TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024168679
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023085555
出願日
2023-05-24
発明の名称
締結方法、アルミニウム部材の製造方法、及びアルミニウム部材
出願人
新東工業株式会社
,
マツダ株式会社
代理人
個人
,
個人
,
個人
主分類
C23C
22/73 20060101AFI20241128BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】高摩擦性及び高耐食性を有するアルミニウム部材と対象部材との締結方法を提供する。
【解決手段】締結方法は、準備工程と、形成工程と、締結工程とを含む。準備工程では、対象部材とアルミニウム部材とを準備する。対象部材はその表面に樹脂膜を有する。形成工程では、アルミニウム部材の表面において、中間層と、中間層上に配置され、対象部材と接触可能な凹凸を有する接触層とを形成する。締結工程では、アルミニウム部材の凹凸を対象部材の樹脂膜に突き刺しつつ、アルミニウム部材と対象部材とを締結させる。中間層は、アルミニウム原子及び酸素原子を含むアモルファス物質、又は、アモルファス物質とアルミニウム原子及び酸素原子を含む層状複水酸化物との両方を有する。接触層は、アルミニウム水酸化物を含む。凹凸は、対象部材の樹脂膜の厚みに比べて突出長さが小さい。
【選択図】図10
特許請求の範囲
【請求項1】
その表面に樹脂膜を有する対象部材とアルミニウム部材とを準備する準備工程と、
前記アルミニウム部材の表面において、中間層と、前記中間層上に配置され、前記対象部材と接触可能な凹凸を有する接触層とを形成する形成工程と、
前記アルミニウム部材の前記凹凸を前記対象部材の前記樹脂膜に突き刺しつつ、前記アルミニウム部材と前記対象部材とを締結させる締結工程と、
を含み、
前記中間層は、アルミニウム原子及び酸素原子を含むアモルファス物質、又は、前記アモルファス物質とアルミニウム原子及び酸素原子を含む層状複水酸化物との両方を有し、
前記接触層は、アルミニウム水酸化物を含み、
前記凹凸は、前記対象部材の前記樹脂膜の厚みに比べて突出長さが小さい、
締結方法。
続きを表示(約 1,200 文字)
【請求項2】
前記形成工程は、前記アルミニウム部材の表面と飽和水蒸気とを、大気圧を超える圧力であって4.30MPa以下の圧力下で反応させ、前記アルミニウム部材の表面をアルミニウム水酸化物に改質し、前記中間層及び前記接触層を形成する表面水酸化工程を含む、請求項1に記載の締結方法。
【請求項3】
前記表面水酸化工程は、前記アルミニウム部材の表面と飽和水蒸気とを、100℃以上250℃以下の熱を加えて反応させる、請求項2に記載の締結方法。
【請求項4】
前記表面水酸化工程は、前記アルミニウム部材の表面と飽和水蒸気とを、30分以上48時間以下の処理時間で反応させる、請求項2又は3に記載の締結方法。
【請求項5】
前記形成工程において前記凹凸が形成された前記アルミニウム部材の表面において、JIS-B0601:1994にて規定される最大高さ及び十点平均粗さの少なくとも一方は0.5μm以上である、請求項1~3の何れか一項に記載の締結方法。
【請求項6】
前記形成工程において前記凹凸が形成された前記アルミニウム部材の表面において、JIS-B0601:1994にて規定される十点平均粗さに対するJIS-B0601:1994にて規定される最大高さの割合は1.0以上2.0以下である、請求項1~3の何れか一項に記載の締結方法。
