TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175291
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023092956
出願日
2023-06-06
発明の名称
樹脂成形システム、運転条件制御方法、およびプログラム
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
48/92 20190101AFI20241211BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形システムの適正な運転条件をユーザの技量に依存することなく安定して設定する。
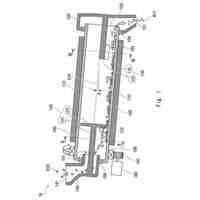
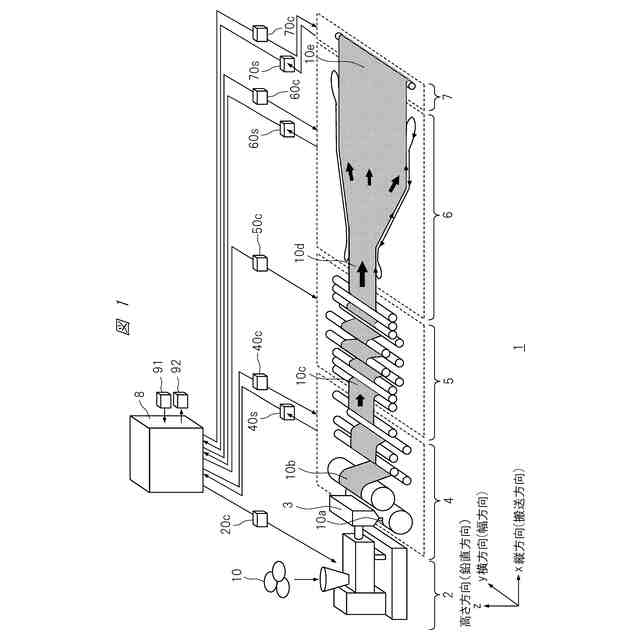
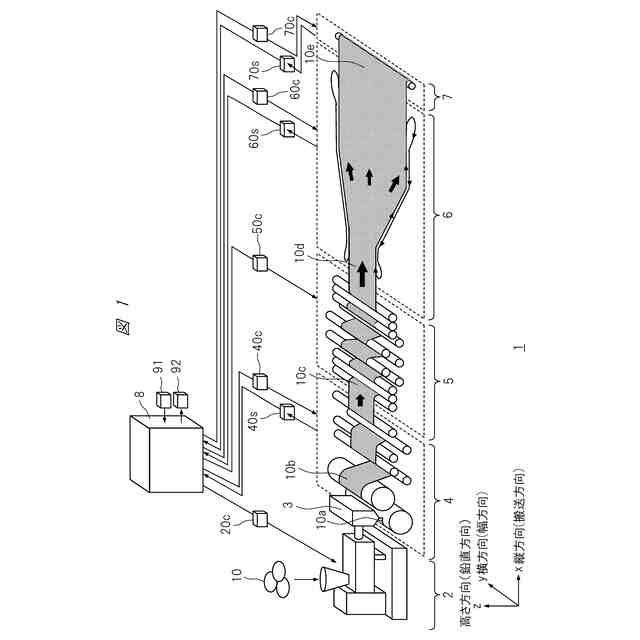
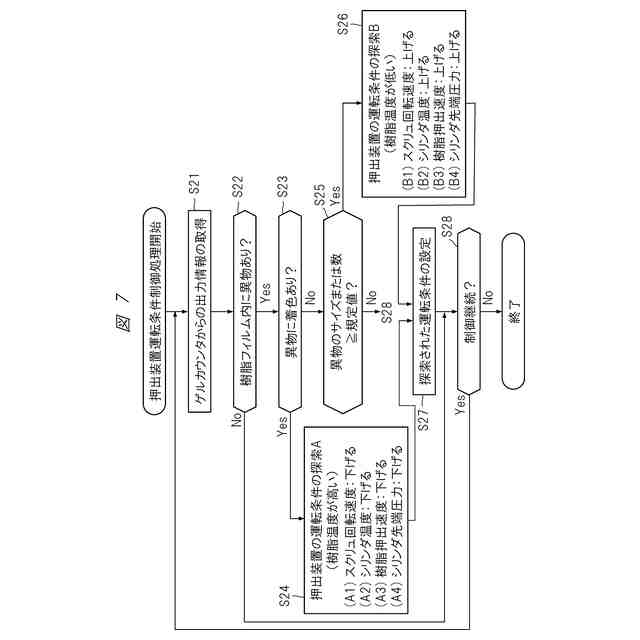
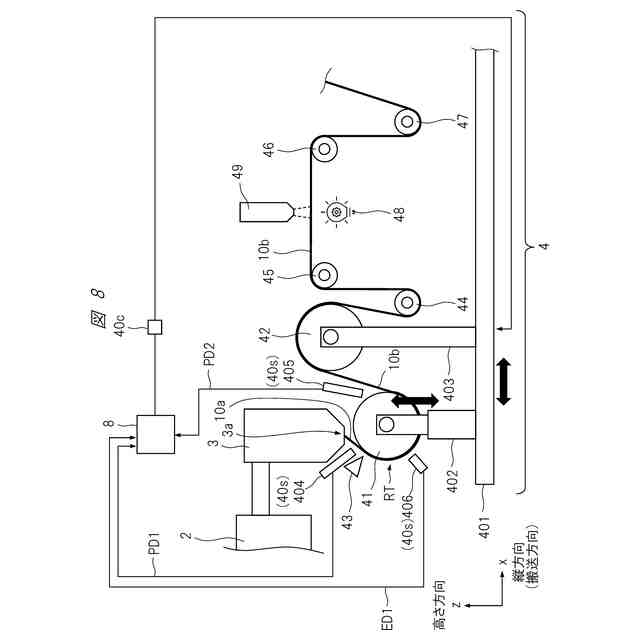
【解決手段】樹脂成形システム1を構成する複数の装置の少なくとも1つに、樹脂の状態を検出するセンサ部が設けられる。樹脂成形システム1の制御装置8は、センサ部から出力される情報に基づいて、樹脂成形システム1を構成する装置の運転条件を探索し、探索された運転条件を新たな運転条件として設定する。樹脂がどのような状態の場合にどの装置のいずれの運転条件をどのように変更すべきかについては、例えば、ユーザによって設定される。
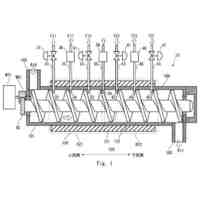
【選択図】図1
特許請求の範囲
【請求項1】
樹脂原料を溶融混練して溶融樹脂を押し出す押出装置と、
前記押し出された溶融樹脂を冷却し樹脂フィルムに成形する冷却装置と、
前記成形された樹脂フィルムを延伸する延伸装置と、を備え、
前記押出装置は、前記溶融樹脂を膜状に成形して吐出するTダイが取り付けられ、
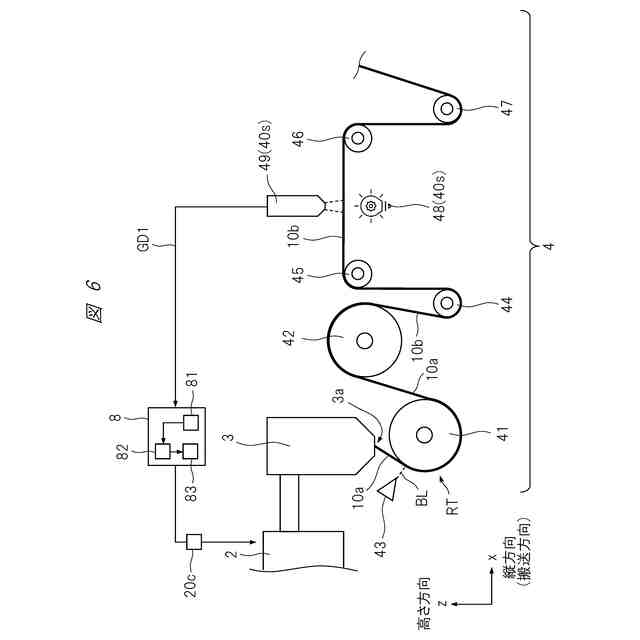
前記冷却装置は、前記Tダイから吐出された溶融樹脂を表面に接触させながら前記延伸装置側に送る冷却ロールと、前記冷却ロールの表面に接触する溶融樹脂に送風するエアナイフとを有する、樹脂成形システムであって、
前記Tダイと前記冷却ロールとの間における前記溶融樹脂の幅の変化を表す情報を出力する第1のセンサと、
