TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147308
公報種別
公開特許公報(A)
公開日
2024-10-16
出願番号
2023060237
出願日
2023-04-03
発明の名称
工具ホルダおよび複合加工旋盤
出願人
オークマ株式会社
代理人
個人
,
個人
,
個人
主分類
B23B
29/12 20060101AFI20241008BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高圧の冷却流体を回転工具および固定工具のいずれにも噴射することができる工具ホルダを提供する。
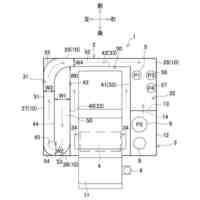
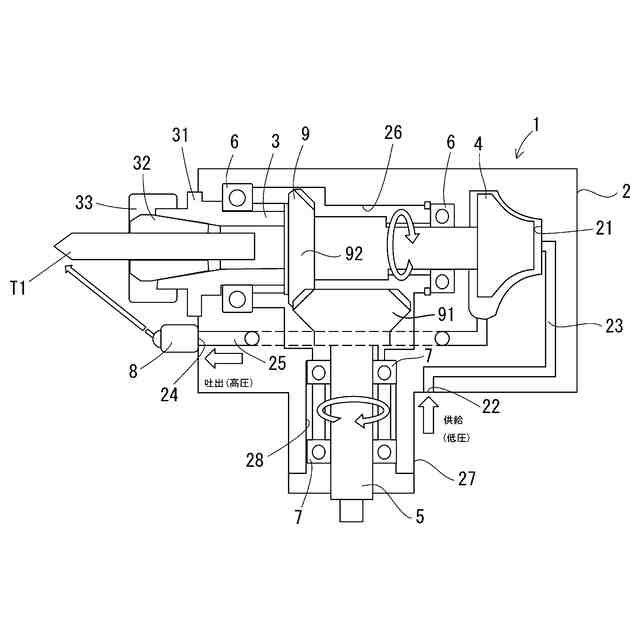
【解決手段】回転工具ホルダ1のホルダハウジング2に、タービン室21、一端が低圧冷却流体入口22となるとともに他端がタービン室21内に通じている低圧冷却流体通路23、および一端がタービン室21内に通じるとともに他端が高圧冷却流体出口24となる高圧冷却流体通路25が形成されている。ホルダハウジング2内に工具主軸3が配置され、工具主軸3のタービン室21内への突出部に、低圧冷却流体通路23からタービン室21内に送り込まれた低圧冷却流体を圧縮するインペラ4が固定状に設けられている。ホルダハウジング2に、高圧冷却流体出口24から送り出される高圧冷却流体を工具主軸3に装着された回転工具T1に向かって吐出する噴射ノズル8が設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
工具を有するホルダハウジングを備えかつ複合加工旋盤のタレットの工具取付ステーションに取り付けられる工具ホルダであって、
前記ホルダハウジングに、タービン室、一端が前記ホルダハウジングの外面に開口した低圧冷却流体入口となっているとともに他端が前記タービン室内に通じている低圧冷却流体通路、および一端が前記タービン室内に通じるとともに他端が前記ホルダハウジングの外面に開口した高圧冷却流体出口となっている高圧冷却流体通路が形成されており、
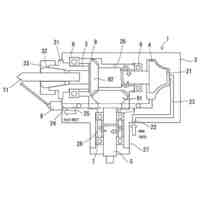
前記ホルダハウジング内に、一端が前記タービン室内に突出した回転自在の回転軸が配置され、前記回転軸における前記タービン室内への突出部に、前記低圧冷却流体通路から前記タービン室内に送り込まれた低圧冷却流体を圧縮する冷却流体圧縮用のインペラが固定状に設けられ、前記ホルダハウジングに、前記高圧冷却流体出口から送り出される高圧冷却流体を前記ホルダハウジングに装着された前記工具に向かって吐出する噴射ノズルが設けられている、工具ホルダ。
続きを表示(約 810 文字)
【請求項2】
前記回転軸が、前記タービン室内に突出した側とは反対側の端部に回転工具装着部を有する工具主軸であり、前記工具主軸の前記回転工具装着部に回転工具が装着されており、前記ホルダハウジング内に、前記工具主軸を回転させる回転自在の駆動軸が配置され、前記駆動軸と前記工具主軸との間に、前記駆動軸の回転を前記工具主軸に伝えて前記工具主軸を回転させる伝動装置が設けられており、前記噴射ノズルが前記工具主軸に装着された回転工具に高圧冷却流体を噴射するようになっている、請求項1記載の工具ホルダ。
【請求項3】
