TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024178643
公報種別
公開特許公報(A)
公開日
2024-12-25
出願番号
2023096937
出願日
2023-06-13
発明の名称
内装材及び内装材の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B32B
3/10 20060101AFI20241218BHJP(積層体)
要約
【課題】より短時間で光透過部を形成することが可能な構成の内装材を提供する。
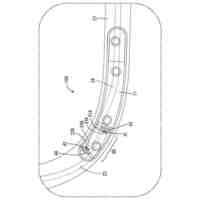
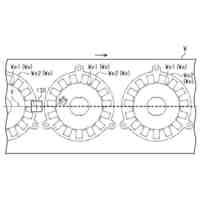
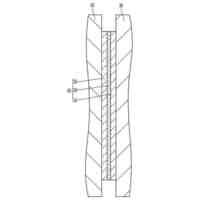
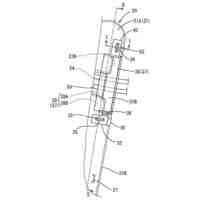
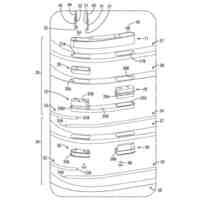
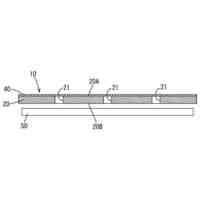
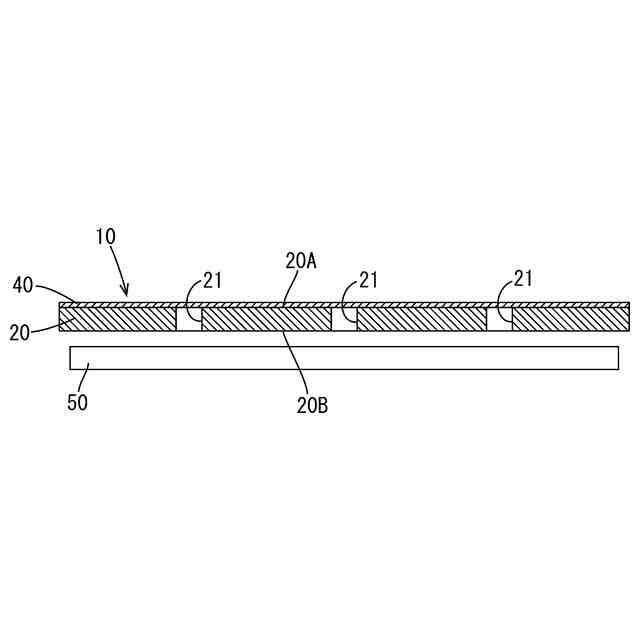
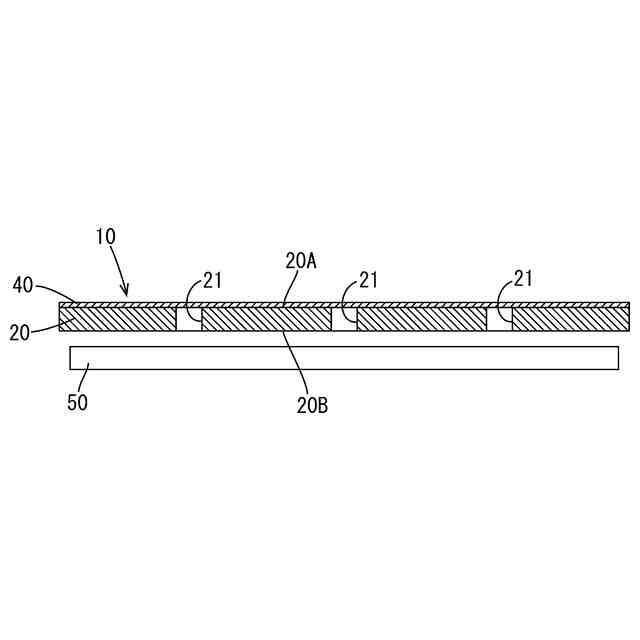
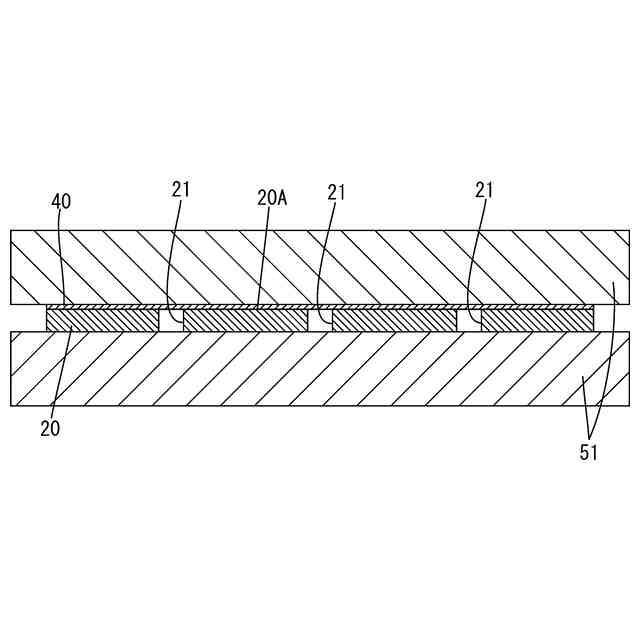
【解決手段】天然繊維及び熱可塑性樹脂を含む板状をなし、板厚方向に貫通する所定パターンの貫通孔21を有する第1板状部材20と、天然繊維及び熱可塑性樹脂を含む板状をなし、第1板状部材20における一方の面20Aに対して貫通孔21を覆う形で接合され、光透過性を有する第2板状部材40と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
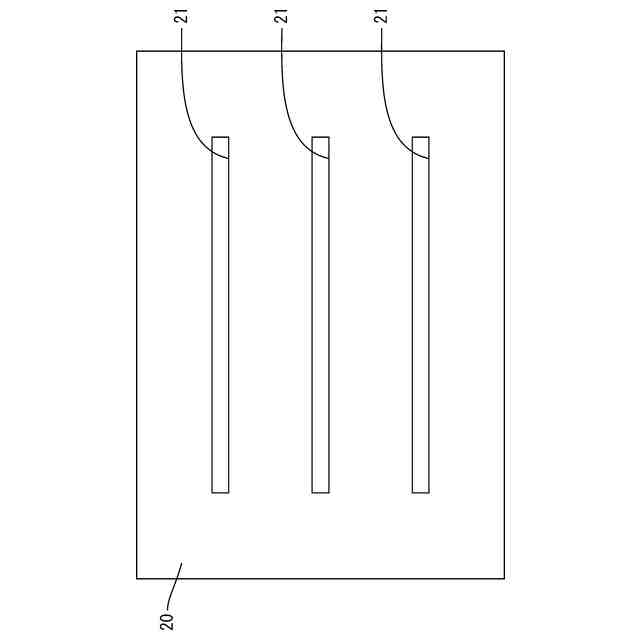
