TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024158949
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023074605
出願日
2023-04-28
発明の名称
超電導線材の製造方法及び焼成炉
出願人
SWCC株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
H01B
13/00 20060101AFI20241031BHJP(基本的電気素子)
要約
【課題】安定した超電導特性を有する超電導線材を短時間で確実に製造できること。
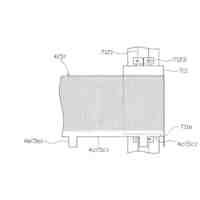
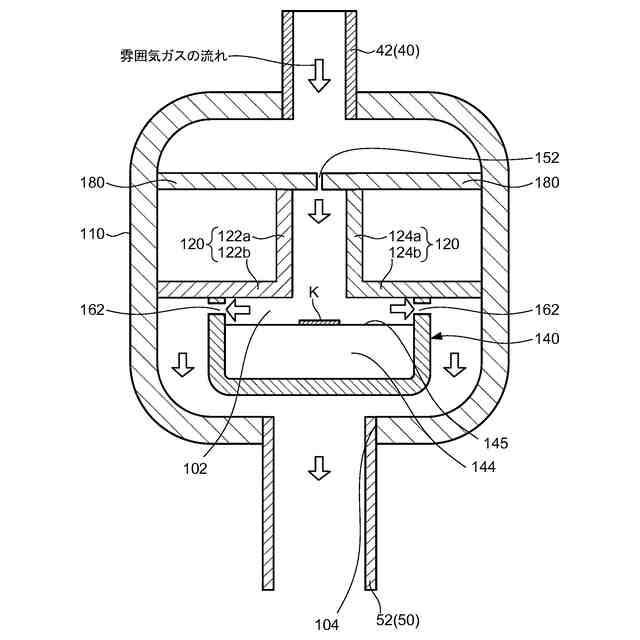
【解決手段】超電導前駆体の膜体が形成されたテープ状線材を、炉心管内の加熱領域に走行させて超電導線材を製造する超電導線材の製造方法であって、前記炉心管は、前記加熱領域に、走行する前記テープ状線材の上方に配置され、前記膜体に反応性の雰囲気ガスを上方から前記膜体に垂直方向で吹き付けるよう案内し、且つ、前記雰囲気ガスを前記膜体上から前記膜体の幅方向における両側方に流れるよう案内する整流部を有し、前記膜体は、前記整流部により案内される前記雰囲気ガスと反応して超電導層を形成する、超電導線材の製造方法。
【選択図】図9
特許請求の範囲
【請求項1】
超電導前駆体の膜体が形成されたテープ状線材を、炉心管内の加熱領域に走行させて超電導線材を製造する超電導線材の製造方法であって、
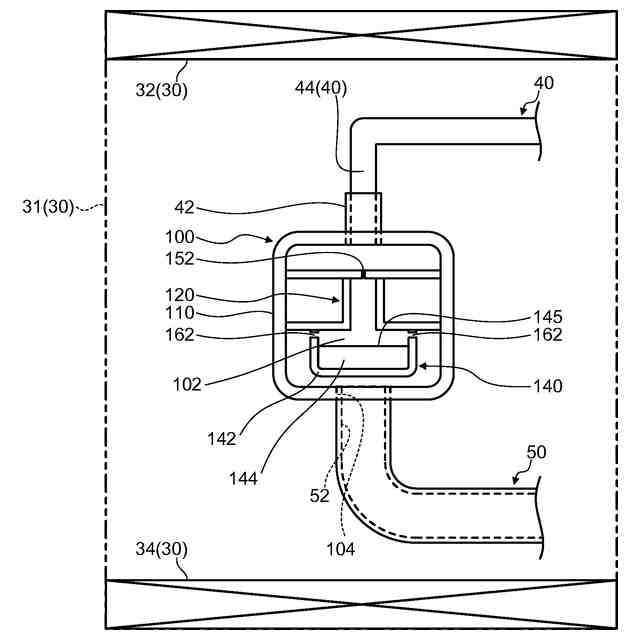
前記炉心管は、前記加熱領域に、走行する前記テープ状線材の上方に配置され、前記膜体に反応性の雰囲気ガスを上方から前記膜体に垂直方向で吹き付けるよう案内し、且つ、前記雰囲気ガスを前記膜体上から前記膜体の幅方向における両側方に流れるよう案内する整流部を有し、
前記膜体は、前記整流部により案内される前記雰囲気ガスと反応して超電導層を形成する、
超電導線材の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
