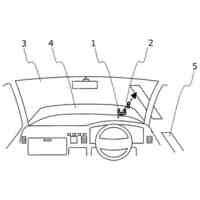
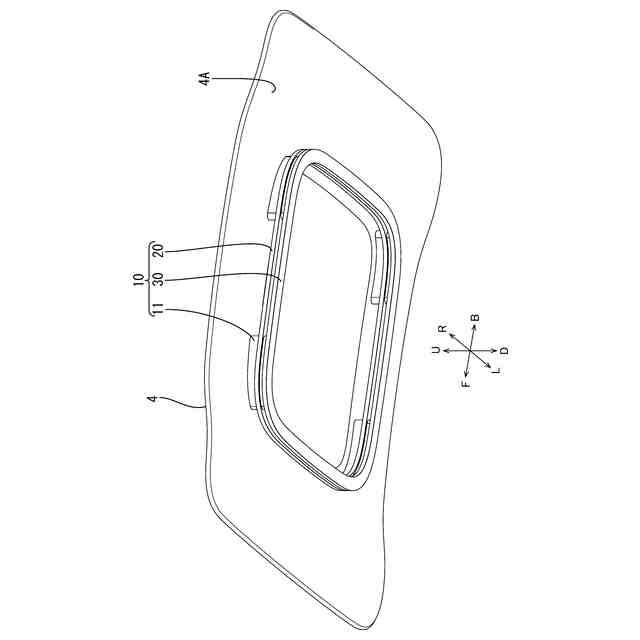
乗物用照明装置を車内から視た斜視図
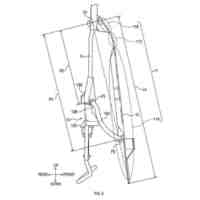
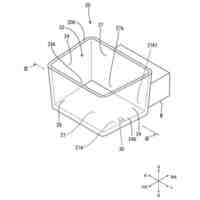
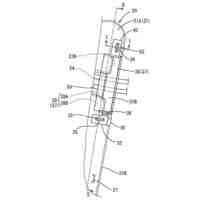
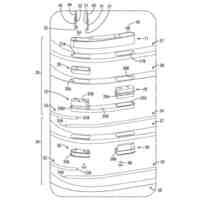
乗物用照明装置の斜視図
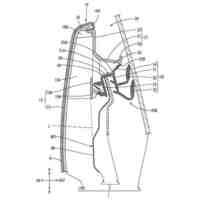
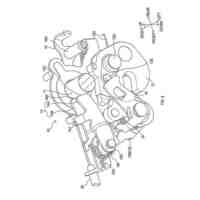
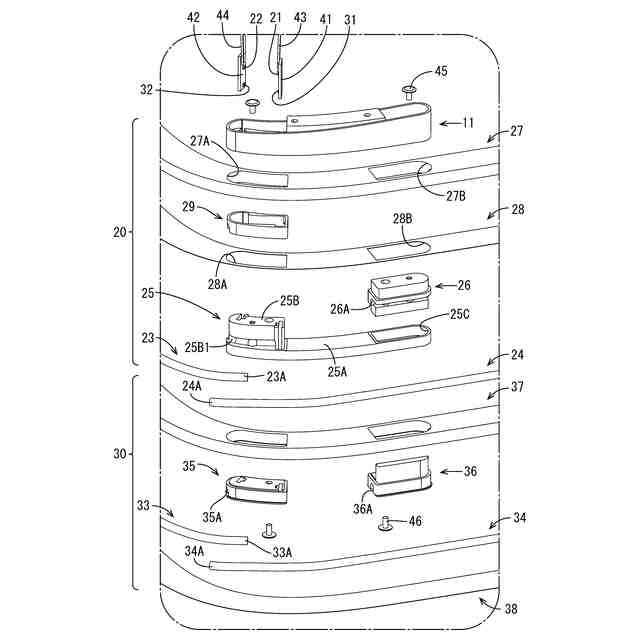
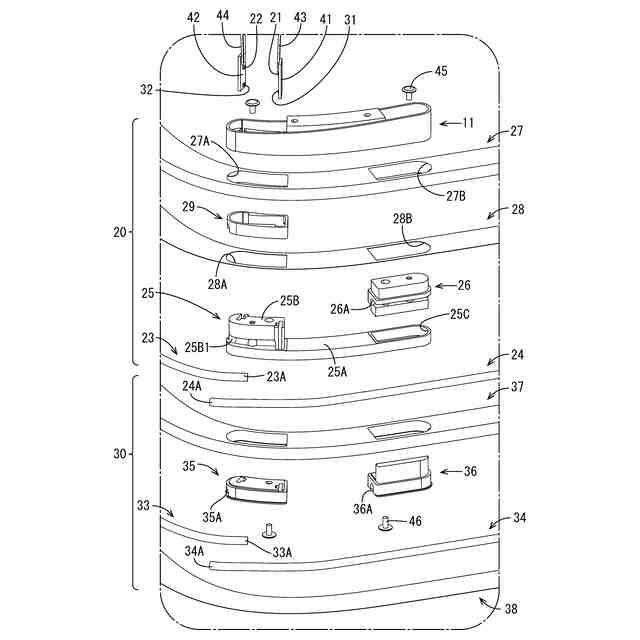
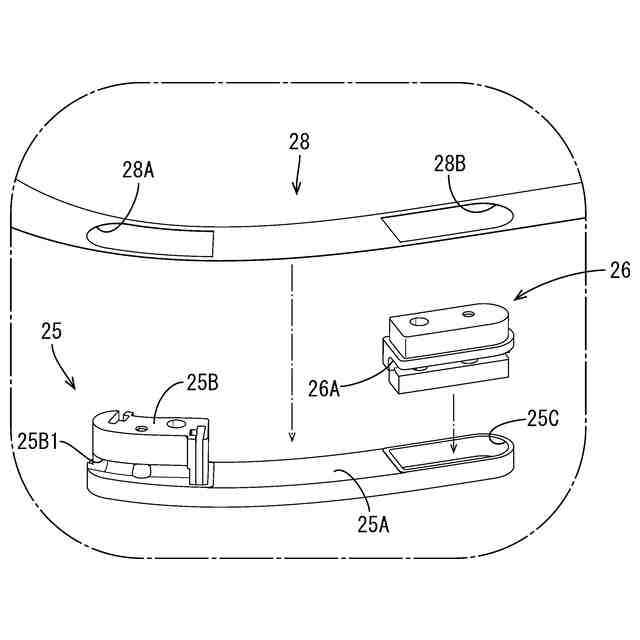
図3の枠線部の分解斜視図
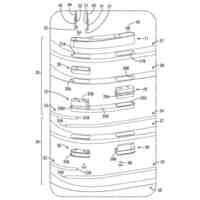
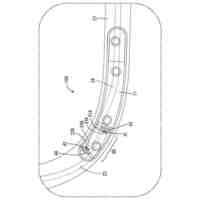
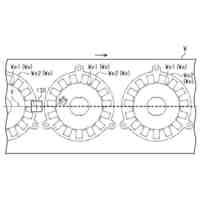
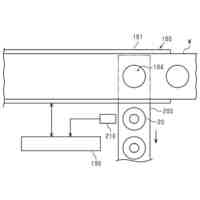
上段照明部の角部を拡大した上面図
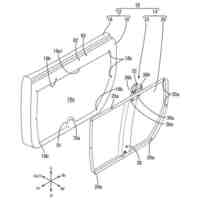
乗物用照明装置の組付け方法における一工程を示す斜視図
図6に続く組付け方法の工程を示す斜視図
図7に続く組付け方法の工程を示す斜視図
図8に続く組付け方法の工程を示す斜視図
第1レンズ部材を下方から視た斜視図
図9に続く組付け方法の工程を示す斜視図
図11に続く組付け方法の工程を示す斜視図
図12に続く組付け方法の工程を示す斜視図
図13に続く組付け方法の工程を示す斜視図
図14に続く組付け方法の工程を示す斜視図
図15に続く組付け方法の工程を示す斜視図
乗物用照明装置の角部の輝度のシミュレーション結果を示す斜視図
比較例1に係る乗物照明装置の角部の輝度のシミュレーション結果(暗部の発生)を示す斜視図