前記第1のセンサからの情報によって検出された前記溶融樹脂の幅の変化に基づいて、前記冷却装置により成形される溶融樹脂の幅の変化が仕様を満たすように、前記冷却装置の運転条件を探索する探索部と、
前記探索された運転条件を新たな運転条件として設定する設定部と、を備える、
樹脂成形システム。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の樹脂成形システムにおいて、
前記探索部は、前記第1のセンサからの情報によって検出された前記溶融樹脂の幅の変動幅が第1の幅以上である場合に、前記溶融樹脂の冷却前後における厚みの比が低くなるような前記冷却装置の運転条件を探索する、
樹脂成形システム。
【請求項3】
請求項2に記載の樹脂成形システムにおいて、
前記探索部は、冷却ロール回転速度、前記エアナイフによる送風先の位置、前記Tダイと前記冷却ロールとの間の第1の距離、前記エアナイフと前記冷却ロールの表面上の溶融樹脂との間の第2の距離、および冷却ロール温度である複数のパラメータのうち少なくとも1つについて、新たなパラメータ値を決定する、
樹脂成形システム。
【請求項4】
請求項3に記載の樹脂成形システムにおいて、
前記探索部は、前記冷却ロール回転速度を下げること、前記エアナイフの送風先の位置を前記溶融樹脂の上流側に移動させること、前記第1の距離を大きくするまたは小さくすること、前記第2の距離を小さくすること、および前記冷却ロール温度を上げるまたは下げることのうち少なくとも1つにより、前記新たなパラメータ値を決定する、
樹脂成形システム。
【請求項5】
請求項3に記載の樹脂成形システムにおいて、
前記探索部は、前記複数のパラメータのうち少なくとも2つについて、設定された優先順位およびパラメータ値の設定可能範囲に基づいて、変更すべきパラメータと該パラメータのパラメータ値とを決定する、
樹脂成形システム。
【請求項6】
請求項3に記載の樹脂成形システムにおいて、
前記探索部は、前記複数のパラメータのうち少なくとも1つについてパラメータ値の変化と前記溶融樹脂の幅の変動幅の変化との関係に基づき学習が行われた人工知能を用いて、変更すべきパラメータと該パラメータのパラメータ値とを決定する、
樹脂成形システム。
【請求項7】
請求項1に記載の樹脂成形システムにおいて、
前記探索部は、前記第1のセンサからの情報によって検出された前記溶融樹脂の幅の縮小幅が第2の幅以上である場合に、前記エアナイフの送風による冷却状況が変化するような前記冷却装置の運転条件を探索する、
樹脂成形システム。
【請求項8】
請求項7に記載の樹脂成形システムにおいて、
