TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024157659
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023072134
出願日
2023-04-26
発明の名称
生産管理システム及び生産管理方法
出願人
個人
代理人
個人
,
個人
主分類
G06Q
50/04 20120101AFI20241031BHJP(計算;計数)
要約
【課題】工場における各種の加工や検査等を行う複数の加工職場や検査職場において生じがちな仕掛り品の滞留に対する対処や加工や検査の段取り等には加工や検査の時間に比べて長時間を必要とすることから、当該時間を加工や検査に先立つ待ち時間として設け、複数の加工職場や検査職場における仕掛り品の各種加工や検査の時間を確保しつつ、当該加工や検査に先立つ待ち時間を調整し、生産管理を容易にかつ簡単行うようにした複数の加工職場や検査職場を有する工場或いは当該工場同士を組み合わせて製品や部品を製造する組み合わせ工場のための生産管理システム及び生産管理方法を提供する。
【解決手段】目標リードタイムの各リードタイム部は、待ち時間及び加工或いは検査の時間により構成されている。各職場における加工或いは検査は、待ち時間以内だけ経過した後に行われる。
【選択図】図21
特許請求の範囲
【請求項1】
複数の職場を複数の自社加工職場及び自社検査職場として有する自社工場と少なくとも1つの外注加工職場として有する外注工場との双方に適用される生産管理システムにおいて、
先行リードタイム部及び当該先行リードタイム部に後続する後続リードタイム部からなる仮リードタイムを備えて、当該仮リードタイムが、前記先行リードタイム部にて、前記複数の自社加工職場のいずれか1つの自社加工職場或いは前記外注加工職場に配設してなる加工手段により受注部品群の各受注部品に対する対応素材群の各対応素材を加工するに要する加工待ち時間及び加工時間でもって構成され、かつ、前記後続リードタイム部にて、前記自社検査職場に配設してなる検査手段により前記加工後の前記対応素材群の前記各対応素材を検査するに要する検査待ち時間及び検査時間でもって構成されるように、設定してなる仮リードタイム設定手段と、
先行目標リードタイム部及び当該先行目標リードタイム部に後続する後続目標リードタイム部からなる目標リードタイムを備えて、当該目標リードタイムが、前記先行目標リードタイム部にて、前記仮リードタイム設定手段の前記設定に係る前記仮リードタイムの前記先行リードタイム部を構成する前記加工待ち時間及び前記加工時間を目標加工待ち時間及び目標加工時間として構成され、かつ、前記後続目標リードタイム部にて、前記仮リードタイムの前記後続リードタイム部を構成する前記検査待ち時間及び前記検査時間を目標検査待ち時間及び目標検査時間として構成されるように、設定してなる目標リードタイム設定手段と、
前記目標加工待ち時間、前記目標加工時間、前記目標検査待ち時間及び前記目標検査時間を入力してなる仮製造指図書を表す仮製造指図書データを、前記仮製造指図書への各入力内容を表示してなる正製造指図書を表す正製造指図書データに変換設定する変換設定手段とを備えていることを特徴とする生産管理システム。
続きを表示(約 6,300 文字)
【請求項2】
