TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024160640
公報種別
公開特許公報(A)
公開日
2024-11-14
出願番号
2023075860
出願日
2023-05-01
発明の名称
全固体電池の製造方法及び全固体電池
出願人
トヨタ自動車株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
10/0585 20100101AFI20241107BHJP(基本的電気素子)
要約
【課題】セル積層体の面内方向における圧縮度合いの均等性に優れる全固体電池の製造方法及び全固体電池を提供する。
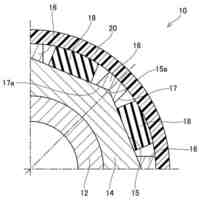
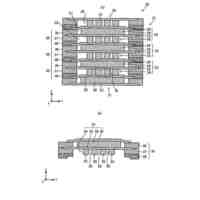
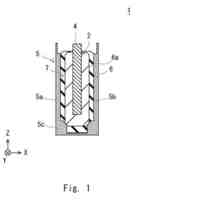
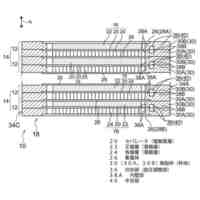
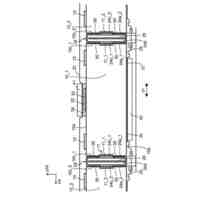
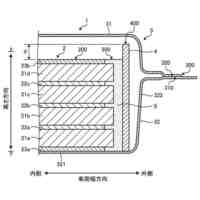
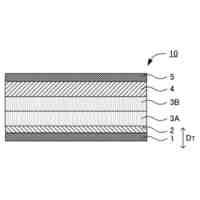
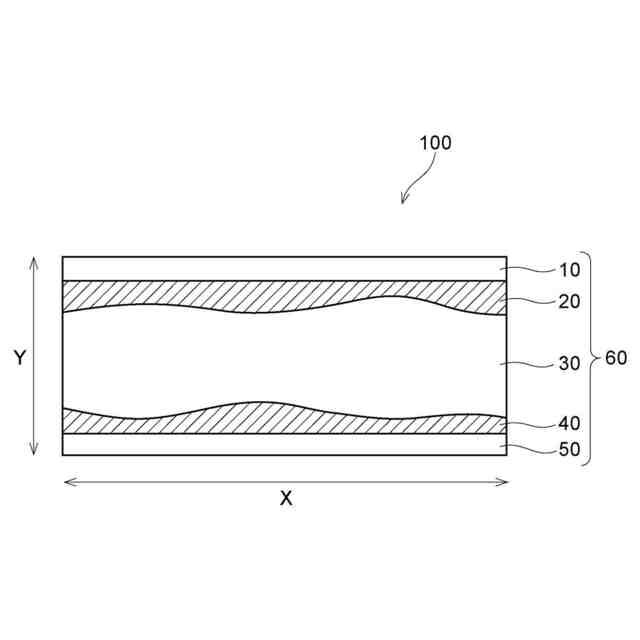
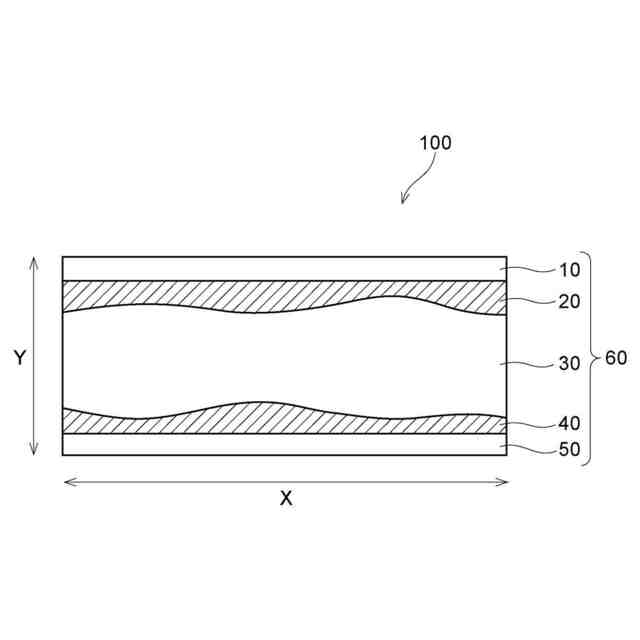
【解決手段】第1外装材10、第1樹脂層20、セル積層体30、第2樹脂層40、及び第2外装材50をこの順に含む構造体60を準備することと、第1樹脂層10及び第2樹脂層20が溶融又は軟化する温度下で、構造体60に対して厚さ方向に圧力を付与することと、を含む全固体電池100の製造方法。
【選択図】図1
特許請求の範囲
【請求項1】
第1外装材、第1樹脂層、セル積層体、第2樹脂層、及び第2外装材をこの順に含む構造体を準備することと、
第1樹脂層及び第2樹脂層が溶融又は軟化する温度下で、前記構造体に対して厚さ方向に圧力を付与することと、を含む全固体電池の製造方法。
続きを表示(約 490 文字)
【請求項2】
前記圧力の付与は前記構造体と対向する面が平坦な部材を用いて行う、請求項1に記載の全固体電池の製造方法。
【請求項3】
前記構造体に対して等方圧を付与する工程をさらに含む、請求項1又は請求項2に記載の全固体電池の製造方法。
【請求項4】
第1外装材、第1樹脂層、セル積層体、第2樹脂層、及び第2外装材をこの順に含む構造体を有し、
第1樹脂層及び第2樹脂層の少なくとも一方はセル積層体と接着している、全固体電池。
【請求項5】
第1樹脂層及び第2樹脂層のそれぞれがセル積層体と接着している、請求項4に記載の全固体電池。
【請求項6】
第1外装材、第1樹脂層、セル積層体、第2樹脂層、及び第2外装材をこの順に含む構造体を有し、
前記構造体全体の面内方向における厚さのばらつきが、前記セル積層体の面内方向における厚さのばらつきよりも小さい、全固体電池。
【請求項7】
第1樹脂層及び第2樹脂層はそれぞれ熱可塑性樹脂を含む、請求項4~請求項6のいずれか1項に記載の全固体電池。
発明の詳細な説明
【技術分野】
【0001】