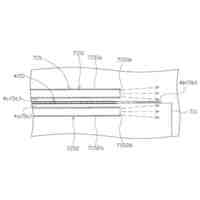
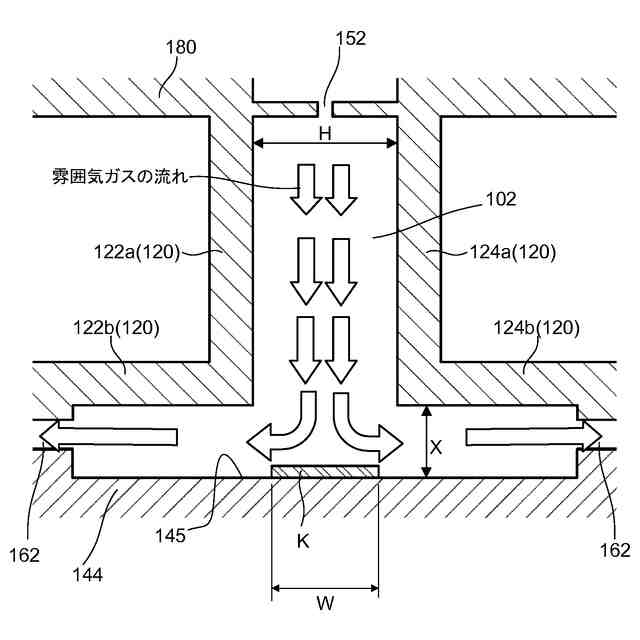
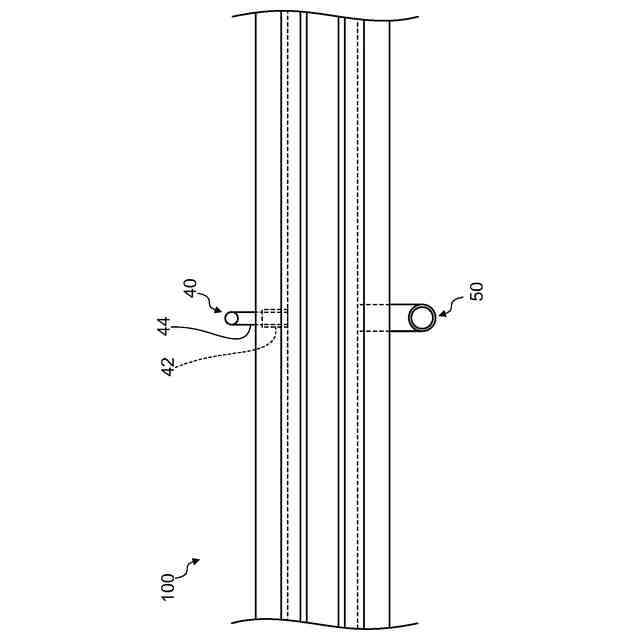
前記雰囲気ガスは、前記整流部により、前記テープ状線材の前記膜体の上方に、当該テープ状線材の走行方向に沿って複数配設された供給孔から前記膜体に吹き付けるように案内されて供給され、
前記膜体上の反応後の前記雰囲気ガスは、前記整流部により、前記膜体の幅方向の両側方で複数配設された排気孔に案内されて前記排気孔から排出される、
請求項1記載の超電導線材の製造方法。
【請求項3】
前記整流部は、
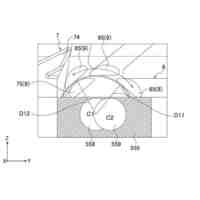
走行する前記テープ状線材の前記膜体の上方で、前記膜体の幅方向で互いに離間して対向して配置され、夫々前記膜体に対して垂直方向及び前記膜体の長手方向に延在する一対の第一面部と、
前記膜体上で、前記一対の第一面部の下端部から前記膜体の両側方に夫々延出し、且つ、夫々前記長手方向に延在して設けられる一対の第二面部と、
を有し、
前記一対の第一面部は、前記雰囲気ガスを前記膜体上に垂直に案内し、
前記一対の第二面部は、反応後の前記雰囲気ガスを前記膜体から前記膜体の両側方に案内する、
請求項1記載の超電導線材の製造方法。
【請求項4】
内部に超電導前駆体の膜体が形成されたテープ状線材が走行する炉心管と、
前記炉心管の内部を加熱する加熱部と、
を有し、
前記炉心管は、走行する前記テープ状線材の膜体の上方に配置され、前記膜体の上方から反応性の雰囲気ガスを前記膜体に垂直方向で吹き付けるよう案内し、且つ、前記膜体上の前記雰囲気ガスを前記膜体の両側方に流れるよう案内する整流部と、
を有し、
前記整流部は、加熱される前記膜体に前記雰囲気ガスを案内して反応させて超電導層を形成する、
焼成炉。
【請求項5】
前記整流部は、
走行する前記テープ状線材の前記膜体の上方で、前記膜体の幅方向で離間して対向配置され、夫々前記膜体に対して垂直方向及び前記膜体の長手方向に延在する一対の第一面部と、
前記膜体上で前記第一面部の下端部から前記膜体の両側方に夫々延出して配置され、且つ、夫々前記長手方向に延在して設けられる一対の第二面部と、
を有し、