前記対応素材の未来の仕掛り数を、当該対応素材の仕掛り実績データに基づき前記受注部品の数に応じて算出し未来の算出仕掛り数として設定する仕掛り数設定手段と、
前記対応素材の前記未来の算出仕掛り数が過大か否かを判定する仕掛り数判定手段と、
前記対応素材の前記未来の算出仕掛り数が過大であると前記仕掛り数判定手段により判定されたとき、前記いずれか1つの自社加工職場或いは前記外注加工職場における加工能力及び前記対応素材の仕掛り目標数或いは前記検査職場における検査能力及び前記仕掛り目標数に基づいて、前記対応素材の目標加工時間或いは目標検査時間を目標時間と表すものとして、当該目標時間を、次式(1)
目標時間=仕掛り目標数÷処理能力・・・(1)
に基づき、算出する目標時間算出手段と、
前記対応素材の前記設定に係る前記仮リードタイムの前記先行リードタイム部が前記目標時間に減るまで前記加工待ち時間を減算し減算加工待ち時間として調整し、かつ、前記設定に係る前記仮リードタイムの前記後続リードタイム部が前記目標検査時間に減るまで前記検査待ち時間を減算し減算検査待ち時間として調整する算出仕掛り数過大時待ち時間調整手段と、
前記設定に係る前記仮リードタイムの前記先行リードタイム部における前記加工待ち時間を、前記減算加工待ち時間でもって更新し、かつ、前記設定に係る前記仮リードタイムの前記後続リードタイム部における前記検査待ち時間を、前記減算検査待ち時間でもって更新し、当該両更新結果を前記加工時間及び前記検査時間とともに更新仮リードタイムとして設定する仮リードタイム更新設定手段とを備えており、
前記目標リードタイムを第1目標リードタイムとし、かつ、前記目標加工待ち時間、前記目標加工時間、前記目標検査待ち時間及び前記目標検査時間を、それぞれ、第1目標加工待ち時間、第1目標加工時間、第1目標検査待ち時間及び第1目標検査時間として、前記目標リードタイム設定手段は、前記第1目標リードタイムに加えて、第2目標リードタイムを備えて、当該第2目標リードタイムにて、前記更新仮リードタイムの前記先行リードタイム部の前記減算加工待ち時間を第2目標加工待ち時間として前記加工時間と共に有する先行リードタイム部、及び前記更新仮リードタイムの前記後続リードタイム部の前記減算検査待ち時間を第2目標検査待ち時間として前記検査時間と共にする後続リードタイム部でもって構成されるように、設定してなり、
前記仮製造指図書及び前記正製造指図書を、それぞれ、第1仮製造指図書及び第1正製造指図書として、前記変換設定手段は、さらに、前記第2目標加工待ち時間、前記第2目標加工時間、前記第2目標検査待ち時間及び前記第2目標検査時間を入力してなる第2仮製造指図書を表す仮製造指図書データを、当該第2仮製造指図書への各入力内容を表示してなる第2正製造指図書を表す正製造指図書データに変換設定するようになっていることを特徴とする請求項1に記載の生産管理システム。
【請求項3】
前記仕掛り数判定手段は、前記対応素材の前記未来の算出仕掛り数が、少なくとも所定の仕掛り増加数だけ、前記対応素材の前記抽出仕掛り目標データの前記仕掛り目標数を超えて増加すると、前記過大と判定することを特徴とする請求項2に記載の生産管理システム。
【請求項4】
受注部品の受注数の急減か否かを判定する急減判定手段と、