本開示は、全固体電池の製造方法及び全固体電池に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
リチウムイオン二次電池の一種である全固体電池は、有機溶媒に電解質を溶解した電解液を使用するリチウムイオン二次電池に比べて安全性が高い、作動温度範囲が広い、エネルギー密度を高めやすいなどの利点があり、普及に向けた研究開発が進められている。
【0003】
全固体電池は負極層、正極層及び固体電解質層から構成されるセル積層体を含み、リチウムイオンがセル積層体を構成する層の間を移動することで充放電が行われる。このため、全固体電池は一般に、リチウムイオンの移動効率を高めたり、層間の剥離を抑制するために、セル積層体の厚さ方向に圧力を加えて圧縮する処理が施されている。
【0004】
全固体電池のセル積層体を構成する各層は、活物質又は固体電解質を含む材料を基材に塗工するプロセスを経て作製される。このため、セル積層体の厚さにある程度のばらつきが不可避的に生じる。厚さにばらつきがあるセル積層体を平板やロールを用いて圧縮すると、セル積層体の面内方向における圧縮度合いにばらつきが生じる。セル積層体の圧縮度合いのばらつきは、全固体電池の性能や耐久性に影響を及ぼすおそれがある。
セル積層体に加わる圧力のばらつきを低減する方策としては、例えば、特許文献1にはセル積層体の間に緩衝層を配置することが提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2021-177448号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の方法は、セル積層体の間に緩衝層を配置するために全固体電池の体積が増大するなどの問題がある。
上記事情に鑑み、本開示の一実施形態は、セル積層体の面内方向における圧縮度合いの均等性に優れる全固体電池の製造方法及び全固体電池を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための手段には、以下の実施態様が含まれる。
<1>第1外装材、第1樹脂層、セル積層体、第2樹脂層、及び第2外装材をこの順に含む構造体を準備することと、
第1樹脂層及び第2樹脂層が溶融又は軟化する温度下で、前記構造体に対して厚さ方向に圧力を付与することと、を含む全固体電池の製造方法。
<2>前記圧力の付与は前記構造体と対向する面が平坦な部材を用いて行う、<1>に記載の全固体電池の製造方法。
<3>前記構造体に対して等方圧を付与する工程をさらに含む、<1>又は<2>に記載の全固体電池の製造方法。
<4>第1外装材、第1樹脂層、セル積層体、第2樹脂層、及び第2外装材をこの順に含む構造体を有し、
第1樹脂層及び第2樹脂層の少なくとも一方はセル積層体と接着している、全固体電池。
<5>第1樹脂層及び第2樹脂層のそれぞれがセル積層体と接着している、<4>に記載の全固体電池。
<6>第1外装材、第1樹脂層、セル積層体、第2樹脂層、及び第2外装材をこの順に含む構造体を有し、
前記構造体全体の面内方向における厚さのばらつきが、前記セル積層体の面内方向における厚さのばらつきよりも小さい、全固体電池。
<7>第1樹脂層及び第2樹脂層はそれぞれ熱可塑性樹脂を含む、<4>~<6>のいずれか1項に記載の全固体電池。
【発明の効果】
【0008】
本開示の一実施形態によれば、セル積層体の面内方向における圧縮度合いの均等性に優れる全固体電池の製造方法及び全固体電池が提供される。
