TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024174658
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092596
出願日
2023-06-05
発明の名称
微小振動体の製造方法
出願人
株式会社デンソー
,
トヨタ自動車株式会社
,
株式会社ミライズテクノロジーズ
代理人
弁理士法人ゆうあい特許事務所
主分類
B81C
99/00 20100101AFI20241210BHJP(マイクロ構造技術)
要約
【課題】三次元曲面を有する曲面部を備える微小振動体の製造方法において、曲面部の形状制御を容易にしつつ、型の表面凹凸が曲面部に転写されることを抑制する。
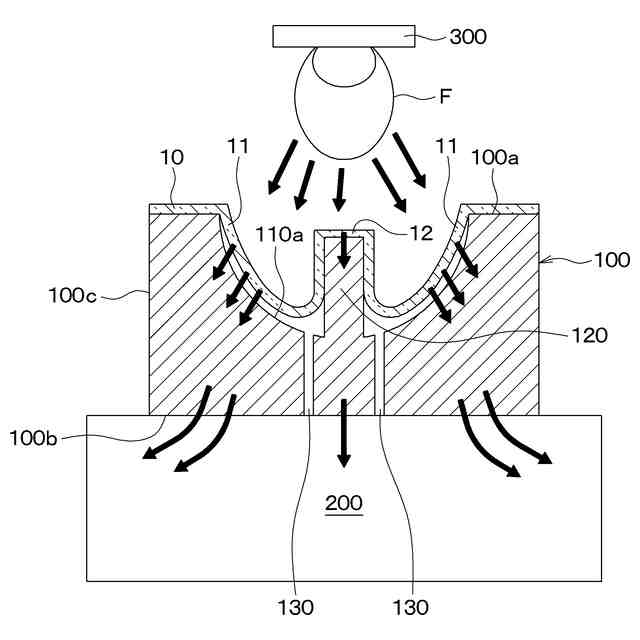
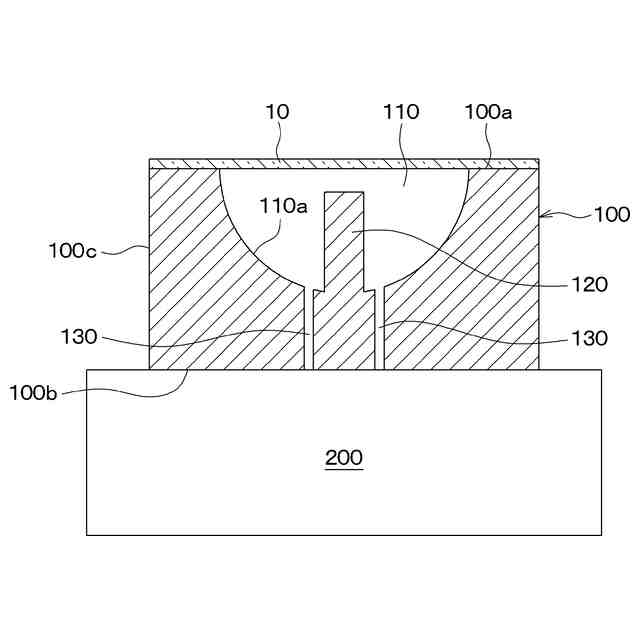
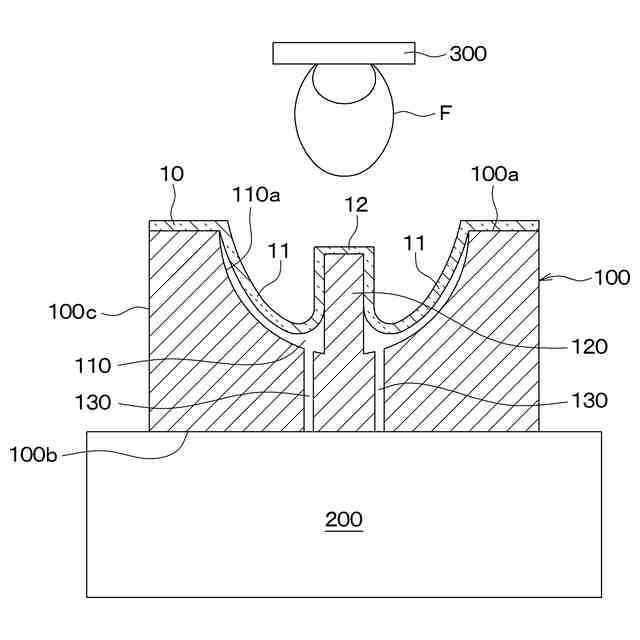
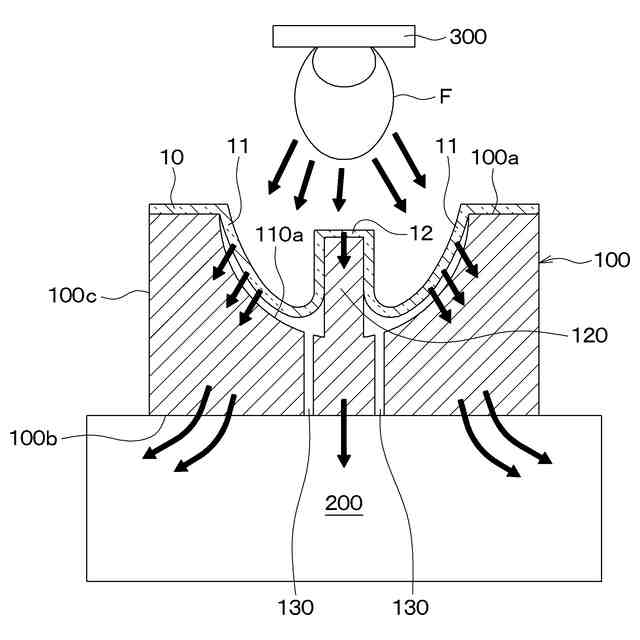
【解決手段】型100は、凹部110と前記凹部の中心から突き出した支柱部120とを有する。熱可塑性を有する加工材料10を型100の凹部110を覆うようにセットし、加工材料10を加熱するとともに、加工材料10により閉塞された凹部110を減圧する。 加工材料10を加熱しているとき、型100の排熱を行い、型100の温度を加工材料10の軟化点以下に維持する。
【選択図】図6
特許請求の範囲
【請求項1】
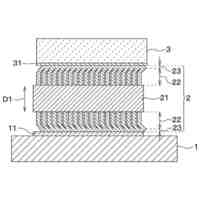
三次元曲面を有する曲面部(21)と、前記曲面部から凹んだ有底筒状の接続部(22)とを備える微小振動体の製造方法であって、
凹部(110)と前記凹部の中心から突き出した支柱部(120)とを有する型(100)に、熱可塑性を有する加工材料(10)をセットすることと、
前記加工材料を加熱するとともに、前記加工材料により閉塞された前記凹部を減圧し、前記加工材料を前記凹部に沿って変形させることと、
前記加工材料を加熱しているときに、前記型を前記加工材料の軟化点以下の温度に維持することと、を含む微小振動体の製造方法。
続きを表示(約 680 文字)
【請求項2】
前記型は、前記凹部の内壁面(110a)の少なくとも一部が曲面を有する湾曲形状である、請求項1に記載の微小振動体の製造方法。
【請求項3】
前記加工材料は、石英またはガラスである、請求項1に記載の微小振動体の製造方法。
【請求項4】
