TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176393
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094891
出願日
2023-06-08
発明の名称
全自動のレーザー厚さ測定の多軸研磨洗浄装置
出願人
正嘉科技(広東)有限公司
代理人
個人
主分類
B24B
7/12 20060101AFI20241212BHJP(研削;研磨)
要約
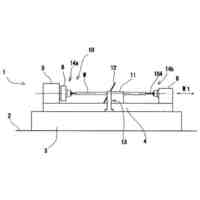
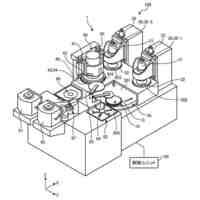
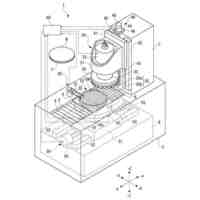
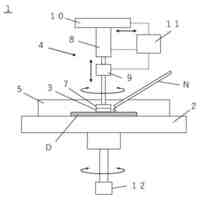
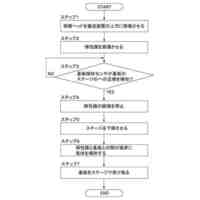
【課題】本発明の目的は、全自動のレーザー厚さ測定の多軸研磨洗浄装置を提供し、現在の研磨対象パネルの厚さを測定することにより、第1研磨ローラと第2研磨ローラとの間の距離を調整し、研磨の正確性を向上させることである。
【解決手段】研磨洗浄装置は、フレームに設けられた厚さ測定機構、輸送機構、複数の研磨機構、及び研磨機構の数と一致する洗浄機構を含み、前記厚さ測定機構は、輸送機構の供給端に位置し、前記洗浄機構は、対応する研磨機構の上方に位置し、前記洗浄機構は、研磨機構に洗浄液をスプレーするために使用される。
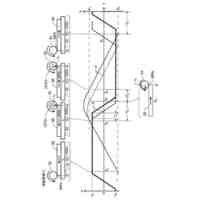
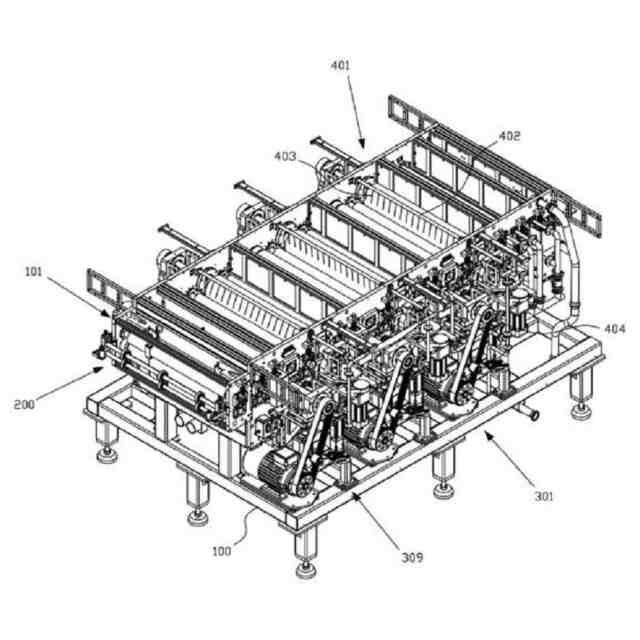
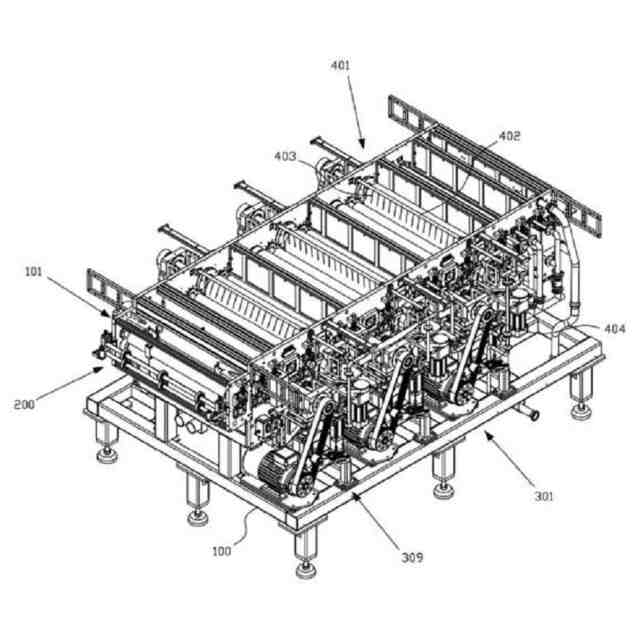
【選択図】図1
特許請求の範囲
【請求項1】
フレームを含む、全自動のレーザー厚さ測定の多軸研磨洗浄装置であって、フレームに設けられた厚さ測定機構、輸送機構、複数の研磨機構、及び研磨機構の数と一致する洗浄機構を更に含み、前記厚さ測定機構は、輸送機構の供給端に位置し、前記洗浄機構は、対応する研磨機構の上方に位置し、前記洗浄機構は、研磨機構に洗浄液をスプレーするために使用され、
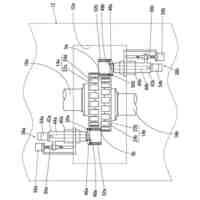
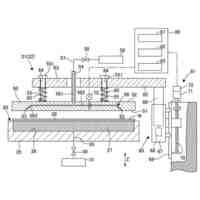
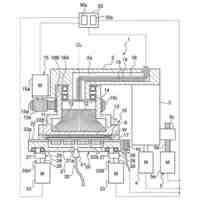
前記研磨機構は、第1研磨ローラと、第1研磨ローラの下方に位置する第2研磨ローラと、フレームに設けられた第1研磨回転駆動機構、第2研磨回転駆動機構、第1研磨昇降駆動機構及び第2研磨昇降駆動機構とを含み、前記第1研磨昇降駆動機構及び第2研磨昇降駆動機構はそれぞれ厚さ測定機構に電気的に接続され、前記第1研磨ローラの両端及び第2研磨ローラの両端はそれぞれフレームに上下にスライド可能に接続され、前記第1研磨回転駆動機構は、第1研磨ローラが回転するように駆動するために使用され、前記第2研磨回転駆動機構は、第2研磨ローラが回転するように駆動するために使用され、前記第1研磨昇降駆動機構は、第1研磨ローラが上下に昇降して移動するように駆動するために使用され、第2研磨昇降駆動機構は、第2研磨ローラが上下に昇降して移動するように駆動するために使用されることを特徴とする、全自動のレーザー厚さ測定の多軸研磨洗浄装置。
続きを表示(約 1,600 文字)
【請求項2】
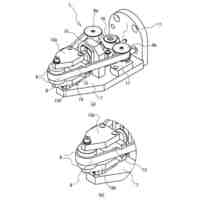
