TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024174660
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092600
出願日
2023-06-05
発明の名称
下部ノズル着脱装置
出願人
黒崎播磨株式会社
代理人
弁理士法人英和特許事務所
主分類
B22D
41/34 20060101AFI20241210BHJP(鋳造;粉末冶金)
要約
【課題】下部ノズルの着脱を確実に行うことのできる下部ノズル着脱装置を提供する。
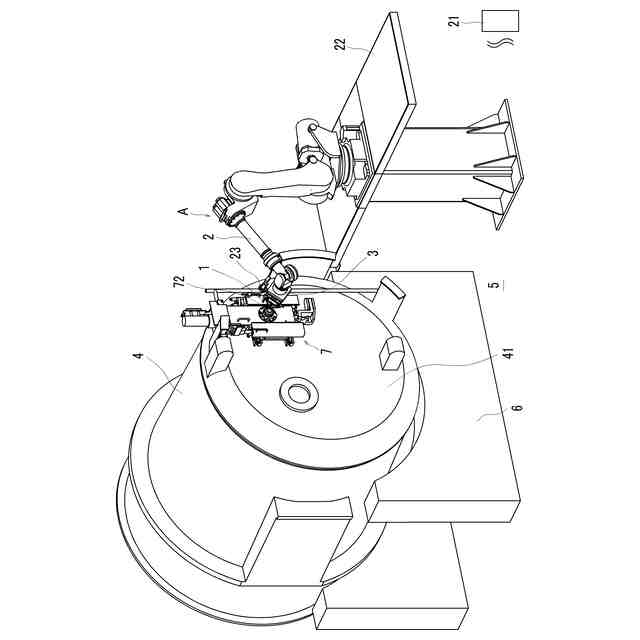
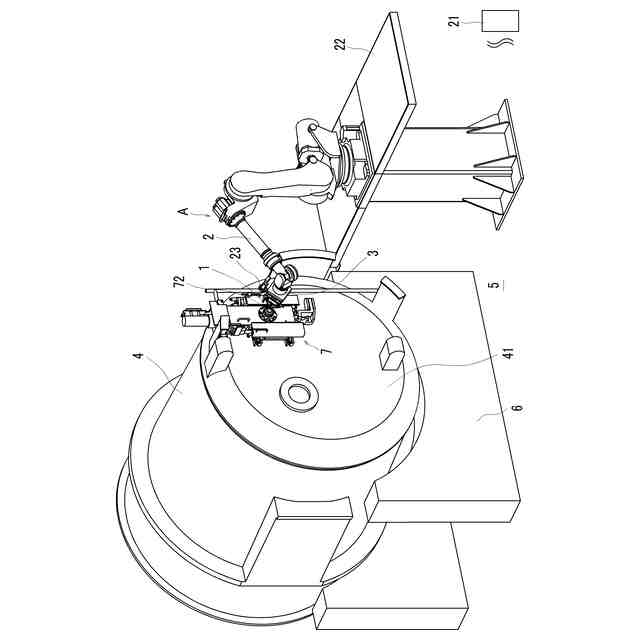
【解決手段】スライディングノズル装置7に装着されている耐火物製の下プレートに対して、耐火物製の下部ノズル72を着脱するための下部ノズル着脱装置Aであって、下部ノズル72を保持する保持金枠に着脱可能な保持具1、保持具1を先端に有するロボットアーム2、ロボットアーム2の動作に伴い保持具1が前記保持金枠より受ける前後方向の反力及び回転方向の反力を検出する力センサ3、並びにロボットアーム2の動作を監視し制御する制御部21を含む。制御部21は、力センサ3が検出する各反力、並びにロボットアーム2の前後方向の動作量及び回転方向の動作量を監視しながら当該ロボットアーム2の動作を制御することにより下部ノズル72の着脱を実行する。
【選択図】図1
特許請求の範囲
【請求項1】
スライディングノズル装置に装着されている耐火物製の下プレートに対して、耐火物製の下部ノズルを着脱するための下部ノズル着脱装置であって、
前記下部ノズルを保持する保持金枠に着脱可能な保持具、この保持具を先端に有するロボットアーム、このロボットアームの動作に伴い前記保持具が前記保持金枠より受ける前後方向の反力及び回転方向の反力を検出する力センサ、並びに前記ロボットアームの動作を監視し制御する制御部を含み、