前記一対の第一面部は、前記雰囲気ガスを前記膜体の上方から前記膜体に垂直方向で案内し、
前記一対の第二面部は、前記膜体上の反応後の前記雰囲気ガスを前記膜体から前記膜体の両側方に案内する、
請求項4記載の焼成炉。
【請求項6】
前記整流部は、テープ状線材の幅に対する一対の第一面部同士の間の長さの比が0.5~2.0であり、
テープ状線材の幅に対する前記一対の第二面部と上面部との面の高さの比が0.5~2.0である
請求項5に記載の焼成炉。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超電導線材の製造方法及び焼成炉に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、酸化物超電導線材としては、RE:Ba:Cu=1:2:3の定比組成ではなく、Ba<2とした低Ba組成超電導原料溶液を用いたREBa
x
Cu
3
O
z
酸化物超電導線材(以下、「REBCO線材」と称する。)が知られている(ここで、x<2、z=6.2~7であり、REは、Y、Nd、Sm、Eu、Gd及びHoから選択された少なくとも1種以上の元素を示す。)。REBCO線材は、Nb
3
SnやNb
3
Al等の金属系超電導体と比較して、臨界温度Tcが高い。REBCO線材は、超電導マグネット、超電導送電ケーブル、限流器、発電機、モータ、変圧器、モータ等の超電導応用機器への使用に適する。
【0003】
REBCO線材の製法として、有機金属塩塗布熱分解法(MOD製法)が知られている。有機金属塩にTFA塩(トリフルオロ酢酸塩)を用いるTFA―MOD製法では、まず、基材に低Ba組成比のTFA塩等を含む超電導液を塗布した後に仮焼成熱処理を行い、超電導前駆体を形成する。次いで、超電導前駆体に、本焼成熱処理として結晶化熱処理を施すことで超電導層を有する超電導線材が製造される。
【0004】
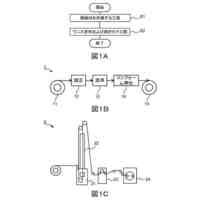
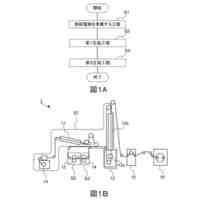
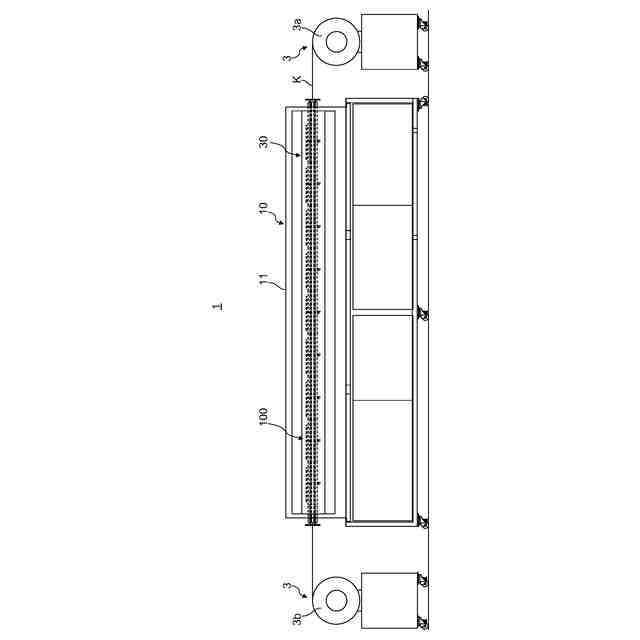
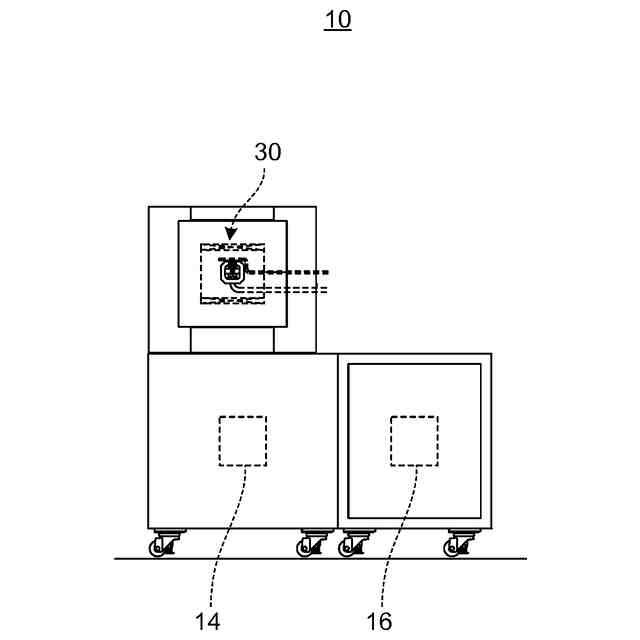