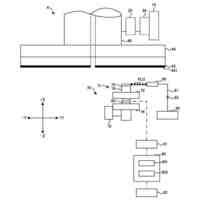
前記第1研磨回転駆動機構は、第1回転駆動部材、第1同期ホイール、第1同期ベルト、第2同期ホイール、及びテンション機構を含み、前記第1回転駆動部材は、フレームに設けられ、前記第1同期ホイールは、第1回転駆動部材の出力端に設けられ、前記第2同期ホイールは、第1研磨ローラの一端に設けられ、前記第1同期ホイールは、第1同期ベルトを介して第2同期ホイールに駆動可能に接続され、前記テンション機構は、第1同期ベルトを引張するために使用されることを特徴とする、請求項1に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項3】
前記引張機構は、フレームに設けられたテンションベース、テンションベースに設けられた第1弾性部材、及び第1弾性部材の一端に設けられたテンションホイールを含み、前記テンションホイールは、第1同期ベルトに当接され、
テンションホイールが第1同期ベルトに当接される場合、前記第1弾性部材は、テンションホイールが第1同期ベルトを引張するように駆動するために収縮することを特徴とする、請求項2に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項4】
前記第2研磨回転駆動機構の構造は、第1研磨回転駆動機構の構造と同じであることを特徴とする、請求項2又は3に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項5】
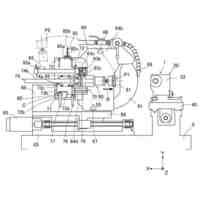
前記第1研磨昇降駆動機構は、フレームに設けられた第1昇降駆動部材、及びフレームに上下にスライド可能に設けられた第1軸受台を含み、前記第1昇降駆動部材の出力端は、第1軸受台の下端に接続され、前記第1軸受台の軸受は、第1研磨ローラの一端に嵌着されることを特徴とする、請求項1に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項6】
前記第2研磨昇降駆動機構の構造は、第1研磨昇降駆動機構の構造と同じであることを特徴とする、請求項5に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項7】
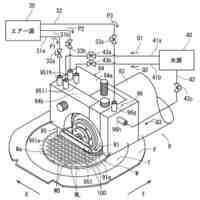
前記洗浄機構は、液体輸送管、及び液体輸送管の片側に設けられた複数のノズルを含み、複数の前記ノズルは、液体輸送管と連通し、前記研磨洗浄装置は、フレームに設けられた水管を更に含み、前記水管の末端はそれぞれ複数の洗浄機構の液体輸送管と連通し、前記水管の給水端は、外部の液体供給部と連通するために使用されることを特徴とする、請求項1に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項8】
前記輸送機構は、輸送駆動機構、共平面で設けられた複数の第1輸送ローラ、及び第1輸送ローラの数と同じである第2輸送ローラを含み、前記第2輸送ローラは、対応する第1輸送ローラの上端に当接され、前記輸送機構は、第1輸送ローラが転がるように駆動するために使用されることを特徴とする、請求項1に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項9】
