TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024156971
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2024134135,2023094544
出願日
2024-08-09,2019-09-20
発明の名称
接着剤組成物および発泡性接着シート
出願人
大日本印刷株式会社
代理人
個人
,
個人
主分類
C09J
7/30 20180101AFI20241029BHJP(染料;ペイント;つや出し剤;天然樹脂;接着剤;他に分類されない組成物;他に分類されない材料の応用)
要約
【課題】耐ブロッキング性、接着性および耐割れ性が良好な発泡性接着シート、ならびに前記発泡性接着シートを用いた物品の製造方法を提供する。
【解決手段】少なくとも接着層を有する発泡性接着シートであって、接着層は、エポキシ樹脂と、エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、接着層は、エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、第二エポキシ樹脂の軟化温度は、第一エポキシ樹脂の軟化温度より高く、第二エポキシ樹脂のエポキシ当量は、第一エポキシ樹脂のエポキシ当量より大きく、前脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン等の少なくとも一種を含有する、発泡性接着シートである。
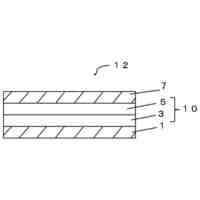
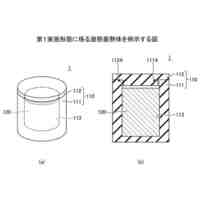
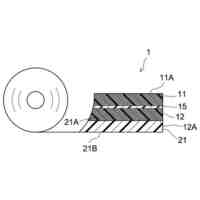
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも接着層を有する発泡性接着シートであって、
前記接着層は、エポキシ樹脂と、前記エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、
前記接着層は、前記エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、
前記第二エポキシ樹脂の軟化温度は、前記第一エポキシ樹脂の軟化温度より高く、
前記第二エポキシ樹脂のエポキシ当量は、前記第一エポキシ樹脂のエポキシ当量より大きく、
前記樹脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン、塩化メチレン、メタクリロニトリルの少なくとも一種を含有し、
前記発泡性接着シートにおける、JIS P 8125に基づく曲げモーメントは、40gf・cm以上、600gf・cm以下であり、
前記発泡性接着シートを10cm×10cmに切り出し、切り出した2枚を重ね合わせ、ブロッキングテスターにて、3kg/cm、40℃、dryの条件にて3日間保管し、剥離する耐ブロッキング性試験を行った場合に、前記接着層の転移および剥離がなく、
前記発泡性接着シートを、20mm/s以上100mm/s以下の速度で、長さ100mmを、カッターで切断して得られる切断面を観察する耐割れ性試験を行った場合に、前記切断面に欠けおよび割れが生じない、発泡性接着シート。
続きを表示(約 4,900 文字)
【請求項2】
少なくとも接着層を有する発泡性接着シートであって、