対応素材の未来の算出仕掛り数が急減したとき、前記受注部品の受注数が急減したと前記急減判定手段により判定されると、前記設定に係る前記仮リードタイムの前記先行リードタイム部における前記加工待ち時間に所定緩和時間を加算して加算加工待ち時間として設定し、かつ、前記設定に係る前記仮リードタイムの前記後続リードタイム部における前記検査待ち時間に前記所定の緩和時間を加算して加算検査待ち時間として設定するするように調整する受注数急減時待ち時間調整手段と、
前記設定に係る前記仮リードタイムの前記先行リードタイム部における前記加工待ち時間を、前記加算加工待ち時間でもって更新し、かつ、前記設定に係る前記仮リードタイムの前記後続リードタイム部における前記検査待ち時間を、前記加算検査待ち時間でもって更新し、当該両更新結果を前記加工時間と共に更新仮リードタイムとして設定する仮リードタイム更新設定手段とを備えており、
前記目標リードタイムを第1目標リードタイムとし、かつ前記目標加工待ち時間、前記目標加工時間、前記目標検査待ち時間及び前記目標検査時間を、それぞれ、第1目標加工待ち時間、第1目標加工時間、第1目標検査待ち時間及び第1目標検査時間として、前記目標リードタイム設定手段は、当該第1目標リードタイムに加えて、第2目標リードタイムを備えて、当該第2目標リードタイムにて、前記更新仮リードタイムの前記先行リードタイム部における前記加算加工待ち時間を第2目標加工待ち時間として前記加工時間と共に有する先行リードタイム部及び前記更新仮リードタイムの前記後続リードタイム部における前記加算検査待ち時間を第2目標検査待ち時間として前記検査時間と共にする有する後続リードタイム部でもって構成されるように、設定してなり、
前記仮製造指図書及び前記正製造指図書を、それぞれ、第1仮製造指図書及び第1正製造指図書として、前記変換設定手段は、さらに、前記第2目標加工待ち時間、前記第2目標加工時間、前記第2目標検査待ち時間及び前記第2目標検査時間を入力してなる第2仮製造指図書を表す仮製造指図書データを、前記第2仮製造指図書への各入力内容を表示してなる第2正製造指図書を表す正製造指図書データに変換設定するようになっていることを特徴とする請求項1に記載の生産管理システム。
【請求項5】
前記急減手段において、前記急減は所定の急減速度範囲以内の急減速度及び所定の急減率範囲以内の急減率でもって特定されていることを特徴とする請求項4に記載の生産管理システム。
【請求項6】
受注部品の受注数の急減か否かを判定する急減判定手段と、
前記対応素材の前記未来の算出仕掛り数が過大であると前記仕掛り数判定手段により判定されるとともに、対応素材の未来の算出仕掛り数が急減したとき前記受注部品の受注数が急減したと前記急減判定手段により判定されたとき、前記過大及び前記急減の双方が解消されたか否かを判定する過大・急減双方解消判定手段と、
前記過大及び前記急減の双方が解消されないと前記過大・急減双方解消判定手段により判定されたとき、前記過大の維持のまま前記急減が解消されたか否かを判定する過大維持・急減解消判定手段と、
前記過大の維持のまま前記急減が解消されていないと前記過大維持・急減解消判定手段により判定されたとき、前記急減の維持のまま前記過大が解消されたか否かを判定する急減維持・過大解消判定手段とを備えて、