前記探索部は、冷却ロール回転速度、前記エアナイフの送風先の位置、前記Tダイと前記冷却ロールとの間の第1の距離、前記エアナイフと前記冷却ロールの表面上の溶融樹脂との間の第2の距離、および冷却ロール温度である複数のパラメータのうち少なくとも1つについて、新たなパラメータ値を決定する、
樹脂成形システム。
【請求項9】
請求項8に記載の樹脂成形システムにおいて、
前記探索部は、前記冷却ロール回転速度を下げること、前記エアナイフの送風先の位置を前記溶融樹脂の上流側に移動させること、前記第1の距離を小さくすること、前記第2の距離を小さくすること、前記冷却ロール温度を下げることのうち少なくとも1つにより、前記新たなパラメータ値を決定する、
樹脂成形システム。
【請求項10】
請求項8に記載の樹脂成形システムにおいて、
前記探索部は、前記複数のパラメータのうち少なくとも2つについて、設定された優先順位およびパラメータ値の設定可能範囲に基づいて、変更すべきパラメータと該パラメータのパラメータ値とを決定する、
樹脂成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形システム、運転条件制御方法、およびプログラムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
樹脂原料を溶融混練し、溶融樹脂を冷却してフィルム状に成形し、成形されたフィルムを延伸する樹脂成形システムが知られている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2007-203508号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
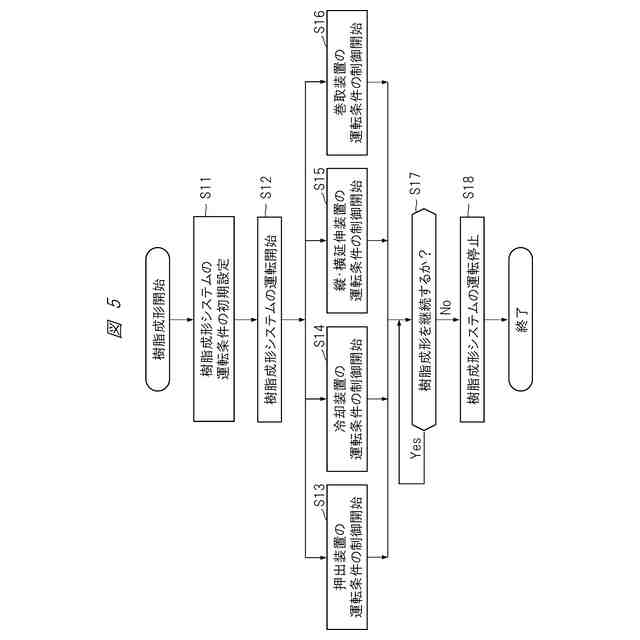
従来、樹脂成形システムを用いて樹脂フィルムなどの製品を製造する場合、ユーザが、自身の経験や勘などに基づいて、システムの運転条件を初期設定し、システム稼働後に樹脂の状態を目視で確認し、樹脂が適正な状態となるように運転条件を調整している。
【0005】
しかしながら、樹脂成形システムの運転条件は多岐にわたり複雑である。そのため、ユーザの技量によっては、運転条件を適正に調整し切れず、製品の品質にバラつきが生じることがある。
【0006】
上記事情により、樹脂成形システムの適正な運転条件をユーザの技量に依存することなく安定して設定することができる技術が望まれている。
【課題を解決するための手段】
【0007】
