TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148609
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061889
出願日
2023-04-06
発明の名称
切断装置
出願人
小池酸素工業株式会社
代理人
弁理士法人中川国際特許事務所
主分類
B23K
7/00 20060101AFI20241010BHJP(工作機械;他に分類されない金属加工)
要約
【課題】倣い切断装置の利点と、型切断装置の利点を兼ね備えた切断装置を提供する。
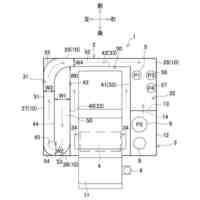
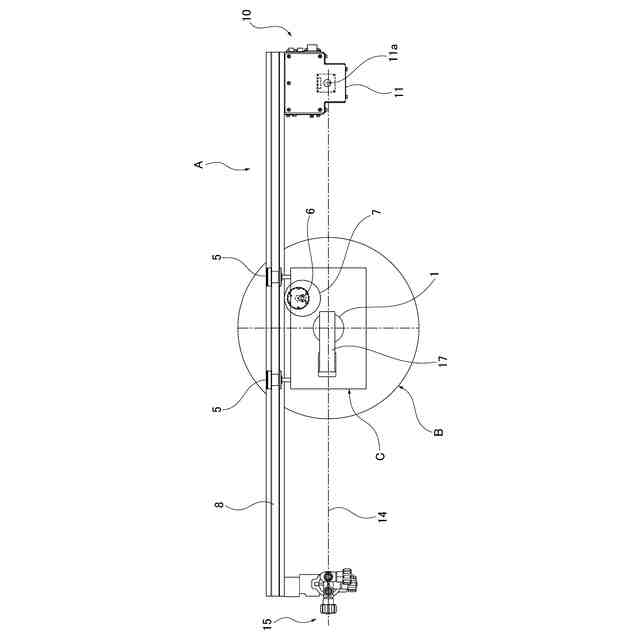
【解決手段】加工面に対して垂直方向に配置された旋回軸1と、旋回軸を駆動する旋回モータ2と、旋回軸1に駆動されて旋回する一対のローラ5と、ローラ5に案内されて直線移動する支持部材8と、支持部材を直線往復移動させる直線駆動モータ6と、支持部材の一方の端部側であって旋回軸の中心を通る直線14上に配置され、切断すべき形状に対応した図形を倣う倣い部10と、支持部材の他方の端部側であって直線14上に配置された切断トーチ15と、倣い部によって検出した直線14を基準とする倣い中心11aから図形に於ける目標点11bまでの角度θと距離lのデータを記憶すると共に記憶した角度と距離のデータによって、旋回モータ2と直線駆動モータ6を制御する制御部20と、を有する。
【選択図】 図1
特許請求の範囲
【請求項1】
切断すべき形状に対応した型又は線を倣って被切断材を切断する切断装置であって、
加工面に対して垂直方向に配置された旋回軸と、
前記旋回軸を駆動する旋回駆動部と、
前記旋回軸から離隔した位置に配置され、該旋回軸に駆動されて旋回する直線案内部材と、
前記直線案内部材に案内されて直線移動する棒状の支持部材と、
前記支持部材を直線往復移動させる直線駆動部と、
前記支持部材の一方の端部側であって前記旋回軸の中心を通る直線上に配置され、切断すべき形状に対応した型又は線を倣う倣い部と、
前記支持部材の他方の端部側であって前記旋回軸の中心を通る直線上に配置された切断部と、
前記倣い部によって検出した前記旋回軸の中心を通る直線を基準とする該倣い部の中心から前記切断すべき形状に対応した型又は線に於ける目標点までの角度と距離のデータを記憶すると共に記憶した角度と距離のデータによって、前記旋回駆動部と前記直線駆動部を制御する制御部と、
を有することを特徴とする切断装置。
続きを表示(約 130 文字)
【請求項2】
前記旋回軸及び旋回駆動部を収容した本体と、
前記本体の上部に旋回可能に配置され、側面に突出して配置された前記直線案内部材及び前記直線駆動部が配置された旋回体を、
を有することを特徴とする請求項1に記載した切断装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切断すべき形状に対応させた型或いは線を倣って切断する可搬式の切断装置に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鋼板やステンレス鋼板などの被切断材を、ガス切断トーチやプラズマ切断トーチなどの切断トーチを搭載した切断装置を利用して図形を切断することが行われている。このような切断装置として、例えば、工場に設置したレール上を走行するフレームを有し、切断すべき形状に対応させて描いた図面の縁や図面の線を光学的に検出して切断する倣い切断装置がある。一般的にこのような倣い切断装置は大型であり、被切断材をフレームの移動可能範囲に設定された切断領域に搬送して切断作業を行うように構成されている。
