TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024154391
公報種別
公開特許公報(A)
公開日
2024-10-30
出願番号
2024065217
出願日
2024-04-15
発明の名称
レーザ溶接方法、及びレーザ溶接装置
出願人
本田技研工業株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20241023BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、ワークのレーザ溶接時に噴出するガス化した金属がワークに衝突して引き起こされるワーク欠陥を回避することのできるレーザ溶接方法及びレーザ溶接装置を提供する。
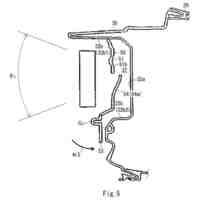
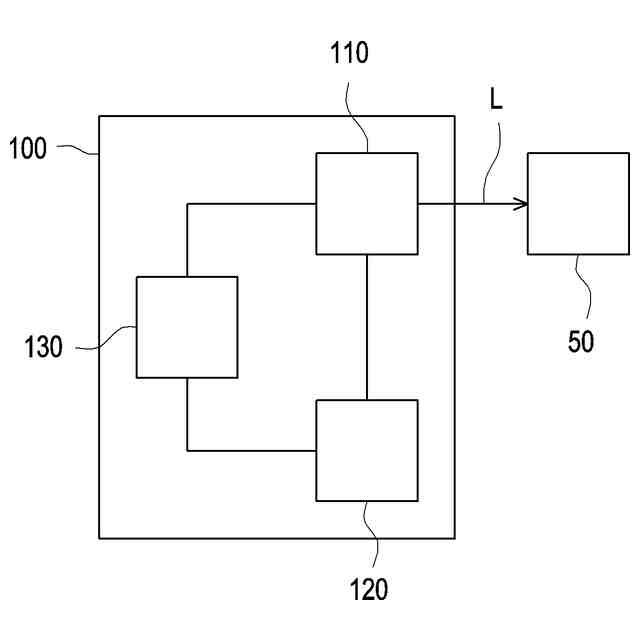
【解決手段】レーザ溶接装置は、レーザを用いて複数枚に重ね合わせたワーク50を溶接し、レーザ溶接装置は、第1レーザ照射器と、前記第1レーザ照射器と前記ワークのうちの一方を、前記第1レーザ照射器と前記ワークのうちの他方に対して相対的に移動させる駆動装置とを備え、前記第1レーザ照射器のレーザ照射角度Aは溶接進行方向Dとは逆側に位置するように配置され、前記第1レーザ照射器の前記ワークに対する高さを調整することにより、前記第1レーザ照射器にインフォーカスで前記レーザを前記ワークに照射させる。
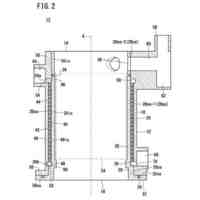
【選択図】図2
特許請求の範囲
【請求項1】
レーザを用いて複数枚の板材を重ね合わせたワークを溶接するレーザ溶接方法であって、
前記レーザを前記ワークに照射した状態で、前記レーザと前記ワークを相対的に移動させて溶接する工程において、
前記レーザが溶接進行方向とは逆側に傾くように照射角度を設けて前記レーザを照射し、
前記レーザの焦点が、前記レーザの前記ワークへの照射により発生するホールより前記溶接進行方向の前方に位置するように前記レーザを照射する
ことを特徴とする、
レーザ溶接方法。
続きを表示(約 1,300 文字)
【請求項2】
前記レーザをインフォーカスで照射するように、レーザ照射器と前記ワークとの距離を調整する
ことを特徴とする、
請求項1に記載のレーザ溶接方法。
【請求項3】
前記焦点が前記ホールより前記溶接進行方向の前方に位置するように、前記レーザの移動速度又は前記レーザの出力の少なくともいずれか一方を制御する
ことを特徴とする、
請求項1に記載のレーザ溶接方法。
【請求項4】
前記レーザの溶融深さのうち、前記レーザを前記照射角度傾けた際に前記ホールより前記溶接進行方向の前方側に延出する長さをX、前記ホールの開口サイズをDとしたときに、
前記レーザの前記移動速度と前記ワークが前記レーザの照射によってガス化するまでの時間をかけ合わせて算出された距離が、D+Xより長くなるように前記レーザを照射する
ことを特徴とする、
請求項3に記載のレーザ溶接方法。
【請求項5】
前記レーザの照射位置よりも前記溶接進行方向の下流のホール開口部に向けて第2レーザを照射する
ことを特徴とする、
請求項1に記載のレーザ溶接方法。
【請求項6】
レーザを用いて複数枚の板材を重ね合わせたワークを溶接するレーザ溶接装置であって、
前記レーザと前記ワークのうちの一方を、前記レーザと前記ワークのうちの他方に対して相対的に移動させる駆動装置と
前記レーザが溶接進行方向とは逆側に傾くように照射角度を設けて配置される第1レーザ照射器と、