前記型は、前記凹部の前記内壁面のうち湾曲部分に窪み部(140)および凸部(150)のうち少なくとも一方が形成されている、請求項2に記載の微小振動体の製造方法。
【請求項5】
前記型は、前記凹部の前記内壁面が平面部(111)と曲面形状の湾曲部(112)とを有する、請求項2に記載の微小振動体の製造方法。
【請求項6】
前記型は、前記支柱部のうち前記凹部の側の根元部(121)が湾曲面となっている、請求項1に記載の微小振動体の製造方法。
【請求項7】
前記型を前記加工材料の軟化点以下に維持することにおいては、前記型のうち前記凹部とは反対側の下面(100b)に放熱部材(200)に配置し、前記放熱部材により前記型を冷却する、請求項1ないし6のいずれか1つに記載の微小振動体の製造方法。
【請求項8】
前記型を前記加工材料の軟化点以下に維持することにおいては、前記型のうち前記加工材料がセットされる面を上面(100a)とし、前記上面とは反対側の面を下面(100b)とし、前記上面と前記下面とを繋ぐ面を側面(100c)として、前記側面から前記型を冷却する、請求項1ないし6のいずれか1つに記載の微小振動体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元曲面を有する微小振動体の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、車両の自動運転のシステム開発が進められており、この種のシステムでは、高精度の自己位置の推定技術が必要である。例えば、いわゆるレベル3の自動運転向けに、GNSSとIMUとを備える自己位置推定システムの開発が進められている。GNSSとは、Global Navigation Satellite Systemの略称である。IMUは、Inertial Measurement Unitの略称であり、例えば、3軸のジャイロセンサと3軸の加速度センサから構成される6軸の慣性センサである。将来的に、いわゆるレベル4以上の自動運転を実現するためには、現状よりもさらに高精度のIMUが求められる。
【0003】
このような慣性センサに用いられる微小振動体の製造方法としては、例えば、特許文献1に記載のものが挙げられる。特許文献1に記載の微小振動体の製造方法は、凹部および凹部の底面中心から突出する支柱部を有し、凹部内の真空減圧が可能な型と、石英板などのリフロー材料とを用意し、リフロー材料を凹部上にセットして火炎などで加熱しつつ、凹部内を減圧する。これにより、加熱により軟化したリフロー材料の一部が凹部内に引っ張られつつ、軟化部分の中心が支柱部に支えられた状態となり、三次元曲面を有する曲面部と、曲面部のなす半球部分の中心に向かって凹む有底筒状の接続部とを備える微小振動体を製造できる。