前記制御部は、前記力センサが検出する各反力、並びに前記ロボットアームの前後方向の動作量及び回転方向の動作量を監視しながら当該ロボットアームの動作を制御することにより下部ノズルの着脱を実行する、下部ノズル着脱装置。
続きを表示(約 600 文字)
【請求項2】
前記制御部は、前記下部ノズルの取外しの際に前記力センサが検出する各反力がそれぞれ所定の設定値に達することなく、前記ロボットアームの後方向の動作量及び回転方向の動作量がそれぞれ所定の設定値に達した場合、当該下部ノズルの取外しが正常に完了したと判断する、請求項1に記載の下部ノズル着脱装置。
【請求項3】
前記制御部は、前記下部ノズルの取外しの際に前記力センサが検出する各反力の少なくとも一方が所定の設定値に達した場合、取外し異常と判断して前記ロボットアームの動作を停止する、請求項2に記載の下部ノズル着脱装置。
【請求項4】
前記制御部は、前記下部ノズルの取付けの際に前記力センサが検出する各反力がそれぞれの所定の設定値に達し、かつ前記ロボットアームの前方向の動作量及び回転方向の動作量がそれぞれ所定の設定値に達した場合、当該下部ノズルの取外しが正常に完了したと判断する、請求項1に記載の下部ノズル着脱装置。
【請求項5】
前記制御部は、前記下部ノズルの取付けの際に前記力センサが検出する各反力の少なくとも一方が所定の設定値に達した時点で、前記ロボットアームの前方向の動作量及び回転方向の動作量の少なくとも一方が所定の設定値に達していない場合、取付け異常と判断して前記ロボットアームの動作を停止する、請求項4に記載の下部ノズル着脱装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鋼の連続鋳造において、溶鋼流量を制御するスライディングノズル装置に使用される下部ノズルの取付け/取外し、すなわち着脱を行うための下部ノズル着脱装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