前記輸送機構は、第2輸送ローラの両端に対称に設けられた2つの第2弾性部材、及び第2輸送ローラの両端に対称に設けられた2つの第2軸受台を更に含み、前記第2弾性部材の上端は、フレームに接続され、前記第2軸受台は、フレームに上下にスライド可能に接続され、前記第2弾性部材の下端は、第2軸受台の上端に接続され、前記第2軸受台の軸受は、第2輸送ローラの一端に嵌着されることを特徴とする、請求項8に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
【請求項10】
前記輸送駆動機構は、輸送駆動部材、チェーン、及び複数の歯車を含み、複数の歯車はそれぞれ第1輸送ローラの一端に一対一対応して設けられ、前記輸送駆動部材は、チェーンを介してそれぞれ複数の歯車に駆動可能に接続されることを特徴とする、請求項8に記載の全自動のレーザー厚さ測定の多軸研磨洗浄装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨の技術分野に係り、具体的には、全自動のレーザー厚さ測定の多軸研磨洗浄装置に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
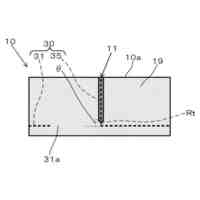
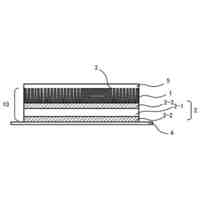
従来、膜、紙、不織布、金属箔、鋼板などの加工対象物(以下、パネルと略称する)を使用する前に、研磨処理を行う必要があり、一般的には、金属箔の研磨は多段階で行う必要があるため、金属箔の厚さは徐々に薄くなる。しかし、実際には、各金属箔の初期厚さには一定の誤差があり、研磨ローラの位置を調整できないため、研磨工程中、厚さにばらつきが生じ、研磨精度に影響を与える。
【発明の概要】
【発明が解決しようとする課題】
【0003】
従来技術の欠陥及び不足を克服するために、本発明の目的は、全自動のレーザー厚さ測定の多軸研磨洗浄装置を提供し、現在の研磨対象パネルの厚さを測定することにより、第1研磨ローラと第2研磨ローラとの間の距離を調整し、研磨の正確性を向上させることである。
【課題を解決するための手段】
【0004】
本発明は、以下の技術的解決手段によって実現されるものである。
【0005】
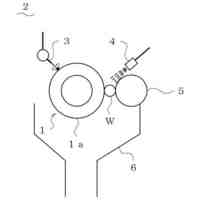
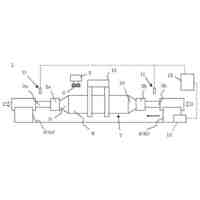
全自動のレーザー厚さ測定の多軸研磨洗浄装置は、フレーム、フレームに設けられた厚さ測定機構、輸送機構、複数の研磨機構、及び研磨機構の数と一致する洗浄機構を含み、前記厚さ測定機構は、輸送機構の供給端に位置し、前記洗浄機構は、対応する研磨機構の上方に位置し、前記洗浄機構は、研磨機構に洗浄液をスプレーするために使用され、
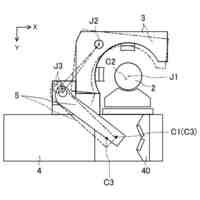
前記研磨機構は、第1研磨ローラと、第1研磨ローラの下方に位置する第2研磨ローラと、フレームに設けられた第1研磨回転駆動機構、第2研磨回転駆動機構、第1研磨昇降駆動機構及び第2研磨昇降駆動機構とを含み、前記第1研磨昇降駆動機構及び第2研磨昇降駆動機構はそれぞれ厚さ測定機構に電気的に接続され、前記第1研磨ローラの両端及び第2研磨ローラの両端はそれぞれフレームに上下にスライド可能に接続され、前記第1研磨回転駆動機構は、第1研磨ローラが回転するように駆動するために使用され、前記第2研磨回転駆動機構は、第2研磨ローラが回転するように駆動するために使用され、前記第1研磨昇降駆動機構は、第1研磨ローラが上下に昇降して移動するように駆動するために使用され、第2研磨昇降駆動機構は、第2研磨ローラが上下に昇降して移動するように駆動するために使用される。
【0006】