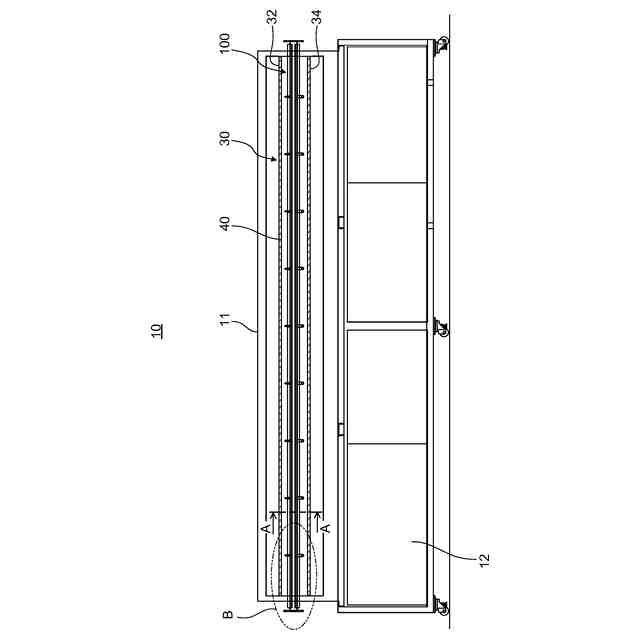
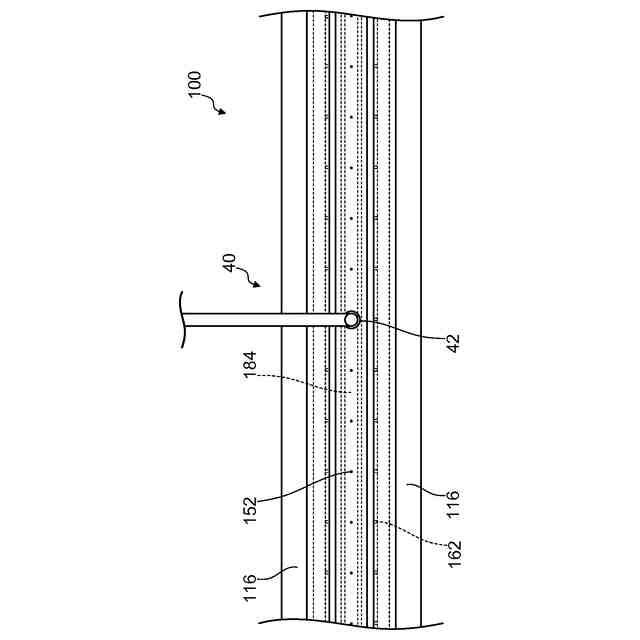
この超電導線材の結晶化熱処理のプロセスとしては、例えば、特許文献1に示すように、Reel-To-Reel方式(以下、「RTR式」と称する。)の熱処装置を用いる方法が知られている。RTR式の熱処理装置を用いる方法では、線材送り出し機構及び巻き取り機構であるリールを、トンネル形状の炉心管の両端に設置し、炉心管内を加熱し雰囲気ガスを供給しつつ、線材を一定速度で炉心管内を移動させ、前駆体を結晶化させる。
【先行技術文献】
【特許文献】
【0005】
特開2006-269347号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
RTR式焼成炉では、炉心管内に線状部材を直線状に走行させるため、バッチ式と比べて炉内の容積が少なくてよく、導入するガス量を減少できる。しかし、線材と比較すると炉心管内はまだ広いため、炉心管内全体に雰囲気ガスを一様に行き渡らせて制御することは困難である。特に、この方法でも供給するガス量が多いという問題がある。
【0007】
本発明はかかる点に鑑みてなされたものであり、少ないガス量で、かつ短時間で安定した特性を有する超電導線材を確実に製造できる超電導線材の製造方法及び焼成炉を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の超電導線材の製造方法は、
超電導前駆体の膜体が形成されたテープ状線材を、炉心管内の加熱領域に走行させて超電導線材を製造する超電導線材の製造方法であって、
前記炉心管は、前記加熱領域に、走行する前記テープ状線材の上方に配置され、前記膜体に反応性の雰囲気ガスを上方から前記膜体に垂直方向で吹き付けるよう案内し、且つ、前記雰囲気ガスを前記膜体上から前記膜体の幅方向における両側方に流れるよう案内する整流部を有し、
前記膜体は、前記整流部により案内される前記雰囲気ガスと反応して超電導層を形成するようにした。
【0009】
本発明の焼成炉は、
内部に超電導前駆体の膜体が形成されたテープ状線材が走行する炉心管と、
前記炉心管の内部を加熱する加熱部と、
を有し、