天然繊維及び熱可塑性樹脂を含む板状をなし、板厚方向に貫通する所定パターンの貫通孔を有する第1板状部材と、
天然繊維及び熱可塑性樹脂を含む板状をなし、前記第1板状部材における一方の面に対して前記貫通孔を覆う形で接合され、光透過性を有する第2板状部材と、を備える、内装材。
続きを表示(約 410 文字)
【請求項2】
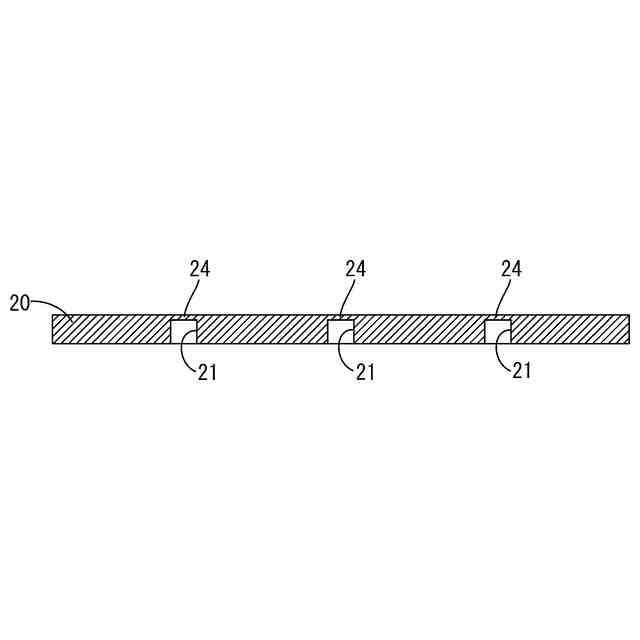
天然繊維及び熱可塑性樹脂を含む板状の第1板状部材に対して、板厚方向に貫通する所定パターンの貫通孔を形成する貫通孔形成工程と、
前記貫通孔形成工程の後に行われ、天然繊維及び熱可塑性樹脂を含み、光透過性を有する板状の第2板状部材を前記第1板状部材における一方の面に対して前記貫通孔を覆う形で接合する接合工程と、を備える、内装材の製造方法。
【請求項3】
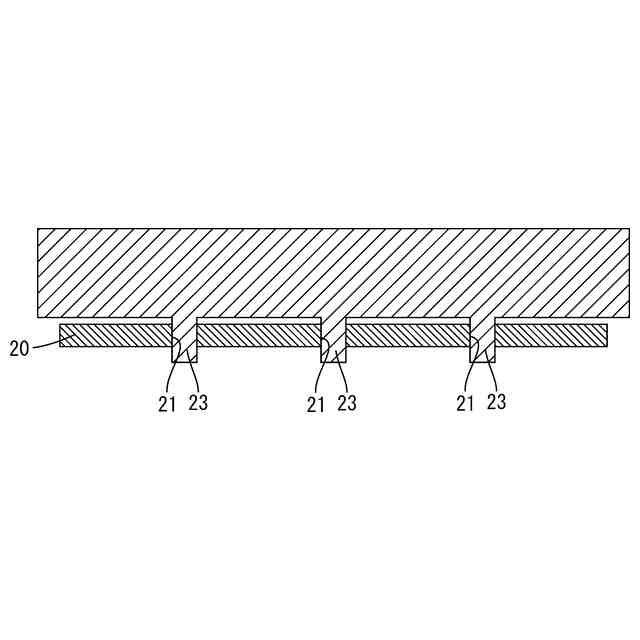
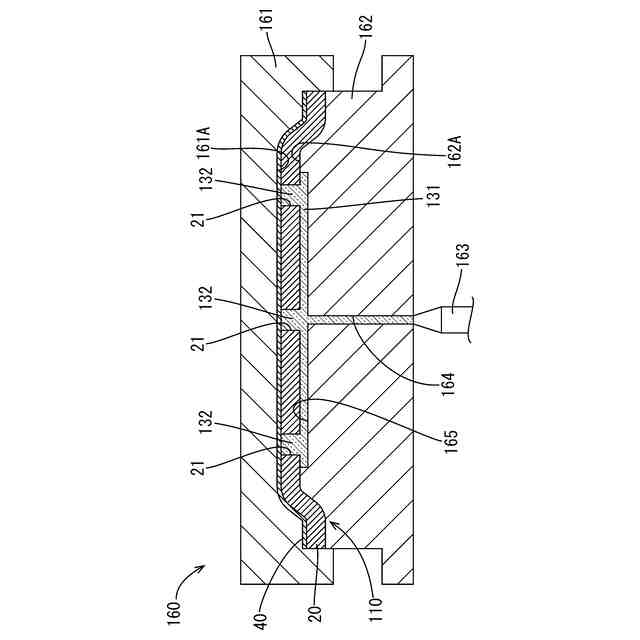
前記接合工程の後に行われ、前記貫通孔に光透過性を有する樹脂を充填する樹脂充填工程を備える、請求項2に記載の内装材の製造方法。
【請求項4】
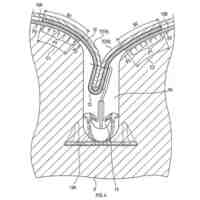
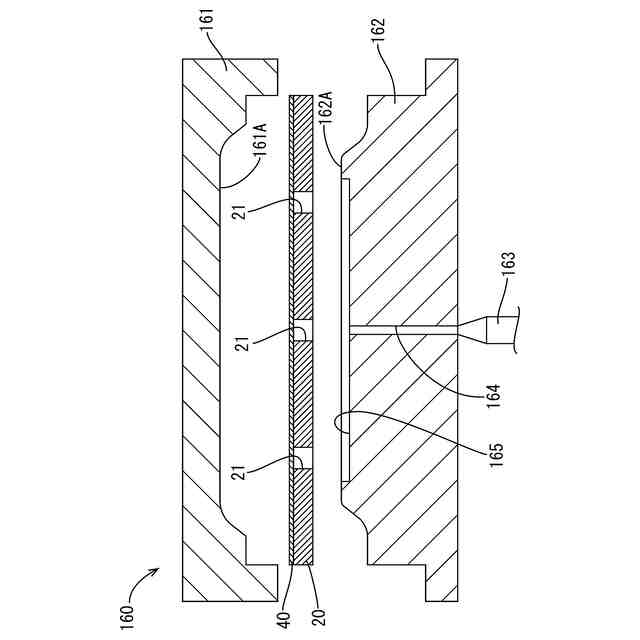
前記樹脂充填工程においては、成形型によって前記第1板状部材及び前記第2板状部材がプレス成形された状態で、前記第1板状部材における前記第2板状部材とは反対側の面に光透過性を有する溶融樹脂を射出することで、前記貫通孔に前記溶融樹脂を充填する、請求項3に記載の内装材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示される技術は、内装材及び内装材の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、内装材として、ケナフ等の天然繊維が熱可塑性樹脂により結着されてなる板状部材が用いられている。