【0003】
一方、予め切断すべき製品に対応させて鋼板などによって製作した型に、磁石などを接触させつつ切断する型切断装置がある。この型切断装置は、作業員によって搬送し得る程度の重量を有しており、目的の作業場所まで作業員が搬送し、その場所で切断作業を行うことが可能である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記した倣い切断装置の場合、倣いの対象が型紙や図面の線であるため、切断すべき図形の変化に対応することが容易であるが、被切断材を搬送する必要があるため、小回りがきかないという問題がある。一方、上記した型切断装置の場合、被切断材を切断すべき場所の如何に関わらず、作業員が型切断装置を搬送して対応でき、小回りがきくという利点がある。しかし、切断すべき製品の形状が変わる度に、この形状に対応させた型を製作する必要があり、且つ製品の精度が型の精度に依存するという問題がある。
【0005】
本発明の目的は、倣い切断装置の利点と、型切断装置の利点を兼ね備えた切断装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために本発明に係る代表的な切断装置は、切断すべき形状に対応した型又は線を倣って被切断材を切断する切断装置であって、加工面に対して垂直方向に配置された旋回軸と、前記旋回軸を駆動する旋回駆動部と、前記旋回軸から離隔した位置に配置され、該旋回軸に駆動されて旋回する直線案内部材と、前記直線案内部材に案内されて直線移動する棒状の支持部材と、前記支持部材を直線往復移動させる直線駆動部と、前記支持部材の一方の端部側であって前記旋回軸の中心を通る直線上に配置され、切断すべき形状に対応した型又は線を倣う倣い部と、前記支持部材の他方の端部側であって前記旋回軸の中心を通る直線上に配置された切断部と、前記倣い部によって検出した前記旋回軸の中心を通る直線を基準とする該倣い部の中心から前記切断すべき形状に対応した型又は線に於ける目標点までの角度と距離のデータを記憶すると共に記憶した角度と距離のデータによって、前記旋回駆動部と前記直線駆動部を制御する制御部と、を有するものである。
【発明の効果】
【0007】
本発明に係る切断装置では、棒状の支持部材の両端部に倣い部と切断部を配置し、倣い部によって倣い中心から型紙又は線に於ける目標点までの角度と距離を検出して、支持部材の直線移動量と、旋回角度量と、を制御することで、倣い部と切断部の目標点方向への移動を実現することができる。このため、直交方向に夫々レールを配置する必要がなく小型化をはかることができ、且つ切断すべき形状が変化しても型紙又は線によって容易に対応することができる。従って、倣い切断装置としての利点と可搬式の切断装置としての利点を兼ね備えた切断装置とすることができる。
【図面の簡単な説明】
【0008】
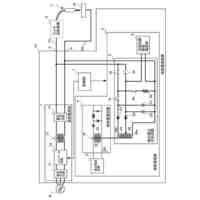
本実施例に係る切断装置の構成を説明する正面図である。
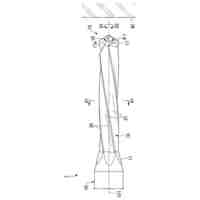
本実施例に係る切断装置の構成を説明する平面図である。
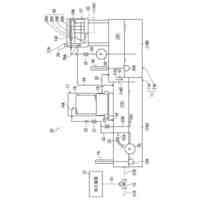