を備え、
前記レーザの焦点が、前記レーザの前記ワークへの照射により発生するホールより前記溶接進行方向の前方に位置するように前記レーザを照射する
ことを特徴とする、
レーザ溶接装置。
【請求項7】
前記第1レーザ照射器は、前記レーザをインフォーカスで照射するように、前記ワークに対する前記第1レーザ照射器の高さを調整する
ことを特徴とする、
請求項6に記載のレーザ溶接装置。
【請求項8】
前記焦点が前記ホールより前記溶接進行方向の前方に位置するように、前記レーザの移動速度又は前記レーザの出力の少なくともいずれか一方を制御する制御部
を更に備える
ことを特徴とする、
請求項6に記載のレーザ溶接装置。
【請求項9】
前記レーザの溶融深さのうち、前記レーザを前記照射角度傾けた際に前記ホールより前記溶接進行方向の前方側に延出する長さをX、前記ホールの開口サイズをDとしたときに、前記制御部は、前記レーザの前記移動速度と前記ワークが前記レーザの照射によってガス化するまでの時間をかけ合わせて算出された距離が、D+Xより長くなるように前記レーザを照射する
ことを特徴とする、
請求項8に記載のレーザ溶接装置。
【請求項10】
前記第1レーザ照射器により前記レーザの照射位置よりも前記溶接進行方向の下流のホール開口部に向けて第2レーザを照射する第2レーザ照射器
を更に備える
ことを特徴とする、
請求項6に記載のレーザ溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は溶接方法及び溶接装置に関するものであり、特にレーザ溶接方法及びレーザ溶接装置に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
亜鉛めっき鋼板構造は、一般的に、重ね合わせた複数枚の亜鉛めっき鋼板をレーザ溶接工程によって組み合わせて形成される。亜鉛めっき鋼板にレーザ溶接工程を施す過程で、ワーク(亜鉛めっき鋼板)のレーザ照射によって発生するホールが過度に小さい場合、ワークのレーザ溶接時に噴出するガス化した金属がワークに当たりやすく、ワークに欠陥をもたらす可能性がある。このため、上記問題を克服するためにレーザ溶接装置を改良する必要がある。
【発明の概要】
【0003】
本発明は、ワークのレーザ溶接時に噴出するガス化した金属がワークに衝突して引き起こされるワーク欠陥を回避することのできるレーザ溶接方法及びレーザ溶接装置を提供する。
【0004】
本発明は、レーザを用いて複数枚の板材を重ね合わせたワークを溶接するレーザ溶接方法を提供し、前記レーザを前記ワークに照射した状態で、前記レーザと前記ワークを相対的に移動させて溶接する工程において、前記レーザが溶接進行方向とは逆側に傾くように照射角度を設けて前記レーザを照射し、前記レーザの焦点が、前記レーザの前記ワークへの照射により発生するホールより前記溶接進行方向の前方に位置するように前記レーザを照射する。
【0005】
本発明の実施形態において、前記レーザをインフォーカスで照射するように、レーザ照射器と前記ワークとの距離を調整する。
【0006】
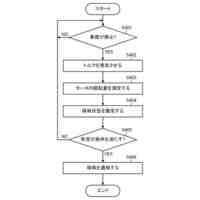
本発明の実施形態において、前記焦点が前記ホールより前記溶接進行方向の前方に位置するように、前記レーザの移動速度又は前記レーザの出力の少なくともいずれか一方を制御する。
【0007】