天然繊維は、光合成によって二酸化炭素を吸収することから、地球環境の保全にとって有効なものとなっている。また、このような板状部材の意匠性をより高くするために、板状部材を部分的に光が透過できる程度に薄くすることで薄肉部を形成し、板状部材に光が照射された際に、光透過部である薄肉部を光が透過することで、薄肉部が模様として浮かび上がるものが検討されている。板状部材が天然繊維を含む場合、薄肉部を有する板状部材を射出成形によって製造することは困難である。このため、板状部材を加工することで、薄肉部を形成することが考えられる。板状部材に薄肉部を形成するための加工方法として、下記特許文献1に記載されたものが知られている。特許文献1には切削加工によって板状部材に凹部を形成することで、薄肉部を形成する方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2010-30160号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記切削加工において、凹部を一度の加工で形成しようとすると、板状部材が割れたり、切削によって生じる大きい削りカスが凹部に入り込み、加工の妨げになったりする事態が懸念される。このため、浅い凹部を繰り返し形成することで所定の深さの凹部を形成する必要があり、加工時間が長くなってしまうという問題点がある。
【0005】
本明細書で開示される技術は上記のような事情に基づいて完成されたものであって、より短時間で光透過部を形成することが可能な構成の内装材、及び内装材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段として、本明細書で開示される内装材は、天然繊維及び熱可塑性樹脂を含む板状をなし、板厚方向に貫通する所定パターンの貫通孔を有する第1板状部材と、天然繊維及び熱可塑性樹脂を含む板状をなし、前記第1板状部材における一方の面に対して前記貫通孔を覆う形で接合され、光透過性を有する第2板状部材と、を備えることを特徴とする。