前記接着層は、エポキシ樹脂と、前記エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、
前記接着層は、前記エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、
前記第二エポキシ樹脂の軟化温度は、前記第一エポキシ樹脂の軟化温度より高く、
前記第二エポキシ樹脂の重合平均分子量は、前記第一エポキシ樹脂の重合平均分子量より大きく、
前記樹脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン、塩化メチレン、メタクリロニトリルの少なくとも一種を含有し、
前記発泡性接着シートにおける、JIS P 8125に基づく曲げモーメントは、40gf・cm以上、600gf・cm以下であり、
前記発泡性接着シートを10cm×10cmに切り出し、切り出した2枚を重ね合わせ、ブロッキングテスターにて、3kg/cm、40℃、dryの条件にて3日間保管し、剥離する耐ブロッキング性試験を行った場合に、前記接着層の転移および剥離がなく、
前記発泡性接着シートを、20mm/s以上100mm/s以下の速度で、長さ100mmを、カッターで切断して得られる切断面を観察する耐割れ性試験を行った場合に、前記切断面に欠けおよび割れが生じない、発泡性接着シート。
【請求項3】
第一部材および第二部材の間に、請求項1または請求項2に記載した発泡性接着シートを配置する配置工程と、
前記発泡性接着シートを発泡硬化させ、前記第一部材および前記第二部材を接着する接着工程と、
を有する物品の製造方法。
【請求項4】
第一部材および第二部材の間に、発泡性接着シートを配置する配置工程と、
前記発泡性接着シートを発泡硬化させ、前記第一部材および前記第二部材を接着する接着工程と、を有する物品の製造方法であって、
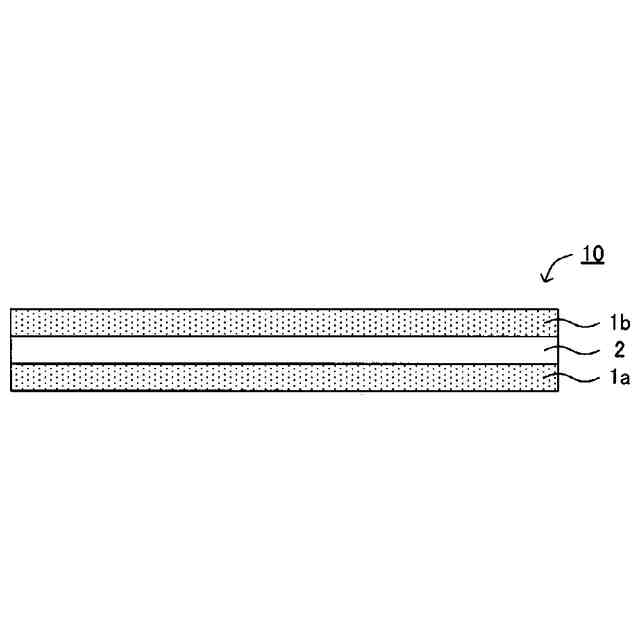
前記発泡性接着シートは、厚さ方向において、前記第一部材側から順に、第一接着層、基材および第二接着層を有し、
前記第一接着層および前記第二接着層の少なくとも一方は、発泡性を有する層であり、
前記発泡性を有する層は、非粘着性であり、
前記発泡性を有する層は、エポキシ樹脂と、前記エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、
前記発泡性を有する層は、前記エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、
前記第二エポキシ樹脂の軟化温度は、前記第一エポキシ樹脂の軟化温度より高く、
前記第二エポキシ樹脂のエポキシ当量は、前記第一エポキシ樹脂のエポキシ当量より大きく、
前記樹脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン、塩化メチレン、メタクリロニトリルの少なくとも一種を含有し、
前記第一接着層および前記基材の間、ならびに、前記基材および前記第二接着層の間の少なくとも一方に、応力緩和層が配置され、
前記応力緩和層の厚さは、0.1μm以上10μm以下であり、
前記発泡性接着シートにおける、JIS P 8125に基づく曲げモーメントは、40gf・cm以上、600gf・cm以下であり、
前記発泡性接着シートを10cm×10cmに切り出し、切り出した2枚を重ね合わせ、ブロッキングテスターにて、3kg/cm、40℃、dryの条件にて3日間保管し、剥離する耐ブロッキング性試験を行った場合に、前記発泡性を有する層の転移および剥離がなく、