前記過大・急減双方解消判定手段が、前記過大及び前記急減の双方が解消されたと判定したとき、前記仕掛り数判定手段による前記過大との判定及び前記急減判定手段による前記急減との判定を解消して、前記未来の算出仕掛り数の非過大及び前記受注数の非急減に基づく前記仮リードタイム設定手段による前記仮リードタイムの設定、前記目標リードタイム設定手段による前記目標リードタイムの設定及び前記変換設定手段による前記正製造指図書データへの変換設定を行うようになっており、
前記過大維持・急減解消判定手段が、前記過大の維持のまま前記急減が解消されたと判定したとき、前記急減判定手段による前記受注数の急減との判定を解消して、前記未来の算出仕掛り数の過大及び前記受注数の非急減に基づくに基づく前記仮リードタイム設定手段による前記仮リードタイムの設定、前記目標リードタイム設定手段による前記目標リードタイムの設定及び前記変換設定手段による前記正製造指図書データへの変換設定を行うようになっており、
また、前記急減維持・過大解消判定手段が、前記仕掛り数判定手段による前記過大との判定を解消し、かつ、前記受注数の急減を維持して、前記未来の算出仕掛り数の非過大及び前記受注数の急減に基づくに基づく前記仮リードタイム設定手段による前記仮リードタイムの設定、前記目標リードタイム設定手段による前記目標リードタイムの設定及び前記変換設定手段による前記正製造指図書データへの変換設定を行うようになっていることを特徴とする請求項2に記載の生産管理システム。
【請求項7】
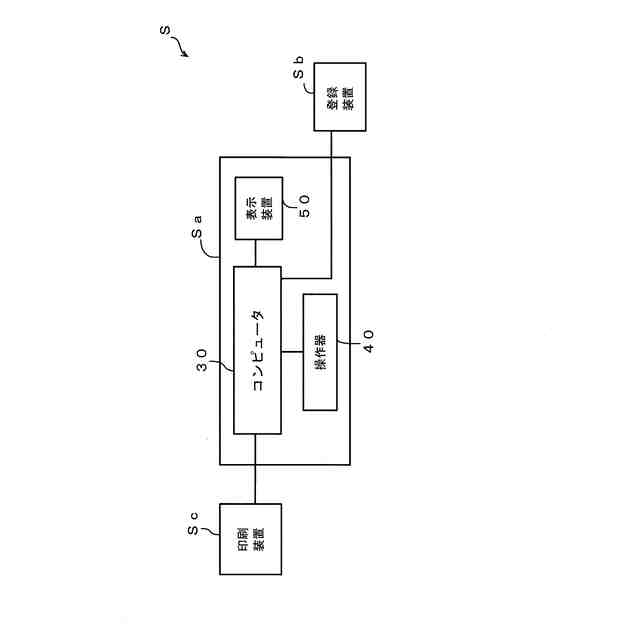
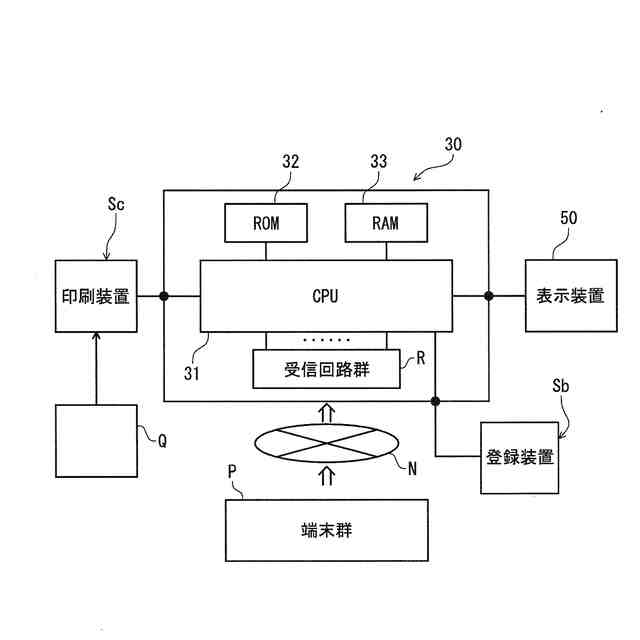
前記いずれか1つの自社加工職場、前記自社検査職場及び前記外注加工職場に配設されている複数の端末手段と、
当該複数の受信手段に対応する複数の受信手段、処理手段及び登録装置と、
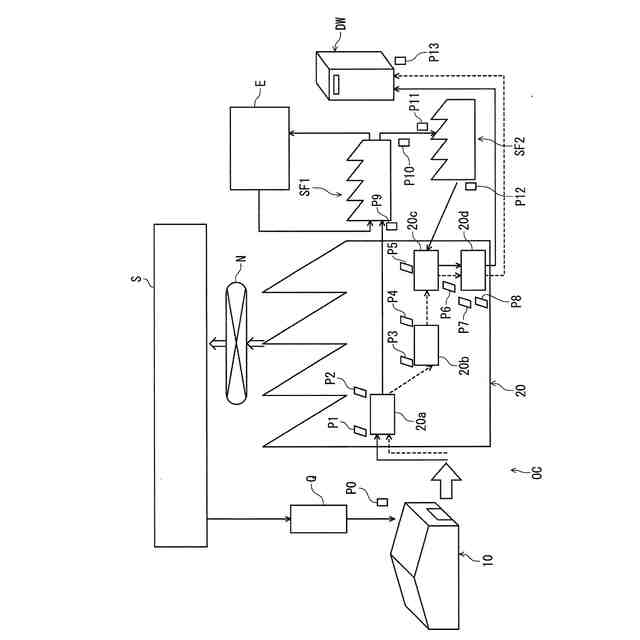
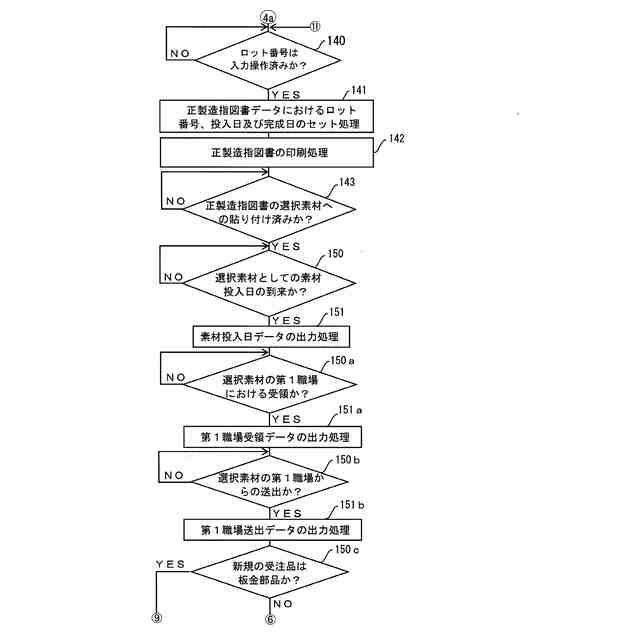
前記正製造指図書の貼り付け済みの前記対応素材群の前記いずれか1つの自社加工職場或いは前記外注加工職場への投入に伴い、前記複数の端末手段のうちの前記いずれか1つの自社加工職場或いは前記外注加工職場に配設してなる加工職場端末手段から前記対応素材群の受領情報を表す加工職場受領データを前記複数の受信手段のうちの前記加工職場端末手段に対する対応受信手段に対しネットワークを介し送信されたとき、当該対応受信手段からの前記加工職場受領データを前記登録装置に出力する加工職場受領データ出力手段と、
前記いずれか1つの自社加工職場或いは前記外注加工職場における前記対応素材群の受領に伴い、当該対応素材群の前記加工手段による加工を、前記目標加工待ち時間以内の経過を待って、前記加工時間の間行うことにより、前記加工後の前記対応素材群が前記自社検査職場に送出された後、前記加工職場端末手段から前記加工後の前記対応素材群の送出情報を表す加工職場送出データを前記対応受信手段に対し前記ネットワークを介し送信されたとき、当該対応受信手段からの前記加工職場送出データを前記登録装置に出力する加工職場送出データ出力手段と、
前記自社検査職場における前記加工後の前記対応素材群の受領に伴い、当該対応素材群の受領情報を表す検査職場受領データを、前記複数の端末手段のうち、前記自社検査職場に配設してなる検査職場端末手段により前記ネットワークを介し前記複数の受信手段のうち前記検査職場端末手段に対応する他の受信手段に対し送信されたとき、当該他の受信手段からの前記検査職場受領データを前記登録装置に出力する検査職場受領データ出力手段と、
