TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148849
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062342
出願日
2023-04-06
発明の名称
アース電極クランプ装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/11 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アース電極による給電部位の如何に関わらず、一対のアース電極で重ね合わせ部をクランプ可能なクランプ装置を提供する。
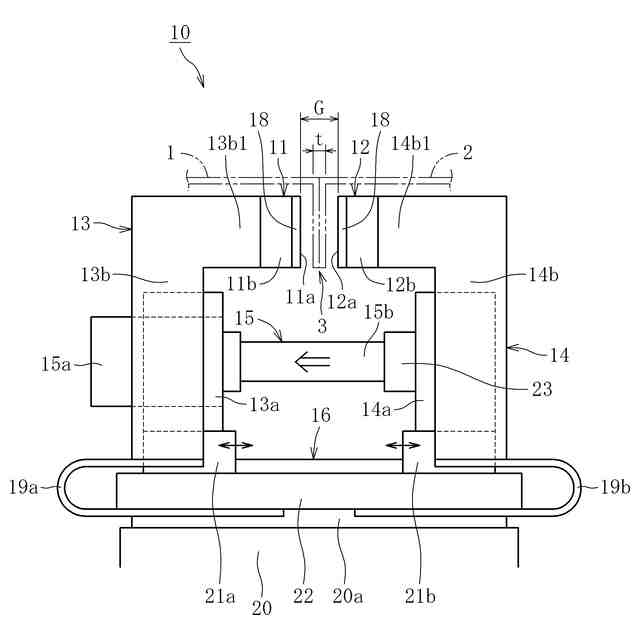
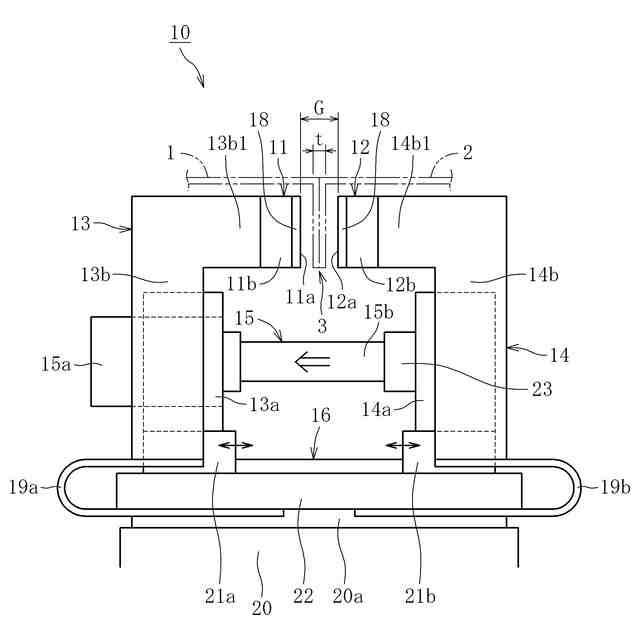
【解決手段】このアース電極クランプ装置10は、複数の板状部材1,2の重ね合わせ部3に当接可能な第一アース電極11と、第一アース電極11との間で重ね合わせ部3をクランプ可能な第二アース電極12と、第一アース電極11が取付けられる第一クランプ部材13と、第二アース電極12が取付けられる第二クランプ部材14と、双方のアース電極11,12にクランプ力を付与可能なシリンダ15とを備える。シリンダ15のシリンダ部15aが第一クランプ部材13に取付けられ、シリンダ15のピストンロッド部15bが第二クランプ部材14に取付けられ、シリンダ15のピストンロッド部15bを引き込む向きに駆動して双方のアース電極11,12で重ね合わせ部3をクランプ可能に構成されている。
【選択図】図1
特許請求の範囲
【請求項1】
複数の板状部材の重ね合わせ部に当接可能な第一アース電極と、
前記第一アース電極との間で前記重ね合わせ部をクランプ可能な第二アース電極と、
前記第一アース電極が取付けられる第一クランプ部材と、
前記第二アース電極が取付けられる第二クランプ部材と、
前記双方のアース電極にクランプ力を付与可能なシリンダとを備えたアース電極のクランプ装置であって、
前記シリンダのシリンダ部が前記第一クランプ部材に取付けられ、前記シリンダのピストンロッド部が前記第二クランプ部材に取付けられ、
前記シリンダの前記ピストンロッド部を引き込む向きに駆動して前記双方のアース電極で前記重ね合わせ部をクランプ可能に構成されているアース電極クランプ装置。
続きを表示(約 94 文字)
【請求項2】
前記第一クランプ部材と前記第二クランプ部材の少なくとも一方が、前記シリンダの駆動方向に沿って摺動可能に支持されている請求項1に記載のアース電極クランプ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アース電極クランプ装置に関し、特にスポット溶接用のアース電極で溶接対象をクランプするための技術に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
公知のように、スポット溶接には、インダイレクトスポット溶接と呼ばれるものがある(例えば、特許文献1を参照)。インダイレクトスポット溶接では、溶接対象に対して、当接電極とアース電極とを、同軸上で向かい合う位置からずらして配置した状態で通電して溶接を行う。この溶接手法は、例えばダイレクトスポット溶接がスペース上の関係で使用できない場合、あるいは片面側にダイレクトスポット溶接で生じる圧痕を残さないようにしたい箇所などに使用されることが多い。
【0003】
一方で、この種の溶接を実施した場合には、片面側からのみアース電極を押し当てることから、加圧力不足により溶接対象との接触面積が不十分な状態となり易い。このような状態で通電加熱を行った場合、アース電極と溶接対象との当接部位の周辺で溶着や電着などの不具合が生じるおそれがある。このような不具合の発生は、溶接品質の低下を招くため、回避すべき事象である。
【0004】
そこで、本出願人は、上記問題の解決を図るための手段として、アース電極の新たな当接形態を可能とするスポット溶接装置を提案している(特許文献2を参照)。このスポット溶接装置では、溶接ガンに同軸上に対向して取付けられた一対の電極をともにアース電極(第一アース電極と第二アース電極)とし、溶接ガンの駆動手段により第一アース電極と第二アース電極をそれぞれ溶接対象となる板状部材の重ね合わせ部位に当接してクランプすることで、接触面積の増加を図っている。
【先行技術文献】
【特許文献】
【0005】
特開2006-159235号公報