【0007】
このような構成とすれば、内装材において貫通孔に対応する箇所に光を透過させることができ、内装材に光を照射することで、貫通孔の形状に対応した所定パターンの模様を表示させることができる。そして、貫通孔は、第2板状部材によって覆われているため、貫通孔を通じて内装材の裏側が視える事態を抑制できる。また、光透過部を形成するために板状部材に切削加工によって薄肉部を形成する方法と比べると、一度の作業で貫通孔を形成することができるため、より短時間で光透過部を形成することができる。
【0008】
次に、上記課題を解決するための手段として、本明細書で開示される内装材の製造方法は、天然繊維及び熱可塑性樹脂を含む板状の第1板状部材に対して、板厚方向に貫通する所定パターンの貫通孔を形成する貫通孔形成工程と、前記貫通孔形成工程の後に行われ、天然繊維及び熱可塑性樹脂を含み、光透過性を有する板状の第2板状部材を前記第1板状部材における一方の面に対して前記貫通孔を覆う形で接合する接合工程と、を備えることを特徴とする。
【0009】
このような構成とすれば、内装材において貫通孔に対応する箇所に光を透過させることができ、内装材に光を照射することで、貫通孔の形状に対応した所定パターンの模様を表示させることができる。そして、貫通孔は、第2板状部材によって覆われているため、貫通孔を通じて内装材の裏側が視える事態を抑制できる。また、光透過部を形成するために板状部材に切削加工によって薄肉部を形成する方法と比べると、一度の作業で貫通孔を形成することができるため、より短時間で光透過部を形成することができる。
【0010】
また、前記接合工程の後に行われ、前記貫通孔に光透過性を有する樹脂を充填する樹脂充填工程を備えるものとすることができる。貫通孔に樹脂を充填することで、剛性をより高くすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
乗物用シート
17日前
トヨタ紡織株式会社
シートバック
11日前
トヨタ紡織株式会社
乗物用シート