前記自社検査職場における前記加工後の前記対応素材群の受領に伴い、当該自社検査職場における前記加工後の前記対応素材群の前記検査手段による検査を、前記目標検査待ち時間以内の経過を待って、前記検査時間の間、前記加工後の前記対応素材群の検査を前記検査手段により行うことにより、前記検査後の前記対応素材群を完成品たる素材部品からなる素材部品群として送出されたとき、前記検査後の前記対応素材群の送出情報を表す検査職場送出データを、前記検査職場端末手段により前記ネットワークを介し前記他の受信手段に送信するに伴い、当該他の受信手段からの前記検査職場送出データを前記登録装置に出力する検査職場送出データ出力手段とを備えており、
前記登録装置は、その内部に登録済みの仕掛り実績データを、前記加工職場受領データ出力手段からの前記加工職場受領データ、前記加工職場送出データ出力手段からの前記加工職場送出データ、前記検査職場受領データ出力手段からの前記検査職場受領データ及び前記検査職場送出データ出力手段からの前記検査職場送出データに基づき更新するようにしたことを特徴とする請求項1、2、4または6に記載の生産管理システム。
【請求項8】
前記少なくとも1つの外注工場は、前記複数の自社加工職場に少なくとも1つの加工職場として含まれていることを特徴とする請求項1、2、4または6に記載の生産管理システム。
【請求項9】
前記加工職場受領データ出力手段、前記加工職場送出データ出力手段、前記検査職場受領データ出力手段及び前記検査職場送出データ出力手段からなるコンピュータプログラム手段を主プログラム手段として、当該主プログラム手段に対し割り込み処理を行う割り込みプログラム手段を備えており、
当該割り込みプログラム手段は、前記加工職場端末手段から送信された前記加工職場送出データを前記対応受信手段にて受領したとき、前記対応素材群に後続する他の対応素材群であって前記仮製造指図書の入力内容を入力済みの正製造指図書を貼り付けてなる他の対応素材群の前記いずれか1つの自社加工職場或いは前記外注加工職場への投入に伴い、前記主プログラム手段に従い前記加工職場受領データ出力手段による処理及び前記加工職場送出データ出力手段、前記検査職場受領データ出力手段及び前記検査職場送出データ出力手段による処理と同様の処理を行うことを特徴とする請求項7に記載の生産管理システム。
【請求項10】
複数の職場)を複数の自社加工職場及び自社検査職場として有する自社工場と少なくとも1つの外注加工職場として有する外注工場との双方に適用される生産管理方法において、
先行リードタイム部及び当該先行リードタイム部に後続する後続リードタイム部からなる仮リードタイムを備えて、当該仮リードタイムが、前記先行リードタイム部にて、前記複数の自社加工職場のいずれか1つの自社加工職場或いは前記外注加工職場に配設してなる加工手段により受注部品群の各受注部品に対する対応素材群の各対応素材を加工するに要する加工待ち時間及び加工時間でもって構成され、かつ、前記後続リードタイム部にて、前記自社検査職場に配設してなる検査手段により前記加工後の前記対応素材群の前記各対応素材を検査するに要する検査待ち時間及び検査時間でもって構成されるように、設定してなる仮リードタイム設定ステップと、