前記発泡性接着シートを、20mm/s以上100mm/s以下の速度で、長さ100mmを、カッターで切断して得られる切断面を観察する耐割れ性試験を行った場合に、前記切断面に欠けおよび割れが生じず、
前記第一部材および前記第二部材は、それぞれ、モーターに用いられるコイルおよびステーターである、物品の製造方法。
【請求項5】
第一部材および第二部材の間に、発泡性接着シートを配置する配置工程と、
前記発泡性接着シートを発泡硬化させ、前記第一部材および前記第二部材を接着する接着工程と、を有する物品の製造方法であって、
前記発泡性接着シートは、厚さ方向において、前記第一部材側から順に、第一接着層、基材および第二接着層を有し、
前記第一接着層および前記第二接着層の少なくとも一方は、発泡性を有する層であり、
前記発泡性を有する層は、非粘着性であり、
前記発泡性を有する層は、エポキシ樹脂と、前記エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、
前記発泡性を有する層は、前記エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、
前記第二エポキシ樹脂の軟化温度は、前記第一エポキシ樹脂の軟化温度より高く、
前記第二エポキシ樹脂の重合平均分子量は、前記第一エポキシ樹脂の重合平均分子量より大きく、
前記樹脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン、塩化メチレン、メタクリロニトリルの少なくとも一種を含有し、
前記第一接着層および前記基材の間、ならびに、前記基材および前記第二接着層の間の少なくとも一方に、応力緩和層が配置され、
前記応力緩和層の厚さは、0.1μm以上10μm以下であり、
前記発泡性接着シートにおける、JIS P 8125に基づく曲げモーメントは、40gf・cm以上、600gf・cm以下であり、
前記発泡性接着シートを10cm×10cmに切り出し、切り出した2枚を重ね合わせ、ブロッキングテスターにて、3kg/cm、40℃、dryの条件にて3日間保管し、剥離する耐ブロッキング性試験を行った場合に、前記発泡性を有する層の転移および剥離がなく、
前記発泡性接着シートを、20mm/s以上100mm/s以下の速度で、長さ100mmを、カッターで切断して得られる切断面を観察する耐割れ性試験を行った場合に、前記切断面に欠けおよび割れが生じず、
前記第一部材および前記第二部材は、それぞれ、モーターに用いられるコイルおよびステーターである、物品の製造方法。
【請求項6】
第一部材と、第二部材と、前記第一部材および前記第二部材の間に配置された発泡性接着シートと、を有する、発泡前の物品であって、
前記発泡性接着シートは、厚さ方向において、前記第一部材側から順に、第一接着層、基材および第二接着層を有し、
前記第一接着層および前記第二接着層の少なくとも一方は、発泡性を有する層であり、 前記発泡性を有する層は、非粘着性であり、
前記発泡性を有する層は、エポキシ樹脂と、前記エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、
前記発泡性を有する層は、前記エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、
前記第二エポキシ樹脂の軟化温度は、前記第一エポキシ樹脂の軟化温度より高く、
前記第二エポキシ樹脂のエポキシ当量は、前記第一エポキシ樹脂のエポキシ当量より大きく、