【請求項7】
前記形成工程において前記凹凸が形成された前記アルミニウム部材の表面において、JIS-B0681-2:2018にて規定される輪郭曲面の展開界面面積率は10%以上である、請求項1~3の何れか一項に記載の締結方法。
【請求項8】
前記対象部材の前記樹脂膜の厚みは、5μm以上50μm以下である、請求項1~3の何れか一項に記載の締結方法。
【請求項9】
その表面に樹脂膜を有する対象部材に締結されるアルミニウム部材の製造方法であって、
前記アルミニウム部材の表面において、中間層と、前記中間層上に配置され、前記対象部材と接触可能な凹凸を有する接触層とを形成する形成工程を含み、
前記中間層は、アルミニウム原子及び酸素原子を含むアモルファス物質、又は、前記アモルファス物質とアルミニウム原子及び酸素原子を含む層状複水酸化物との両方を有し、 前記接触層は、アルミニウム水酸化物を含み、
前記凹凸は、前記対象部材の前記樹脂膜の厚みに比べて突出長さが小さい、
アルミニウム部材の製造方法。
【請求項10】
前記形成工程は、前記アルミニウム部材の表面と飽和水蒸気とを、大気圧を超える圧力であって4.30MPa以下の圧力下で反応させ、前記アルミニウム部材の表面をアルミニウム水酸化物に改質し、前記中間層及び前記接触層を形成する表面水酸化工程を含む、請求項9に記載のアルミニウム部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、締結方法、アルミニウム部材の製造方法、及びアルミニウム部材に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1は、管接合部のねじ山表面を改良する方法を開示する。この方法は、雌楔形ねじ山及び雄楔形ねじ山の全表面を表面処理する工程と、雌楔形ねじ山及び雄楔形ねじ山の指定された領域にフルオロポリマーベースのコーティングを付ける工程と、雌楔形ねじ山及び雄楔形ねじ山の全ねじ山に樹脂コーティングを付ける工程とを含む。樹脂コーティングは、フルオロポリマーベースのコーティングを欠いた領域に接着する。
【先行技術文献】
【特許文献】
【0003】
特表2013-507588号
【発明の概要】
【発明が解決しようとする課題】
【0004】
アルミニウムは、鉄と比べて軽量であるため、締結部材に用いられ得る。締結部材と当該締結部材により締結された対象部材との間において、部材同士の摩擦力が小さくなるにつれて締結が解除されやすくなる場合がある。また、部材間で異種金属接触腐食及び迷走電流腐食等の腐食が生じる場合がある。特許文献1に記載の方法によれば、締結部材に対してねじ山面のコーティングを実施することで、締結部材に耐腐食性が付与され得る。一方で、当該コーティングは、摩擦力の向上には寄与しない場合があり、締結部材に必要な高摩擦性及び高耐食性が共に担保されない場合がある。よって、アルミニウム部材と対象部材との締結において、高摩擦性及び高耐食性を発揮できる締結方法、アルミニウム部材の製造方法及びアルミニウム部材が求められている。
【課題を解決するための手段】
【0005】
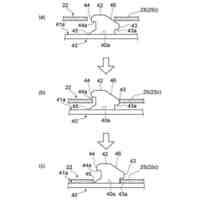