前記炉心管は、走行する前記テープ状線材の膜体の上方に配置され、前記膜体の上方から反応性の雰囲気ガスを前記膜体に垂直方向で吹き付けるよう案内し、且つ、前記膜体上の前記雰囲気ガスを前記膜体の両側方に流れるよう案内する整流部と、
を有し、
前記整流部は、加熱される前記膜体に前記雰囲気ガスを案内して反応させて超電導層を形成する構成を採る。
【発明の効果】
【0010】
本発明によれば、安定した特性を有する超電導線材を短時間で確実に製造できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
SWCC株式会社
エナメル線の製造方法
6日前
SWCC株式会社
平角絶縁電線の製造方法
14日前
個人
トイレ用照明スイッチ
7日前
CKD株式会社
巻回装置
6日前
CKD株式会社
巻回装置
6日前
イリソ電子工業株式会社
電子部品
10日前
太陽誘電株式会社
コイル部品
14日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
太陽誘電株式会社
コイル部品
14日前
日新電機株式会社
変圧器
22日前
株式会社ヨコオ
ソケット
21日前
日本特殊陶業株式会社
保持部材
6日前
国立大学法人信州大学
トランス
14日前
株式会社半導体エネルギー研究所
電池
27日前
ナカムラマジック株式会社
放熱器
1日前
ローム株式会社
半導体装置
7日前
日本航空電子工業株式会社
コネクタ
7日前
トヨタバッテリー株式会社
二次電池
6日前
日新イオン機器株式会社
気化器、イオン源
7日前
トヨタバッテリー株式会社
二次電池
21日前
ローム株式会社
半導体発光装置
13日前
トヨタバッテリー株式会社
電池パック
13日前
株式会社ダイヘン
リユース方法
6日前
株式会社村田製作所
コイル部品
6日前
シャープ株式会社
アンテナ装置
21日前
トヨタ自動車株式会社
電池モジュール
6日前
株式会社村田製作所
電池パック
28日前
矢崎総業株式会社
端子台
6日前
河村電器産業株式会社
接続装置
22日前
矢崎総業株式会社
端子台
6日前
河村電器産業株式会社
接続装置
22日前
矢崎総業株式会社
端子台
6日前
株式会社村田製作所
コイル部品
6日前
矢崎総業株式会社
端子台
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