前記樹脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン、塩化メチレン、メタクリロニトリルの少なくとも一種を含有し、
前記第一接着層および前記基材の間、ならびに、前記基材および前記第二接着層の間の少なくとも一方に、応力緩和層が配置され、
前記応力緩和層の厚さは、0.1μm以上10μm以下であり、
前記発泡性接着シートにおける、JIS P 8125に基づく曲げモーメントは、40gf・cm以上、600gf・cm以下であり、
前記発泡性接着シートを10cm×10cmに切り出し、切り出した2枚を重ね合わせ、ブロッキングテスターにて、3kg/cm、40℃、dryの条件にて3日間保管し、剥離する耐ブロッキング性試験を行った場合に、前記発泡性を有する層の転移および剥離がなく、
前記発泡性接着シートを、20mm/s以上100mm/s以下の速度で、長さ100mmを、カッターで切断して得られる切断面を観察する耐割れ性試験を行った場合に、前記切断面に欠けおよび割れが生じず、
前記第一部材および前記第二部材は、それぞれ、モーターに用いられるコイルおよびステーターである、発泡前の物品。
【請求項7】
第一部材と、第二部材と、前記第一部材および前記第二部材の間に配置された発泡性接着シートと、を有する、発泡前の物品であって、
前記発泡性接着シートは、厚さ方向において、前記第一部材側から順に、第一接着層、基材および第二接着層を有し、
前記第一接着層および前記第二接着層の少なくとも一方は、発泡性を有する層であり、 前記発泡性を有する層は、非粘着性であり、
前記発泡性を有する層は、エポキシ樹脂と、前記エポキシ樹脂と相溶した樹脂Xと、硬化剤と、発泡剤とを含有し、
前記発泡性を有する層は、前記エポキシ樹脂として、第一エポキシ樹脂および第二エポキシ樹脂を含有し、
前記第二エポキシ樹脂の軟化温度は、前記第一エポキシ樹脂の軟化温度より高く、
前記第二エポキシ樹脂の重合平均分子量は、前記第一エポキシ樹脂の重合平均分子量より大きく、
前記樹脂Xは、単量体成分または重合体成分として、アクリル酸エステル、酢酸ビニル、アセタール、ウレタン、エチレン酢酸ビニル共重合体、アクリルアミド、スチレン、塩化ビニル、アミド、アクリロニトリル、酢酸セルロース、フェノール、塩化ビニリデン、塩化メチレン、メタクリロニトリルの少なくとも一種を含有し、
前記第一接着層および前記基材の間、ならびに、前記基材および前記第二接着層の間の少なくとも一方に、応力緩和層が配置され、
前記応力緩和層の厚さは、0.1μm以上10μm以下であり、
前記発泡性接着シートにおける、JIS P 8125に基づく曲げモーメントは、40gf・cm以上、600gf・cm以下であり、
前記発泡性接着シートを10cm×10cmに切り出し、切り出した2枚を重ね合わせ、ブロッキングテスターにて、3kg/cm、40℃、dryの条件にて3日間保管し、剥離する耐ブロッキング性試験を行った場合に、前記発泡性を有する層の転移および剥離がなく、
前記発泡性接着シートを、20mm/s以上100mm/s以下の速度で、長さ100mmを、カッターで切断して得られる切断面を観察する耐割れ性試験を行った場合に、前記切断面に欠けおよび割れが生じず、
前記第一部材および前記第二部材は、それぞれ、モーターに用いられるコイルおよびステーターである、発泡前の物品。
発明の詳細な説明
【技術分野】
【0001】
本開示は、接着剤組成物および発泡性接着シートに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