溶鋼の連続鋳造で使用されるスライディングノズル装置において、通常、溶鋼流量を制御するプレートれんが、すなわち下プレートの下面側には、溶鋼の流れを整流するために耐火物製のノズル、すなわち下部ノズルを配置している。この下部ノズルは飛散するスプラッシュの付着や酸素洗浄によるダメージでプレート寿命より早く交換が必要となる。そのため、通常、下部ノズルは、単独で交換可能となるように、下プレートを収納するプレート収納金枠の下面側に固定されている円筒状のスリーブ金物に対して、下部ノズルを保持する円環状の保持金枠を介してバイヨネット機構によって保持されている。
【0003】
このような下部ノズル及びその保持金枠を着脱するための装置として、例えば特許文献1には、トルクと回転角が制御できる駆動機構を含む着脱装置が開示されている。また特許文献2には、規定のトルクで下部ノズルの保持金枠を回転させる方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平6-254670号公報
特表2016-525452号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明者らが下部ノズルの着脱試験を重ねたところ、従来技術のようにトルク及び回転角を制御するだけでは、下部ノズルの着脱を確実に行うことができないことがわかった。すなわち、下部ノズルは使用前と使用後で大きく溶損し形状が変化し、また、下部ノズルの保持金枠やスリーブ金物も温度変化による熱膨張や外力による変形が大きいため着脱時の摩擦抵抗が大きく変化する。そのため、トルク及び回転角を制御するだけでは下部ノズルの着脱を確実に行うことができない。
【0006】