【先行技術文献】
【特許文献】
【0004】
米国特許出願公開第2018/0079129号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
リフロー材料を局所的に加熱して軟化させる手段としては、特許文献1に記載の製造方法のように、ガスバーナーなどによる火炎を用いることが有力である。また、この製造方法は、軟化させたリフロー材料を凹部の壁面に接触させないで曲面部を形成するため、曲面部の出来栄えの自由度が高く、形状制御が難しいものの、曲面部の表面凹凸が小さく、振動特性のQ値の低下を抑制できる。
【0006】
しかしながら、ガスバーナーの火炎は、常に揺らいでいるため、リフロー材料を加熱する火炎の形状や大きさを細かく制御することが困難である。このため、上記の製造方法は、火炎の揺らぎによる加熱のバラツキが生じ、微小振動体の曲面部の形状制御が困難となる。また、軟化させたリフロー材料を凹部の壁面に接触させ、凹部の曲面形状に沿った形状に制御することも考えられるが、この方法は、曲面部の形状制御が容易であるものの、凹部の表面凹凸が曲面部に転写されてしまい、Q値が低下してしまう。
【0007】
本開示は、上記の点に鑑み、三次元曲面を有する曲面部を備える微小振動体の製造方法において、曲面部の形状制御を容易にしつつ、型の表面凹凸が曲面部に転写されることを抑制することを目的とする。
【課題を解決するための手段】
【0008】
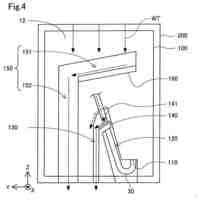
本開示の1つの観点によれば、微小振動体の製造方法は、三次元曲面を有する曲面部(21)と、曲面部から凹んだ有底筒状の接続部(22)とを備える微小振動体の製造方法であって、凹部(110)と凹部の中心から突き出した支柱部(120)とを有する型(100)に、熱可塑性を有する加工材料(10)をセットすることと、加工材料を加熱するとともに、加工材料により閉塞された凹部を減圧し、加工材料を凹部に沿って変形させることと、加工材料を加熱しているときに、型を加工材料の軟化点以下の温度に維持することと、を含む。
【0009】
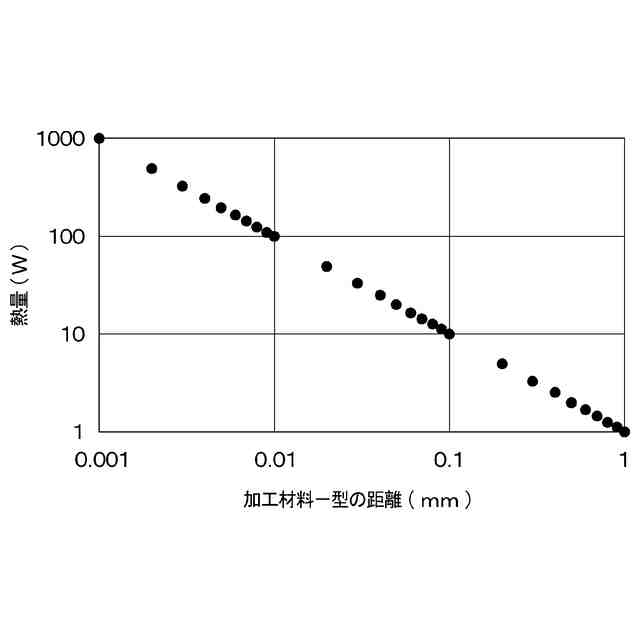