部材同士を接着する接着剤は、様々な分野で用いられており、その接着方法も、多くの方法が知られている。例えば特許文献1には、ゴルフクラブシャフトにラバーグリップを取り付る方法として、シャフトのグリップ部に両面接着テープや粘着テープ等を巻き付けた後、テープ表面とラバーグリップに設けたシャフト挿入孔の内部にシンナー等の揮発性の高い溶剤を塗布して、グリップ部をシャフト挿入孔内に挿入し、溶剤が揮発するまでしばらく放置する方法が開示されている。また、特許文献2には、1液性エポキシ接着剤により、CFRPパイプおよび金属部品を接着する方法が開示されている。
【0003】
特許文献3には、多官能エポキシ樹脂を含むエポキシ樹脂と、硬化剤としてのフェノール樹脂と、硬化触媒としてのイミダゾール系化合物と、感温性発泡剤とを含有してなる膨張性接着剤層を有し、少なくとも一つの該膨張性接着剤層の表面に離型剤が塗布された接着シートが開示されている。また、特許文献4には、アクリル系ポリマーと、エポキシ樹脂と、フェノキシ樹脂、ポリビニルブチラール樹脂等の熱可塑性樹脂と、エポキシ樹脂硬化剤とを含む接着剤が開示されている。なお、特許文献4には、接着剤がシート状であること(接着シート)、および、接着剤が発泡剤を含有することが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2007-222445号公報
特開2016-221784号公報
特許6220100号明細書
特開2017-203114号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献3、4には、発泡剤を含有する接着シート(発泡性接着シート)が開示されている。発泡性接着シートの使用方法として、例えば、部材間の隙間に発泡性接着シートを挿入し、その後、発泡性接着シートを発泡硬化させることで、部材同士を接着する方法が知られている。このような発泡性接着シートにおいては、発泡前における耐ブロッキング性、ならびに、発泡硬化後における接着性および耐割れ性が良好であることが望まれている。
【0006】
本開示は、上記実情に鑑みてなされたものであり、耐ブロッキング性、接着性および耐割れ性が良好な発泡性接着シートを得ることができる接着剤組成物を提供することを主目的とする。
【課題を解決するための手段】
【0007】
本開示においては、エポキシ樹脂と、上記エポキシ樹脂と相溶したアクリル樹脂と、硬化剤と、発泡剤とを含有し、上記エポキシ樹脂として、軟化温度が50℃以上であり、かつ、エポキシ当量が5000g/eq以下である第一エポキシ樹脂と、軟化温度が上記第一エポキシ樹脂より高く、かつ、重量平均分子量が20,000以上である第二エポキシ樹脂と、を含有し、上記アクリル樹脂は、重量平均分子量が50,000以上である、接着剤組成物を提供する。
【0008】
また、本開示においては、少なくとも接着層を有する発泡性接着シートであって、上記接着層は、エポキシ樹脂と、上記エポキシ樹脂と相溶したアクリル樹脂と、硬化剤と、発泡剤とを含有し、上記接着層は、上記エポキシ樹脂として、軟化温度が50℃以上であり、かつ、エポキシ当量が5000g/eq以下である第一エポキシ樹脂と、軟化温度が上記第一エポキシ樹脂より高く、かつ、重量平均分子量が20,000以上である第二エポキシ樹脂と、を含有し、上記アクリル樹脂は、重量平均分子量が50,000以上である、発泡性接着シートを提供する。
【発明の効果】
【0009】
本開示における接着剤組成物は、耐ブロッキング性、接着性および耐割れ性が良好な発泡性接着シートを得ることができるという効果を奏する。