先行目標リードタイム部及び当該先行目標リードタイム部に後続する後続目標リードタイム部からなる目標リードタイムを備えて、当該目標リードタイムが、前記先行目標リードタイム部にて、前記仮リードタイム設定ステップにおけるの前記設定に係る前記仮リードタイムの前記先行リードタイム部を構成する前記加工待ち時間及び前記加工時間を目標加工待ち時間及び目標加工時間として構成され、かつ、前記後続目標リードタイム部にて、前記仮リードタイムの前記後続リードタイム部を構成する前記検査待ち時間及び前記検査時間を目標検査待ち時間及び目標検査時間として構成されるように、設定する目標リードタイム設定ステップと、
前記目標加工待ち時間、前記目標加工時間、前記目標検査待ち時間及び前記目標検査時間を入力してなる仮製造指図書を表す仮製造指図書データを、前記仮製造指図書への各入力内容を表示してなる正製造指図書を表す正製造指図書データに変換設定する変換設定ステップとを備えることを特徴とする生産管理方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、複数の加工職場や検査職場等の職場を有する工場或いは当該工場同士を組み合わせて製品や部品を製造する組み合わせ工場のための生産管理システム及び生産管理方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
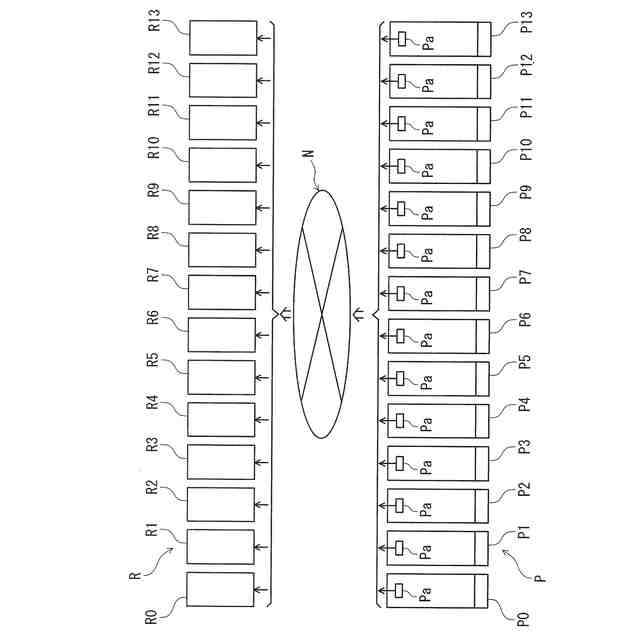
従来、この種の生産管理システムにおいては、例えば、下記特許文献1に記載の生産管理システムが提案されている。当該生産管理システムは、オーダー即ち注文の対象である複数種の製造対象部品を、サプライチェーンを構成する素材倉庫、製造工場、複数の完成品倉庫を介して、組立工場に供給するために、製造工場においてなされる複数種の製造対象部品の生産を管理する。なお、組立工場は、複数の完成品倉庫から供給される各完成部品たる製造対象部品を相互に組み付ける工場である。
【0003】
サプライチェーンにおいて、素材倉庫は、製造工場で生産される互いに異なった製造対象部品の材料である各素材ワークを保管する倉庫である。製造工場は、複数の加工職場を有しており、当該製造工場は、素材倉庫からの互いに異なる素材ワークごとに、それぞれ、当該素材ワークをワークである仕掛り部品として投入されて、当該仕掛り部品を複数の加工職場にて順次加工して、互いに異なる製造対象部品として完成する工場である。複数の完成品倉庫は、それぞれ、製造工場にて完成部品として完成された互いに異なる各製造対処部品を保管する倉庫である。
【0004】
このように構成してなる生産管理システムにおいて、製造工場に対し製造対象部品の注文がなされると、当該製造対象部品に対し納入LTが設定される。当該納入LTは、投入待ち時間と、工場通過LTと、在庫余裕時間との総和で特定される。
【0005】
当該納入LTにおいて、投入待ち時間は、予め定めた計画投入日から実際に製造工場に投入されるまでの時間をいう。ここで、予め定めた計画投入日は、注文で要求される納入日から納入LTだけ遡ることで決定される素材ワークの製造工場への投入タイミングをいう。
【0006】