そこで本発明が解決しようとする課題は、下部ノズルの着脱を確実に行うことのできる下部ノズル着脱装置を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明者らが下部ノズルの着脱試験を更に重ねた結果、下部ノズルの着脱時のロボットアームの動作制御において、ロボットアームに作用する前後方向及び回転方向の各反力、並びにロボットアームの前後方向及び回転方向の各動作量を監視しながらロボットアームの動作を制御することが有効であることがわかった。
【0008】
すなわち本発明の一観点によれば、次の下部ノズル着脱装置が提供される。
スライディングノズル装置に装着されている耐火物製の下プレートに対して、耐火物製の下部ノズルを着脱するための下部ノズル着脱装置であって、
前記下部ノズルを保持する保持金枠に着脱可能な保持具、この保持具を先端に有するロボットアーム、このロボットアームの動作に伴い前記保持具が前記保持金枠より受ける前後方向の反力及び回転方向の反力を検出する力センサ、並びに前記ロボットアームの動作を監視し制御する制御部を含み、
前記制御部は、前記力センサが検出する各反力、並びに前記ロボットアームの前後方向の動作量及び回転方向の動作量を監視しながら当該ロボットアームの動作を制御することにより下部ノズルの着脱を実行する、下部ノズル着脱装置。
【発明の効果】
【0009】
本発明によれば、下部ノズルの着脱を確実に行うことができる。
【図面の簡単な説明】
【0010】
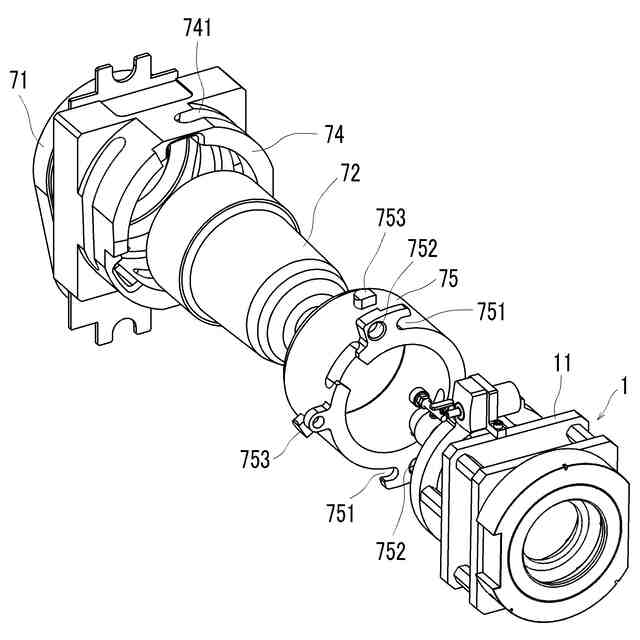
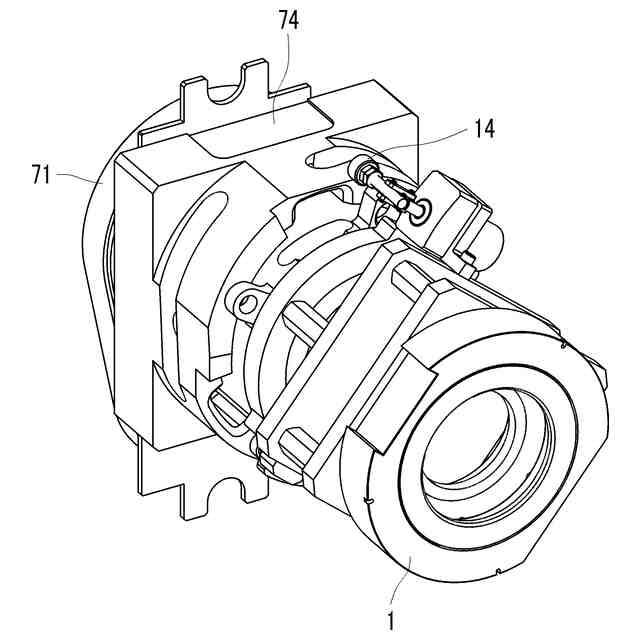
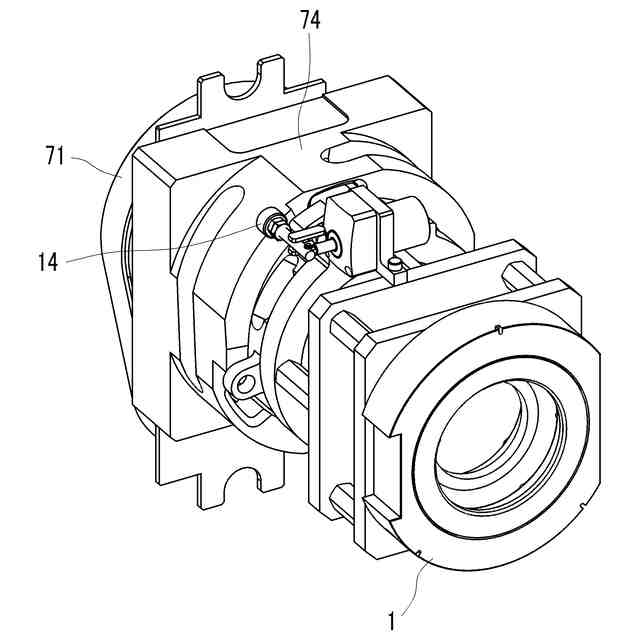
本発明の一実施形態である下部ノズル着脱装置の全体構成図。
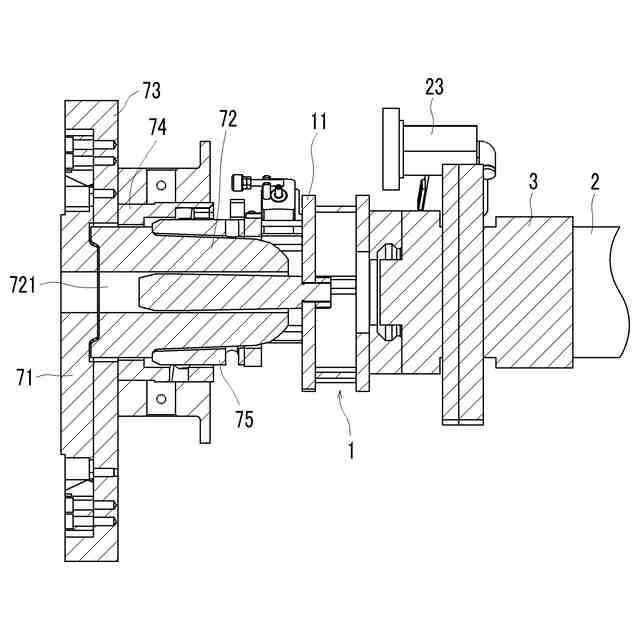
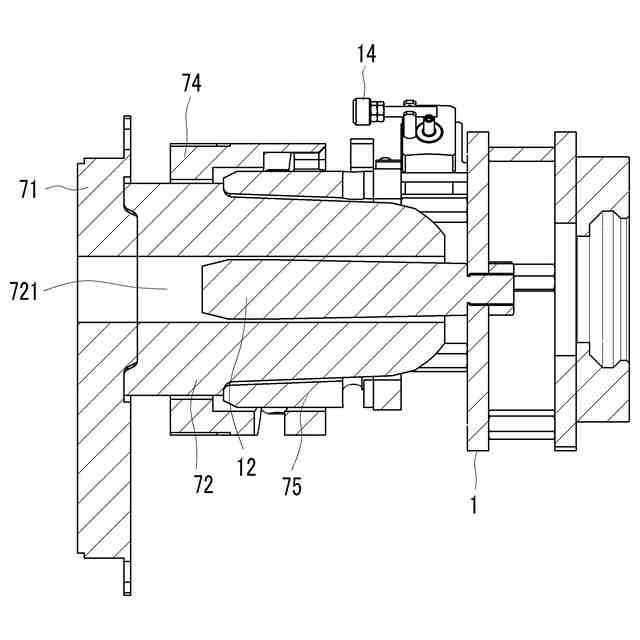
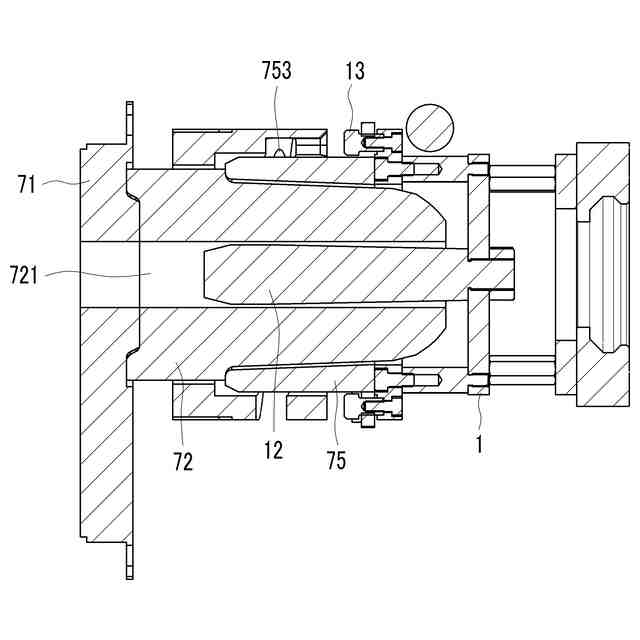
図1の下部ノズル着脱装置の使用状態を示す要部の断面図。