【図面の簡単な説明】
【0010】
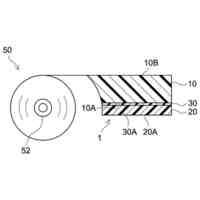
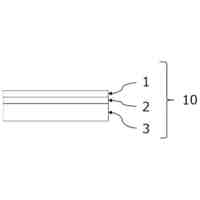
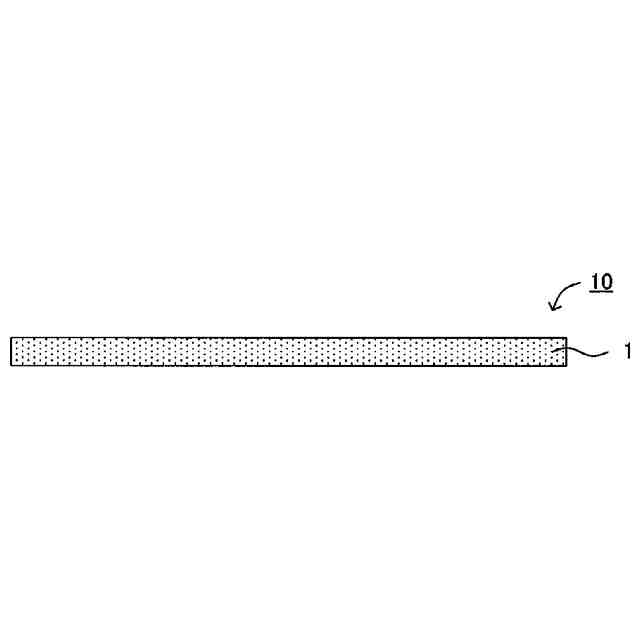
本開示における発泡性接着シートの一例を示す概略断面図である。
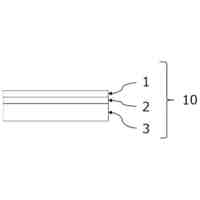
本開示における発泡性接着シートの他の例を示す概略断面図である。
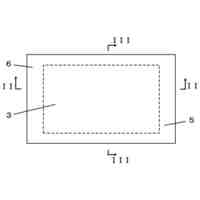
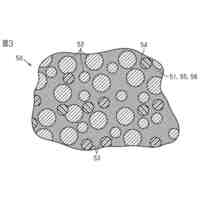
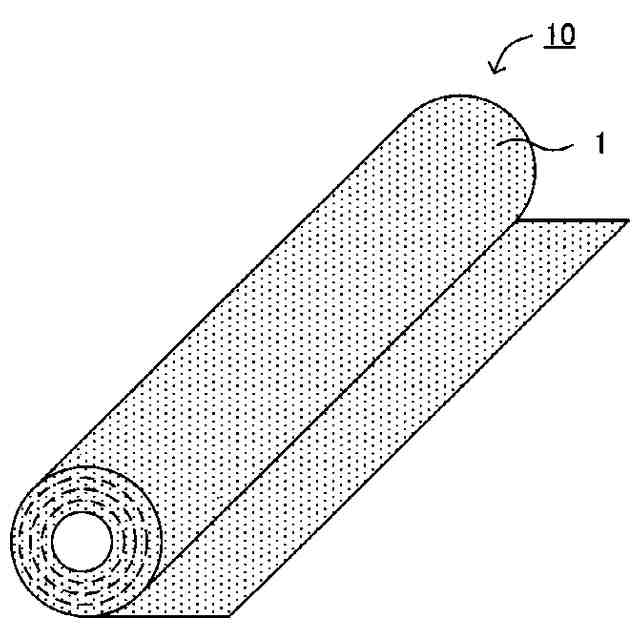
本開示における発泡性接着シートの他の例を示す概略斜視図である。
本開示における発泡性接着シートの他の例を示す概略斜視図である。
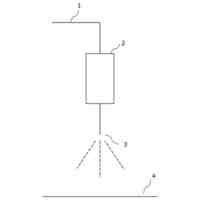
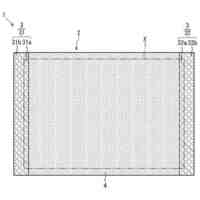
本開示における物品の製造方法の一例を示す概略断面図である。
接着性の試験方法を説明する概略断面図である。
実施例1におけるアクリル樹脂に対する動的粘弾性測定の結果である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
塗装方法
2か月前
ベック株式会社
塗装方法
2か月前
日榮新化株式会社
粘着テープ
15日前
東ソー株式会社
粘着剤組成物
1か月前
アイカ工業株式会社
塗材仕上げ工法
21日前
東ソー株式会社
ホットメルト接着剤
12日前
日榮新化株式会社
掲示パネルセット
14日前
株式会社エフコンサルタント
被覆材
1か月前
日本特殊塗料株式会社
塗り床材組成物
22日前
株式会社村田製作所
接着剤
2か月前
アイカ工業株式会社
光硬化型圧着組成物
7日前
デンカ株式会社
蛍光体
21日前
デンカ株式会社
蛍光体
21日前
東亞合成株式会社
粘着シート
2か月前
株式会社大阪ソーダ
撥水撥油性表面処理剤
5日前
個人
カカオハスク由来の天然氷結晶制御剤
2か月前
デンカ株式会社
蛍光体粉末の製造方法
2か月前
アイカ工業株式会社
無溶剤型コーティング剤
1か月前
ダイキン工業株式会社
表面処理剤
1か月前
アイカ工業株式会社
バランスウエイト用組成物
5日前
artience株式会社
ホットメルト接着剤
2か月前
新光電気工業株式会社
潜熱蓄熱体
1か月前
星光PMC株式会社
水性二液硬化型樹脂組成物
2か月前
TOTO株式会社
設備
11日前
日東電工株式会社
粘着シート
2か月前
TOTO株式会社
部材
1か月前
大日本印刷株式会社
塗工液及び容器
4日前
artience株式会社
印刷インキ及び印刷物
1か月前
TOTO株式会社
部材
5日前
日東電工株式会社
粘着シート
2か月前
株式会社スリーボンド
嫌気硬化性接着剤および容器
2か月前
サンノプコ株式会社
水性エマルション安定剤
1か月前
エスケー化研株式会社
吸熱性組成物及び吸熱ボード
25日前
artience株式会社
粘着剤および粘着シート
2か月前
学校法人東京理科大学
アルコール組成物
1か月前
大阪シーリング印刷株式会社
保護シール
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