【図面の簡単な説明】
【0009】
本開示の全固体電池の構成の一例を概略的に示す断面図である。
【発明を実施するための形態】
【0010】
本開示において、「~」を用いて示された数値範囲は、「~」の前後に記載される数値をそれぞれ最小値及び最大値として含む範囲を意味する。
本開示に段階的に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。本開示に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、実施例に示されている値に置き換えてもよい。
本開示において、「工程」という語は、独立した工程だけでなく、他の工程と明確に区別できない場合であっても、その工程の所期の目的が達成されれば、本用語に含まれる。
本開示において、2以上の好ましい態様の組み合わせは、より好ましい態様である。
本開示において、各成分の量は、各成分に該当する物質が複数種存在する場合には、特に断らない限り、複数種の物質の合計量を意味する。
本開示において実施形態を図面を参照して説明する場合、当該実施形態の構成は図面に示された構成に限定されない。また、各図における部材の大きさは概念的なものであり、部材間の大きさの相対的な関係はこれに限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
9日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
電動車
9日前
トヨタ自動車株式会社
ロータ
9日前
トヨタ自動車株式会社
充電器
3日前
トヨタ自動車株式会社
電動車
9日前
トヨタ自動車株式会社
自動車
2日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
二次電池
9日前
トヨタ自動車株式会社
電動車両
9日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
駆動装置
9日前
トヨタ自動車株式会社
製造方法
3日前
トヨタ自動車株式会社
駆動装置
9日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
二次電池
9日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
判定装置
4日前
トヨタ自動車株式会社
蓄電セル
10日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
接合方法
10日前
トヨタ自動車株式会社
電動車両
3日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
熱管理回路
12日前
トヨタ自動車株式会社
電池パック
4日前
トヨタ自動車株式会社
熱管理回路
12日前
トヨタ自動車株式会社
電池パック
4日前
トヨタ自動車株式会社
電池パック
4日前
トヨタ自動車株式会社
電気自動車
3日前
トヨタ自動車株式会社
電池パック
17日前
トヨタ自動車株式会社
プロテクタ
9日前
トヨタ自動車株式会社
全固体電池
2日前
トヨタ自動車株式会社
電池パック
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