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
乗物用シート
17日前
トヨタ紡織株式会社
シートバック
11日前
トヨタ紡織株式会社
乗物用シート
3日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
モータ駆動回路
3日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
ヒータ付きシート
11日前
トヨタ紡織株式会社
燃料電池システム
10日前
トヨタ紡織株式会社
乗物用ドアトリム
3日前
トヨタ紡織株式会社
積層鉄心の製造方法
3日前
トヨタ紡織株式会社
積層鉄心の製造方法
3日前
トヨタ紡織株式会社
樹脂成形品の製造方法
11日前
トヨタ紡織株式会社
フロントトランク構造
12日前
トヨタ紡織株式会社
乗物シート用歯車装置
17日前
トヨタ紡織株式会社
サービスホールカバー
3日前
トヨタ紡織株式会社
ロータコアの製造方法
3日前
トヨタ紡織株式会社
乗物シート用ロック装置
11日前
トヨタ紡織株式会社
ドアモジュール取付構造
3日前
トヨタ紡織株式会社
車両用呼吸統制システム
10日前
トヨタ紡織株式会社
ステータおよび回転電機
17日前
トヨタ紡織株式会社
乗物用照明装置の製造方法
4日前
トヨタ紡織株式会社
プレス装置及びプレス方法
5日前
トヨタ紡織株式会社
基材および基材の製造方法
3日前
トヨタ紡織株式会社
内装材及び内装材の製造方法
4日前
トヨタ紡織株式会社
乗物用シートのテーブル装置
3日前
トヨタ紡織株式会社
乗物用シートのクッション体
4日前
トヨタ紡織株式会社
ロータ及びロータの製造方法
3日前
トヨタ紡織株式会社
樹脂製品及び樹脂部品の成形方法
10日前
トヨタ紡織株式会社
ラゲッジシステム及びこれを備えた車両
11日前
トヨタ紡織株式会社
ロータの製造装置及びロータの製造方法
10日前
トヨタ紡織株式会社
積層鉄心の製造装置及び積層鉄心の製造方法
3日前
トヨタ紡織株式会社
積層鉄心の製造方法及び積層鉄心の製造装置
3日前
トヨタ紡織株式会社
燃料電池用ガス拡散層及び燃料電池用ガス拡散層の製造方法
10日前
個人
車両
1か月前
個人
自動車運転補助装置
1か月前
井関農機株式会社
作業車両
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