これにより、熱可塑性のある加工材料を型にセットして加熱軟化させつつ、加工材料で閉塞された型の凹部を減圧することで加工材料を凹部に沿って変形させ、三次元曲面が形成される。このとき、加熱中には型の温度を加工材料の軟化点以下に維持することで、軟化して変形した加工材料が型の凹部の内壁面に近づくほど加工材料から型への排熱が大きくなり、加工材料の軟化部分の変形が抑制され、凹部の内壁面に接しない状態となる。一方、凹部の内壁面に近づいていない部分は、加熱影響が排熱影響よりも大きいため、凹部の内壁面に近づくように変形を続けるが、内壁面との距離が近づくにつれて変形が抑制されることとなる。このため、加工材料を型の凹部に沿って変形させることが容易であるとともに、排熱による変形抑止がなされることで凹部の内壁面に接触せず、型の内壁面の表面凹凸が転写されることを抑制可能な微小振動体の製造方法となる。
【0010】
なお、各構成要素等に付された括弧付きの参照符号は、その構成要素等と後述する実施形態に記載の具体的な構成要素等との対応関係の一例を示すものである。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社デンソーウェーブ
筐体
1か月前
株式会社デンソー
電動弁
12日前
株式会社デンソー
回転機
1か月前
株式会社デンソー
電気回路
6日前
株式会社デンソー
電子装置
1か月前
株式会社デンソー
電解装置
13日前
株式会社デンソー
制御装置
14日前
株式会社デンソー
熱交換器
11日前
株式会社デンソー
摺動機構
11日前
株式会社デンソー
摺動機構
11日前
株式会社デンソー
撮像装置
11日前
株式会社デンソー
電子装置
12日前
株式会社デンソー
反力装置
1か月前
株式会社デンソー
撮像装置
11日前
株式会社デンソー
電子装置
22日前
株式会社デンソー
検出装置
1か月前
株式会社デンソー
電子装置
1か月前
株式会社デンソー
熱交換部材
13日前
株式会社デンソー
半導体装置
13日前
株式会社デンソー
電流センサ
1か月前
株式会社デンソー
半導体装置
11日前
株式会社デンソー
センサ装置
19日前
株式会社デンソー
センサ装置
19日前
株式会社デンソーテン
インバータ
1か月前
株式会社デンソー
レーダ装置
1か月前
株式会社デンソートリム
鞍乗り車両
20日前
株式会社デンソー
ヒータ装置
20日前
株式会社デンソー
半導体装置
28日前
株式会社デンソー
熱交換装置
26日前
株式会社デンソー
半導体装置
21日前
株式会社デンソー
運航管理装置
1か月前
株式会社デンソー
電圧検出回路
26日前
株式会社デンソー
車載システム
1か月前
株式会社デンソー
車載システム
1か月前
株式会社デンソー
圧電デバイス
19日前
株式会社デンソー
車両制御装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