3日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
モータ駆動回路
3日前
トヨタ紡織株式会社
乗物用照明装置
4日前
トヨタ紡織株式会社
ヒータ付きシート
11日前
トヨタ紡織株式会社
燃料電池システム
10日前
トヨタ紡織株式会社
乗物用ドアトリム
3日前
トヨタ紡織株式会社
積層鉄心の製造方法
3日前
トヨタ紡織株式会社
積層鉄心の製造方法
3日前
トヨタ紡織株式会社
樹脂成形品の製造方法
11日前
トヨタ紡織株式会社
フロントトランク構造
12日前
トヨタ紡織株式会社
乗物シート用歯車装置
17日前
トヨタ紡織株式会社
サービスホールカバー
3日前
トヨタ紡織株式会社
ロータコアの製造方法
3日前
トヨタ紡織株式会社
乗物シート用ロック装置
11日前
トヨタ紡織株式会社
ドアモジュール取付構造
3日前
トヨタ紡織株式会社
車両用呼吸統制システム
10日前
トヨタ紡織株式会社
ステータおよび回転電機
17日前
トヨタ紡織株式会社
乗物用照明装置の製造方法
4日前
トヨタ紡織株式会社
プレス装置及びプレス方法
5日前
トヨタ紡織株式会社
基材および基材の製造方法
3日前
トヨタ紡織株式会社
内装材及び内装材の製造方法
4日前
トヨタ紡織株式会社
乗物用シートのテーブル装置
3日前
トヨタ紡織株式会社
乗物用シートのクッション体
4日前
トヨタ紡織株式会社
ロータ及びロータの製造方法
3日前
トヨタ紡織株式会社
樹脂製品及び樹脂部品の成形方法
10日前
トヨタ紡織株式会社
ラゲッジシステム及びこれを備えた車両
11日前
トヨタ紡織株式会社
ロータの製造装置及びロータの製造方法
10日前
トヨタ紡織株式会社
積層鉄心の製造装置及び積層鉄心の製造方法
3日前
トヨタ紡織株式会社
積層鉄心の製造方法及び積層鉄心の製造装置
3日前
トヨタ紡織株式会社
燃料電池用ガス拡散層及び燃料電池用ガス拡散層の製造方法
10日前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