本願において開示される一実施形態である樹脂成形システムは、樹脂原料を溶融混練して溶融樹脂を押し出す押出装置と、前記押し出された溶融樹脂を冷却し樹脂フィルムに成形する冷却装置と、前記成形された樹脂フィルムを延伸する延伸装置と、を備え、前記押出装置は、前記溶融樹脂を膜状に成形して吐出するTダイが取り付けられ、前記冷却装置は、前記Tダイから吐出された溶融樹脂を表面に接触させながら前記延伸装置側に送る冷却ロールと、前記冷却ロールの表面に接触する溶融樹脂に送風するエアナイフとを有する、樹脂成形システムであって、前記Tダイと前記冷却ロールとの間における前記溶融樹脂の幅の変化を表す情報を出力する第1のセンサと、前記第1のセンサからの情報によって検出された前記溶融樹脂の幅の変化に基づいて、前記冷却装置により成形される溶融樹脂の幅の変化が仕様を満たすように、前記冷却装置の運転条件を探索する探索部と、前記探索された運転条件を新たな運転条件として設定する設定部と、を備える、樹脂成形システムである。
【0008】
本願において開示される一実施形態である運転条件制御方法は、樹脂原料を溶融混練して溶融樹脂を押し出す押出装置と、前記押し出された溶融樹脂を冷却し樹脂フィルムに成形する冷却装置と、前記成形された樹脂フィルムを延伸する延伸装置と、を備え、前記押出装置は、前記溶融樹脂を膜状に成形して吐出するTダイが取り付けられ、前記冷却装置は、前記Tダイから吐出された溶融樹脂を表面に接触させながら前記延伸装置側に送る冷却ロールと、前記冷却ロールの表面に接触する溶融樹脂に送風するエアナイフとを有する、樹脂成形システムの運転条件制御方法であって、前記Tダイと前記冷却ロールとの間における前記溶融樹脂の幅の変化を検出し、前記検出された前記溶融樹脂の幅の変化に基づいて、前記冷却装置により成形される溶融樹脂の幅の変化が仕様を満たすように、前記冷却装置の運転条件を探索し、前記探索された運転条件を新たな運転条件として設定する、運転条件制御方法である。
【0009】
本願において開示される一実施形態であるプログラムは、樹脂原料を溶融混練して溶融樹脂を押し出す押出装置と、前記押し出された溶融樹脂を冷却し樹脂フィルムに成形する冷却装置と、前記成形された樹脂フィルムを延伸する延伸装置と、を備え、前記押出装置は、前記溶融樹脂を膜状に成形して吐出するTダイを有し、前記冷却装置は、前記Tダイから吐出された溶融樹脂を表面に接触させながら前記延伸装置側に送る冷却ロールと、前記冷却ロールの表面に接触する溶融樹脂に送風するエアナイフとを有する、樹脂成形システムのためのプログラムであって、コンピュータを、第1のセンサから出力される、前記Tダイと前記冷却ロールとの間における前記溶融樹脂の幅の変化を表す情報に基づいて、前記冷却装置により成形される溶融樹脂の幅の変化が仕様を満たすように、前記冷却装置の運転条件を探索する探索部、および、前記探索された運転条件を新たな運転条件として設定する設定部、として機能させるためのプログラムである。