工場通過LTは、素材ワークが素材倉庫から製造工場に投入された後完成品である製造対象部品として完成されるまでの時間をいう。ここで、当該工場通過LTは、ワークが通過する各加工職場の職場LTの総和をいう。また、職場LTは、ワークの加工職場への投入後当該ワークの加工完了となるまでの時間をいう。なお、在庫余裕時間は、製造工場で完成品となってから組立工場へ納入するまでの在庫時間をいう。
【先行技術文献】
【特許文献】
【0007】
特開2020-166548号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、上述した生産管理システムにおいては、生産管理の観点からすれば、素材倉庫から製造工場への素材ワークの投入は、生産計画に従い上述のごとく予め設定された計画投入日になされることが望ましい。このようなことから、上述した納入LTにおいて、投入待ち時間は、ゼロに設定される。
【0009】
また、納入LTのうちの工場通過LTは、仕掛り部品ごとに通る各加工職場の職場LTの総和であることから、工場通過LTを決定するには、仕掛り部品ごとに通る各加工職場の職場LTを求めることが必要である。
【0010】
しかしながら、職場LTは、仕掛り部品ごとに異なり、また、多品種少数生産の場合、注文の対象である製造対象部品ごとに、製造工場での生産数が異なる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
アズビル株式会社
防爆装置
1か月前
個人
業界地図作成システム
21日前
個人
人的価値発掘システム
24日前
株式会社宗建
SNSサーバー
1か月前
個人
技術マッチングシステム
3日前
株式会社セガフェイブ
遊戯機
1か月前
キヤノン電子株式会社
情報処理装置
24日前
ミサワホーム株式会社
システム
24日前
個人
配送システムおよび同包箱
24日前
株式会社ジール
文章の分析装置
1か月前
キヤノン株式会社
印刷制御装置
12日前
ミサワホーム株式会社
管理装置
24日前
個人
動作のデザイン評価の方法及び装置
1か月前
大同特殊鋼株式会社
棒材計数装置
1か月前
オムロン株式会社
認証中継サーバ
1か月前
個人
文字入力方法、文字入力プログラム
4日前
アスエネ株式会社
森林管理の方法
1か月前
株式会社チノー
ユーザ認証システム
19日前
株式会社八咲
イベント管理システム
1か月前
株式会社インザック
コンピュータシステム
3日前
トヨタ自動車株式会社
作業評価装置
10日前
個人
口座悪用を防止する口座管理システム
26日前
三菱電機モビリティ株式会社
メモリ制御装置
25日前
ミサワホーム株式会社
水素配送システム
24日前
個人
処理制御装置及びプロセッサ
18日前
株式会社日立国際電気
営業支援システム
10日前
樋口工業有限会社
求人情報提供システム
4日前
ローム株式会社
コントローラ回路
1か月前
個人
プログラム及び通知システム
20日前
株式会社ウェイビー
情報提供装置
25日前
トヨタ自動車株式会社
情報処理装置
24日前
大王製紙株式会社
情報読取システム
1か月前
株式会社シンミドウ
就職辞退対策システム
10日前
トヨタ自動車株式会社
情報処理装置
24日前
京セラ株式会社
システム、端末、及びプログラム
1か月前
日本電気株式会社
情報処理方法および装置
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