本発明の実施形態において、前記レーザの溶融深さのうち、前記レーザを前記照射角度傾けた際に前記ホールより前記溶接進行方向の前方側に延出する長さをX、前記ホールの開口サイズをDとしたときに、前記レーザの前記移動速度と前記ワークが前記レーザの照射によってガス化するまでの時間をかけ合わせて算出された距離が、D+Xより長くなるように前記レーザを照射する。
【0008】
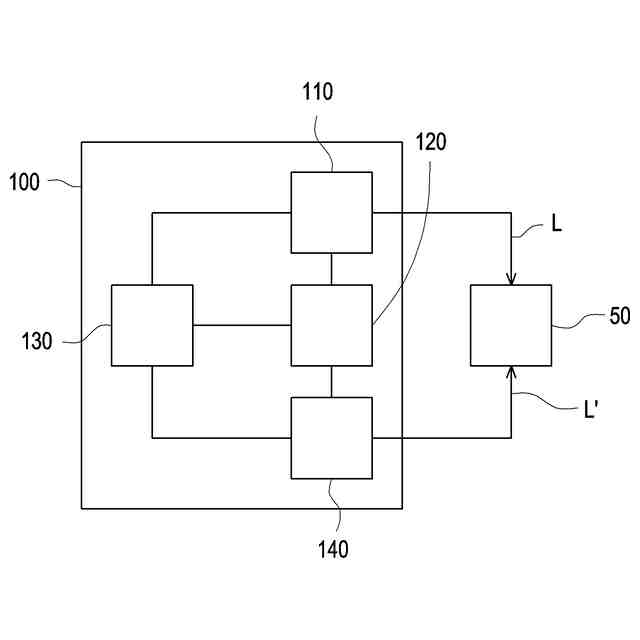
本発明の実施形態において、前記レーザの照射位置よりも前記溶接進行方向の下流のホール開口部に向けて第2レーザを照射する。
【0009】
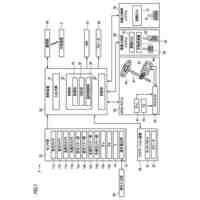
本発明は、レーザを用いて複数枚の板材を重ね合わせたワークを溶接するレーザ溶接装置を提供し、前記レーザと前記ワークのうちの一方を、前記レーザと前記ワークのうちの他方に対して相対的に移動させる駆動装置と、前記レーザが溶接進行方向とは逆側に傾くように照射角度を設けて配置される第1レーザ照射器とを備え、前記レーザの焦点が、前記レーザの前記ワークへの照射により発生するホールより前記溶接進行方向の前方に位置するように前記レーザを照射する。
【0010】
本発明の実施形態において、前記第1レーザ照射器は、前記レーザをインフォーカスで照射するように、前記ワークに対する前記第1レーザ照射器の高さを調整する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
報知装置
3日前
本田技研工業株式会社
鞍乗り型車両
17日前
本田技研工業株式会社
運転支援装置
11日前
本田技研工業株式会社
空気吹出構造
3日前
本田技研工業株式会社
鞍乗り型車両
17日前
本田技研工業株式会社
車両前部構造
10日前
本田技研工業株式会社
空調システム
3日前
本田技研工業株式会社
正極体回収装置
今日
本田技研工業株式会社
充放電ユニット
11日前
本田技研工業株式会社
車両制御システム
3日前
本田技研工業株式会社
回転電機用ステータ
11日前
本田技研工業株式会社
検知装置付き車両用灯具
10日前
本田技研工業株式会社
ハウジング及び回転電機
10日前
本田技研工業株式会社
車両制御装置、及び制御方法
10日前
本田技研工業株式会社
車両制御装置、及び制御方法
3日前
本田技研工業株式会社
検査装置、検査方法及び車両
11日前
本田技研工業株式会社
冷却器、ハウジング及び回転電機
10日前
本田技研工業株式会社
冷却器、ハウジング及び回転電機
10日前
本田技研工業株式会社
超音波伝搬部材及び超音波測定構造
12日前
株式会社タチエス
エアバッグ装置
11日前
本田技研工業株式会社
車両制御装置、車両、及び、車両制御方法
11日前
本田技研工業株式会社
サーバ、システム、方法、及びプログラム
4日前
本田技研工業株式会社
移動体仲介システム、及び移動体仲介方法
17日前
本田技研工業株式会社
車内環境制御装置および車内環境制御方法
3日前
本田技研工業株式会社
中継制御装置、中継制御方法、及びプログラム
4日前
本田技研工業株式会社
表示制御装置、表示制御方法、及びプログラム
11日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
スタンレー電気株式会社
ブラケット取付構造
10日前
スタンレー電気株式会社
ブラケット取付構造
10日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
本田技研工業株式会社
支援制御装置、支援制御方法、及びプログラム
4日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