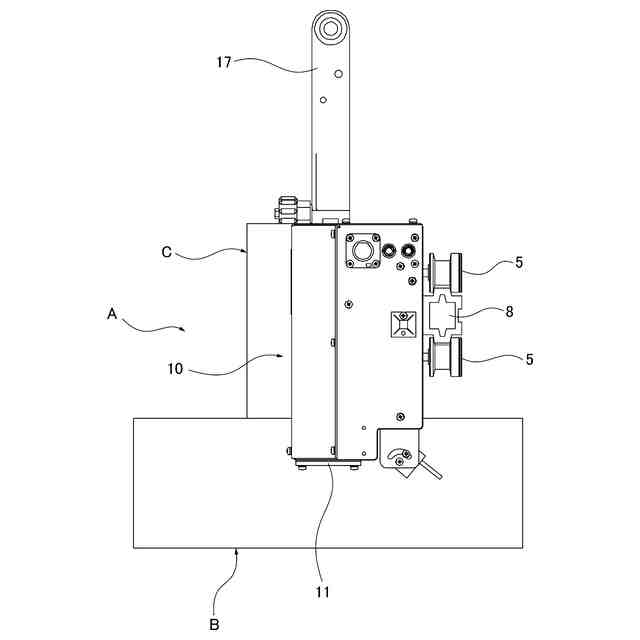
図1の右側面図である。
図1の左側面図である。
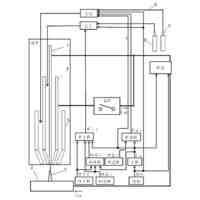
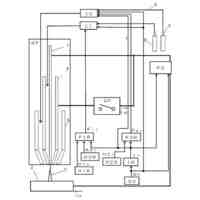
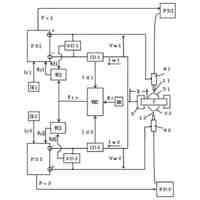
制御ブロック図である。
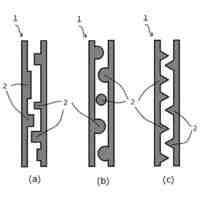
倣い部材による倣いの例を説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明に係る切断装置について説明する。本発明に係る切断装置は、切断すべき形状に対応して形成された型紙或いは線図(以下、型紙、線図を含めて「図面」という)などを倣って切断し得るように構成され、且つ作業すべき場所の如何に関わらず目的位置まで搬送することを可能としたものである。
【0010】
特に、支持部材を往復直線移動可能に構成すると共に旋回軸を中心とする旋回可能に構成し、この支持部材の両端に倣い部と切断部が旋回軸の中心(以下「旋回中心」という)を通り支持部材と平行な直線上に配置されている。このため、倣い部によって図面を倣ったとき、切断部は旋回中心を中心として対称の図形を描くことが可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
コンタクトチップ
12日前
日東精工株式会社
ねじ締め機
22日前
日東精工株式会社
ねじ締め機
22日前
トヨタ自動車株式会社
治具
23日前
株式会社ダイヘン
スタッド溶接電源
14日前
ブラザー工業株式会社
工作機械
12日前
株式会社ダイヘン
インチング制御方法
6日前
株式会社FUJI
ワーク置き台
19日前
光精工株式会社
クーラントタンク
19日前
旭精工株式会社
シャフトブレーキ
12日前
株式会社ダイヘン
アークスタート制御方法
6日前
株式会社ムラタ溶研
剪断装置
26日前
三和テッキ株式会社
レーザ付着物除去装置
14日前
古川精機株式会社
タッピングガイド
16日前
株式会社大林組
構造物形成方法
13日前
トヨタ自動車株式会社
レーザ加工装置
13日前
株式会社ダイヘン
溶接電源装置
14日前
カヤバ株式会社
溶接方法及び溶接構造
19日前
株式会社アイシン
金属部材の接合方法
22日前
トヨタ自動車株式会社
レーザ溶接方法
19日前
株式会社東京精密
加工用排液濾過装置
14日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
日進工具株式会社
切削工具
8日前
オークマ株式会社
切削液循環装置
7日前
トリックス株式会社
端部封止方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社東芝
レーザ溶接方法
14日前
ダイハツ工業株式会社
マシニングセンタ
5日前
日本タングステン株式会社
形彫放電加工用電極
13日前
日立造船株式会社
溶接装置
12日前
三菱マテリアル株式会社
表面被覆切削工具
23日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
住友精密工業株式会社
熱交換器の製造方法
13日前
株式会社ダイヘン
複数の溶接電源による溶接方法
6日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