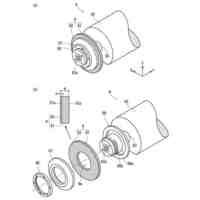
ここで、前記第1研磨回転駆動機構は、第1回転駆動部材、第1同期ホイール、第1同期ベルト、第2同期ホイール、及びテンション機構を含み、前記第1回転駆動部材は、フレームに設けられ、前記第1同期ホイールは、第1回転駆動部材の出力端に設けられ、前記第2同期ホイールは、第1研磨ローラの一端に設けられ、前記第1同期ホイールは、第1同期ベルトを介して第2同期ホイールに駆動可能に接続され、前記テンション機構は、第1同期ベルトを引張するために使用される。
【0007】
ここで、前記引張機構は、フレームに設けられたテンションベース、テンションベースに設けられた第1弾性部材、及び第1弾性部材の一端に設けられたテンションホイールを含み、前記テンションホイールは、第1同期ベルトに当接され、
【0008】
テンションホイールが第1同期ベルトに当接される場合、前記第1弾性部材は、テンションホイールが第1同期ベルトを引張するように駆動するために収縮する。
【0009】
ここで、前記第2研磨回転駆動機構の構造は、第1研磨回転駆動機構の構造と同じである。
【0010】
ここで、前記第1研磨昇降駆動機構は、フレームに設けられた第1昇降駆動部材、及びフレームに上下にスライド可能に設けられた第1軸受台を含み、前記第1昇降駆動部材の出力端は、第1軸受台の下端に接続され、前記第1軸受台の軸受は、第1研磨ローラの一端に嵌着される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
研削盤のワーク支持装置
25日前
日清工業株式会社
両頭平面研削盤
1か月前
株式会社ナノテム
砥石
2か月前
株式会社ナノテム
砥石
1か月前
株式会社土橋製作所
研磨装置
25日前
株式会社ツガミ
円筒研削盤
24日前
トヨタ自動車株式会社
ラッピング加工装置
1か月前
信越半導体株式会社
研磨布の洗浄方法
2か月前
住友重機械工業株式会社
研削制御装置及び研削方法
18日前
ファクトリーファイブ株式会社
破損検出機構
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
1か月前
株式会社トクピ製作所
研削方法
11日前
株式会社ディスコ
加工工具
25日前
株式会社ディスコ
加工方法
11日前
株式会社ディスコ
研磨装置
1か月前
株式会社ディスコ
加工装置
18日前
株式会社太陽
両面研磨装置
1か月前
株式会社ディスコ
研削装置
19日前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
研削装置
17日前
株式会社ディスコ
砥石
6日前
NTN株式会社
異常検知システム
6日前
ニッタ・デュポン株式会社
研磨布
11日前
株式会社ディスコ
切削ブレード
5日前
信越半導体株式会社
研磨装置および研磨方法
25日前
株式会社ディスコ
加工装置
25日前
株式会社ディスコ
加工装置
25日前
株式会社ナノテム
砥石及びその製造方法
4日前
トーヨーエイテック株式会社
立形研削盤
1か月前
株式会社荏原製作所
研磨方法および研磨装置
1か月前
株式会社ディスコ
加工工具の管理方法
6日前
信越半導体株式会社
円筒研削機および円筒研削方法
11日前
株式会社荏原製作所
研磨方法および研磨装置
1か月前
株式会社ディスコ
被加工物の研削方法
26日前
株式会社荏原製作所
研磨装置および研磨方法
1か月前
大協技研工業株式会社
シート状吸着・粘着部材
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