本開示に係る締結方法は、準備工程と、形成工程と、締結工程とを含む。準備工程では、対象部材とアルミニウム部材とを準備する。対象部材はその表面に樹脂膜を有する。形成工程では、アルミニウム部材の表面において、中間層と、中間層上に配置され、対象部材と接触可能な凹凸を有する接触層とを形成する。締結工程では、アルミニウム部材の凹凸を対象部材の樹脂膜に突き刺しつつ、アルミニウム部材と対象部材とを締結させる。中間層は、アルミニウム原子及び酸素原子を含むアモルファス物質、又は、アモルファス物質とアルミニウム原子及び酸素原子を含む層状複水酸化物との両方を有する。接触層は、アルミニウム水酸化物を含む。凹凸は、対象部材の樹脂膜の厚みに比べて突出長さが小さい。
【0006】
本開示の他の側面に係るアルミニウム部材の製造方法は、その表面に樹脂膜を有する対象部材に締結されるアルミニウム部材の製造方法である。アルミニウム部材の製造方法は、形成工程を含む。形成工程は、アルミニウム部材の表面において、中間層と、中間層上に配置され、対象部材と接触可能な凹凸を有する接触層とを形成する。中間層は、アルミニウム原子及び酸素原子を含むアモルファス物質、又は、アモルファス物質とアルミニウム原子及び酸素原子を含む層状複水酸化物との両方を有する。接触層は、アルミニウム水酸化物を含む。凹凸は、対象部材の樹脂膜の厚みに比べて突出長さが小さい。
【0007】
本開示の他の側面に係るアルミニウム部材は、その表面に樹脂膜を有する対象部材に締結されるアルミニウム部材である。アルミニウム部材は、表面に形成された中間層と、接触層とを備える。接触層は、中間層上に配置され、対象部材と接触可能な第1の凹凸を有する。中間層は、アルミニウム原子及び酸素原子を含むアモルファス物質、又は、アモルファス物質とアルミニウム原子及び酸素原子を含む層状複水酸化物との両方を有する。接触層は、アルミニウム水酸化物を含む。第1の凹凸は、対象部材の樹脂膜の厚みに比べて突出長さが小さい。
【発明の効果】
【0008】
本開示によれば、アルミニウム部材と対象部材との締結において高摩擦性及び高耐食性を発揮できる。
【図面の簡単な説明】
【0009】
第1実施形態に係るアルミニウム部材を含む締結ユニットを示す断面図である。
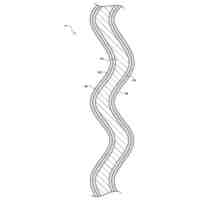
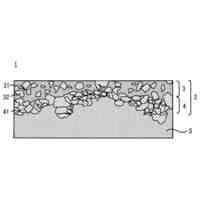
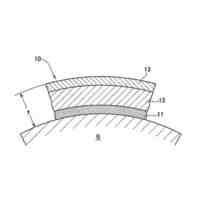
図1及び図8のIIで示す一点鎖線内の締結ユニットの拡大図である。
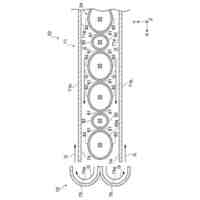
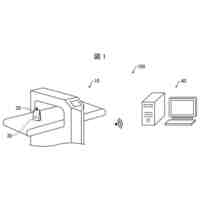
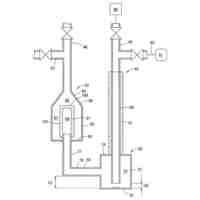
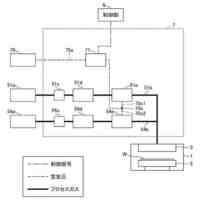
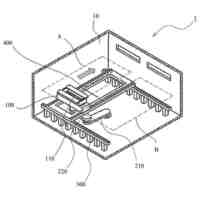
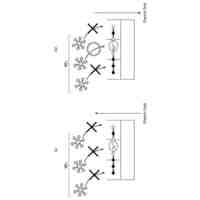
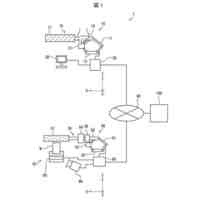
第1実施形態及び第2実施形態に係るアルミニウム部材の製造方法に用いるブラスト加工装置の概念図である。
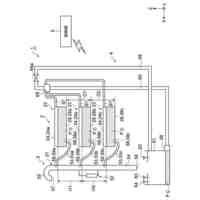
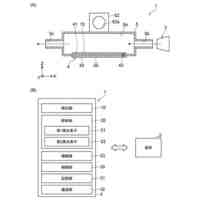
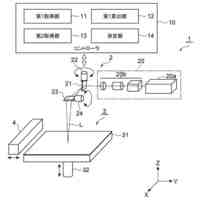
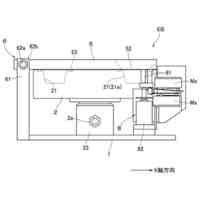