特開2016-59937号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、近年の製造業界を取り巻く環境を鑑みた場合、溶接対象の製造ラインの抜本的な変更などに備えて、従来とは異なる部位をアース電極でクランプして給電することを検討しておく必要がある。ここで、上述したように溶接ガンに設けられた二個の溶接電極をそれぞれアース電極とする場合、使用できる範囲が限られる問題がある。すなわち、溶接ガンは、同軸上に対向配置した一対の溶接電極をアーム部で連結支持すると共に、一方の溶接電極を押圧駆動するための駆動装置を当該溶接電極の同軸後方側に配置した構造をなすのが一般的である。そのため、アース電極による給電部位によっては、アーム部や駆動装置が給電部位の周辺と干渉してしまい、給電部位へのアプローチが難しい、もしくはできない場合が起こり得る。
【0007】
以上の事情に鑑み、本明細書では、アース電極による給電部位の如何に関わらず、一対のアース電極でクランプ可能なクランプ装置を提供することを、解決すべき技術課題とする。
【課題を解決するための手段】
【0008】
前記課題の解決は、本発明に係るアース電極クランプ装置によって達成される。すなわち、このクランプ装置は、複数の板状部材の重ね合わせ部に当接可能な第一アース電極と、第一アース電極との間で重ね合わせ部をクランプ可能な第二アース電極と、第一アース電極が取付けられる第一クランプ部材と、第二アース電極が取付けられる第二クランプ部材と、双方のアース電極にクランプ力を付与可能なシリンダとを備えたアース電極のクランプ装置であって、シリンダのシリンダ部が第一クランプ部材に取付けられ、シリンダのピストンロッド部が第二クランプ部材に取付けられ、シリンダのピストンロッド部を引き込む向きに駆動して双方のアース電極で重ね合わせ部をクランプ可能に構成されている点をもって特徴付けられる。
【0009】
このように、本発明に係るアース電極クランプ装置では、クランプ力を付与するためのシリンダのシリンダ部を第一クランプ部材に取付け、シリンダのピストンロッド部を第二クランプ部材に取付けると共に、シリンダのピストンロッド部を引き込む向きに駆動して双方のアース電極で重ね合わせ部をクランプ可能に構成したので、シリンダをアース電極の同軸線上からずらして配置できる。また、溶接ガンのように一対のアース電極を連結支持するアーム部のような大型の部材も不要となる。そのため、シリンダを例えば一対のアース電極と並列に配置することができ、装置全体を小型化できる。クランプ装置を小型化できれば、周囲との干渉を気にすることなく給電部位にアプローチできるので、アース電極の汎用性を高めることが可能となる。
【0010】
また、本発明に係るアース電極クランプ装置において、第一クランプ部材が、シリンダの駆動方向に沿って摺動可能に支持されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
1か月前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
ねじ締め機
17日前
個人
コンタクトチップ
7日前
トヨタ自動車株式会社
治具
18日前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
株式会社ダイヘン
スタッド溶接電源
9日前
株式会社FUJI
ワーク置き台
14日前
津根精機株式会社
鉄筋切断装置
1か月前
株式会社MOLDINO
ドリル
1か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
福井県
マルチマテリアルの点接合構造
2か月前
ブラザー工業株式会社
工作機械
7日前
株式会社ダイヘン
インチング制御方法
1日前
株式会社向洋技研
スポットネジ及び電極
2か月前
光精工株式会社
クーラントタンク
14日前
個人
交換式給油ブラシの切削油の給油器
1か月前
旭精工株式会社
シャフトブレーキ
7日前
株式会社不二越
エンドミル
1か月前
三和テッキ株式会社
レーザ付着物除去装置
9日前
株式会社進和
肉盛加工ノズル
2か月前
古川精機株式会社
タッピングガイド
11日前
株式会社ムラタ溶研
剪断装置
21日前
株式会社ダイヘン
アークスタート制御方法
1日前
ブラザー工業株式会社
工作機械
1か月前
株式会社東京精密
加工用排液濾過装置
9日前
カヤバ株式会社
溶接方法及び溶接構造
14日前
株式会社アイシン
金属部材の接合方法
17日前
株式会社大林組
構造物形成方法
8日前
株式会社ダイヘン
溶接電源装置
9日前
トヨタ自動車株式会社
レーザ溶接方法
14日前
トヨタ自動車株式会社
レーザ加工方法
2か月前
トヨタ自動車株式会社
レーザ加工装置
8日前
コントレイル合同会社
レーザ加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