【発明の効果】
【0010】
本願において開示される一実施形態によれば、樹脂成形システムの適正な運転条件をユーザの技量に依存することなく安定して設定することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
型締装置および射出成形機
1日前
株式会社日本製鋼所
型締装置および射出成形機
21日前
株式会社日本製鋼所
エアノズル装置及び樹脂シート製造装置
21日前
株式会社日本製鋼所
可動盤の支持機構とこれを備えた射出成形機
27日前
株式会社日本製鋼所
反応装置
20日前
株式会社日本製鋼所
反応方法
20日前
株式会社日本製鋼所
樹脂成形システム、運転条件制御方法、およびプログラム
21日前
株式会社日本製鋼所
樹脂成形システム、運転条件制御方法、およびプログラム
21日前
株式会社日本製鋼所
樹脂成形システム、運転条件制御方法、およびプログラム
21日前
株式会社日本製鋼所
異物除去方法
13日前
株式会社日本製鋼所
射出装置とこれを備えた射出成形機、及び射出成形機の改造方法
27日前
株式会社日本製鋼所
熱電対の取付構造とこれを備えた機械装置、及び熱電対の取付構造を設置する方法
1日前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
金型の製造方法
11か月前
CKD株式会社
型用台車
20日前
津田駒工業株式会社
連続成形機
10か月前
東レ株式会社
プリプレグテープ
3か月前
シーメット株式会社
光造形装置
13日前
株式会社日本製鋼所
押出機
3か月前
グンゼ株式会社
ピン
27日前
個人
射出ミキシングノズル
3か月前
輝創株式会社
接合方法
11か月前
株式会社FTS
成形装置
13日前
東レ株式会社
一体化成形品の製造方法
4か月前
東レ株式会社
延伸フィルムの製造方法
11か月前
株式会社シロハチ
真空チャンバ
2か月前
帝人株式会社
成形体の製造方法
6か月前
株式会社リコー
シート剥離装置
5か月前
三菱自動車工業株式会社
予熱装置
3か月前
グンゼ株式会社
印刷層の除去方法
11か月前
六浦工業株式会社
接着装置
11か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