第1実施形態及び第2実施形態に係るアルミニウム部材の製造方法に用いるブラスト加工装置の構成を説明する図である。
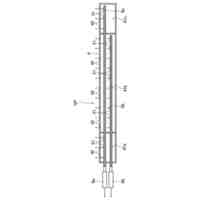
図4の噴射ノズルの断面図である。
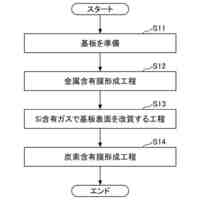
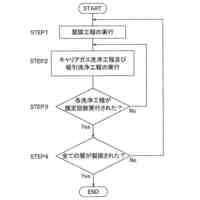
第1実施形態及び第2実施形態に係るアルミニウム部材の製造方法を含む締結方法のフローチャートである。
第2実施形態に係るアルミニウム部材を含む締結ユニットを示す上面図である。
第2実施形態に係るアルミニウム部材を含む締結ユニットを示す断面図である。
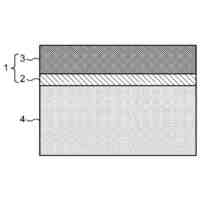
変形例に係るアルミニウム部材及び締結ユニットの拡大図である。
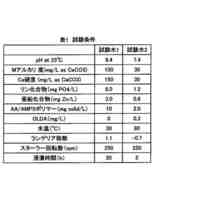
実施例に係る加工条件に対する摩擦試験結果及び耐食性試験結果である。
実施例に係る加工条件に対する摩擦試験結果及び耐食性試験結果である。
【発明を実施するための形態】
【0010】
[本開示の第1実施形態及び第2実施形態の概要]
最初に、本開示の第1実施形態及び第2実施形態の概要を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新東工業株式会社
集塵機
1か月前
新東工業株式会社
測定装置
2か月前
新東工業株式会社
培養システム
7日前
新東工業株式会社
培養システム
7日前
新東工業株式会社
粉末除去装置
1か月前
新東工業株式会社
力情報表示装置
27日前
新東工業株式会社
植物用光照射装置
3日前
新東工業株式会社
センサモジュール
7日前
新東工業株式会社
呼び出しシステム
1か月前
新東工業株式会社
衣服および通知システム
1か月前
新東工業株式会社
管理システム及び管理方法
27日前
新東工業株式会社
鋳物砂の検査方法及び検査装置
今日
新東工業株式会社
付加製造装置、製造条件決定装置、及び製造条件決定プログラム
2か月前
新東工業株式会社
ロボットシステム、コントローラ及びロボットシステムの制御方法
14日前
新東工業株式会社
ショットピーニング方法
1か月前
日鉄建材株式会社
波形鋼板
15日前
株式会社カネカ
製膜装置
13日前
株式会社電気印刷研究所
金属画像形成方法
27日前
日産自動車株式会社
樹脂部材
2か月前
日鉄防食株式会社
防食施工方法
2か月前
株式会社アルバック
成膜方法
3か月前
株式会社神戸製鋼所
被膜および軸受
2か月前
東京エレクトロン株式会社
成膜装置
1か月前
株式会社アルバック
ガス導入管
2か月前
大阪富士工業株式会社
浴中軸部材の製造方法
3日前
栗田工業株式会社
金属部材の防食方法
2か月前
一般財団法人電力中央研究所
耐腐食膜
2か月前
東京エレクトロン株式会社
基板処理方法
2か月前
株式会社カネカ
製膜装置
6日前
株式会社不二越
熱処理に用いる油切り装置
2か月前
信越化学工業株式会社
ガス発生装置
3か月前
キヤノントッキ株式会社
成膜装置
1か月前
キヤノントッキ株式会社
成膜装置
14日前
株式会社アルバック
電子ビーム式蒸着ユニット
1か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
1か月前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