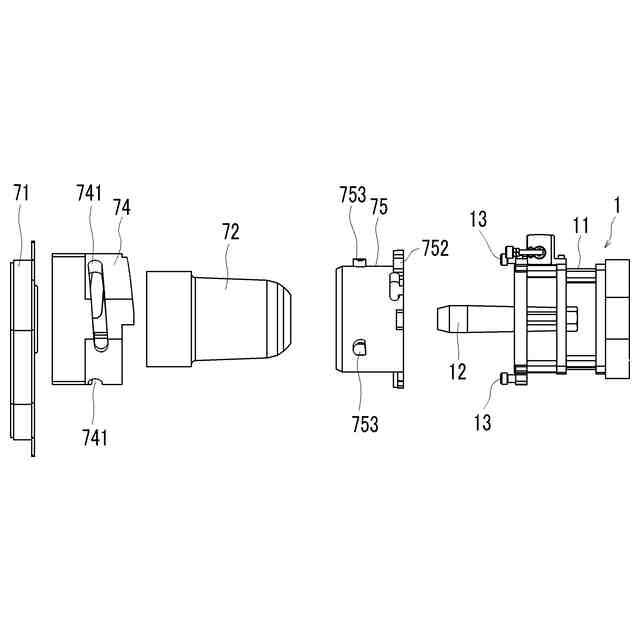
図1の下部ノズル着脱装置における保持具及び着脱される下部ノズル等を示す分解側面図。
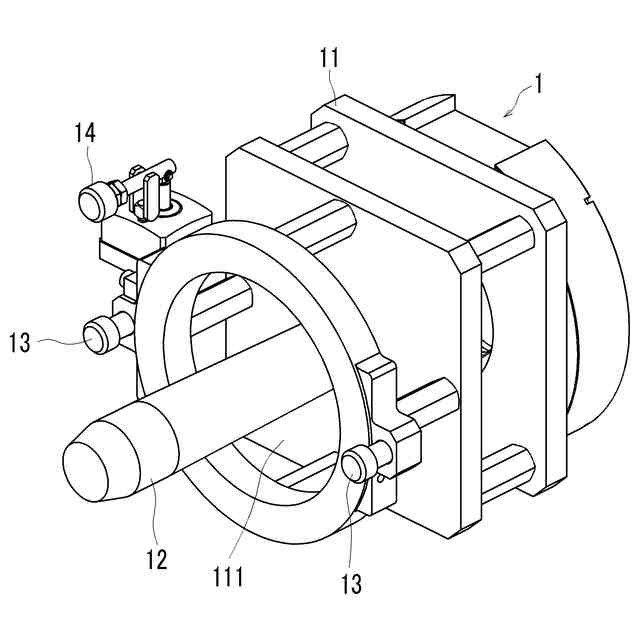
図1の下部ノズル着脱装置における保持具及び着脱される下部ノズル等を示す分解斜視図。
図1の下部ノズル着脱装置における保持具を単体で示す斜視図。
図1の下部ノズル着脱装置による下部ノズルの取外し動作において、保持具を保持金枠に係合させた状態を示す要部の斜視図。
図6Aの縦断面図。
図6Aの状態から保持具を反時計回り方向に回転させながら後方向に移動させて、下部ノズルを取り外した状態を示す要部の斜視図。
図7Aの縦断面図。
図7Aの状態から保持具を後方向に移動させて、下部ノズルを保持する保持金枠をスリーブ金物から取り外した状態を示す要部の斜視図。
図8Aの縦断面図。
図8Aの状態から保持具を後方向に移動させて、下部ノズルをスリーブ金物から抜き取った状態を示す要部の斜視図。
図9Aの縦断面図。
図1の下部ノズル着脱装置による下部ノズルの取付け動作において、下部ノズルを保持した保持金枠を保持具に取り付けた状態を示す要部の斜視図。
図10Aの縦断面図。
図10Aの状態から保持具を前方向に移動させて、保持金枠の突起をスリーブ金物の溝に嵌め込んだ状態を示す要部の斜視図。
図11Aの縦断面図。
図11Aの状態から保持具を時計回り方向に回転しながら前方向に移動させて、下部ノズルを下プレートに取り付けた状態を示す要部の斜視図。
図12Aの縦断面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
黒崎播磨株式会社
浸漬ノズル
18日前
黒崎播磨株式会社
下部ノズル着脱装置
1か月前
黒崎播磨株式会社
窒化珪素複合材料及びプローブ案内部品
17日前
ユニチカ株式会社
集電材
4か月前
株式会社松風
歯科用埋没材
3か月前
UBEマシナリー株式会社
成形機
1か月前
日本鋳造株式会社
鋳造方法
2か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
マツダ株式会社
鋳造装置
2か月前
株式会社 寿原テクノス
金型装置
14日前
三菱マテリアル株式会社
粉末材料
5か月前
日本製鉄株式会社
棒状部材
3か月前
三菱電機株式会社
三次元造形装置
17日前
日本製鉄株式会社
モールドパウダー
5か月前
株式会社エスアールシー
インゴット
25日前
芝浦機械株式会社
成形機
4か月前
ノリタケ株式会社
ニッケル粉末
4か月前
個人
透かし模様付き金属板の製造方法
10日前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
東洋機械金属株式会社
ダイカストマシン
14日前
東洋機械金属株式会社
ダイカストマシン
1か月前
トヨタ自動車株式会社
金型温度調整装置
25日前
株式会社浅沼技研
半溶融金属の成形方法
26日前
株式会社クボタ
弁箱用の消失模型
1か月前
トヨタ自動車株式会社
鋳造製品の製造方法
4か月前
オークマ株式会社
ワークの加工方法
5か月前
本田技研工業株式会社
金型装置
5か月前
株式会社瓢屋
押湯空間形成部材
5か月前
新東工業株式会社
粉末除去装置
26日前
株式会社昭工舎
焼結体の製造方法
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
旭化成株式会社
焼結体の製造方法
3か月前
新東工業株式会社
測定装置
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
ポーライト株式会社
焼結部品の製造方法
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