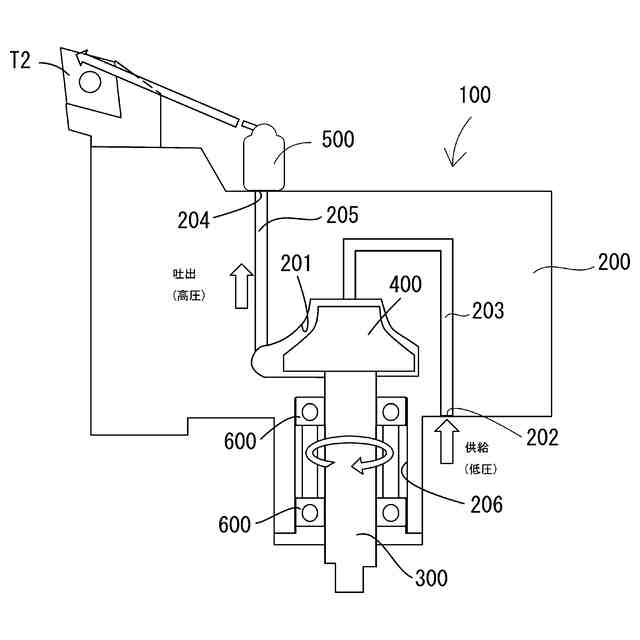
前記ホルダハウジングの外面に固定工具が装着されており、前記噴射ノズルが前記固定工具に高圧冷却流体を噴射するようになっている、請求項1記載の工具ホルダ。
【請求項4】
回転工具を保持する回転工具ホルダが取り付けられる少なくとも1つの回転工具取付ステーションと、固定工具を保持する固定工具ホルダが取り付けられる少なくとも1つの固定工具取付ステーションとが設けられているタレットを備えた複合加工旋盤であって、前記回転工具ホルダが請求項2記載の工具ホルダからなる、複合加工旋盤。
【請求項5】
回転工具を保持する回転工具ホルダが取り付けられる少なくとも1つの回転工具取付ステーションと、固定工具を保持する固定工具ホルダが取り付けられる少なくとも1つの固定工具取付ステーションとが設けられているタレットを備えた複合加工旋盤であって、
前記回転工具ホルダが請求項2記載の工具ホルダからなり、前記固定工具ホルダが請求項3記載の工具ホルダからなり、前記回転工具ホルダの前記駆動軸が前記タレットに設けられた回転駆動機構により回転させられるようになっており、前記固定工具ホルダの前記回転軸が、前記タレットに設けられた回転駆動機構により回転させられるようになっている、複合加工旋盤。
発明の詳細な説明
【技術分野】
【0001】
この発明は工具ホルダおよびこれを用いた複合加工旋盤に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
回転工具が取り付けられる工具ホルダとして、特許文献1記載のものが知られている。特許文献1記載の工具ホルダは、旋盤の刃物台に取付けられるハウジングにスピンドル挿入孔を設け、このスピンドル挿入孔内に挿通されて一方向に回転駆動されるスピンドルには先端面から軸方向に延びるシャンク挿入孔と、そのシャンク挿入孔の閉塞端から軸方向に延びるねじ孔とを形成し、前記スピンドルの先端部にシャンク挿入孔に挿入される工具のシャンクを挟持するチャック機構を設け、前記ねじ孔に工具のシャンク後端面を位置決めするアジャストスクリュをねじ係合し、そのアジャストスクリュに軸方向の通路を形成し、前記ハウジングには工具の刃部外周に向けてクーラントを噴射する外部給油ノズルを設け、前記ハウジングにはその後端面から前記アジャストスクリュの背部に形成された油溜りに連通する第1給油通路と、その油溜りと外部給油ノズルに連通する第2給油通路とを設け、前記第2給油通路に開閉用の切換えバルブを組込んだ旋盤用工具ホルダである。
【0003】
特許文献1記載の工具ホルダを用いて切削加工を行なう場合は、シャンク挿入孔内に工具のシャンクを挿入し、シャンク後端面をアジャストスクリュの先端面に密着させた状態で、そのシャンクをチャック機構により挟持してスピンドルと共に工具を回転させる。
【0004】
ここで、工具が油通路を有しない工具であれば、アジャストスクリュに形成された通路の先端開口は、アジャストスクリュの先端面に密着された工具シャンクの後端面で閉塞されるので、切換えバルブを開放する。切換えバルブを開放すると、刃物台側から第1給油通路に供給されたクーラントは油溜りから第2給油通路に流れて外部給油ノズルに至り、その外部給油ノズルから工具の刃部外周に向けてクーラントが噴射される。
【0005】
一方、工具が油通路を内部に有する工具であれば、油通路はアジャストスクリュの通路と連通するので、切換えバルブを閉鎖する。切換えバルブを閉鎖すると、第1給油通路に供給されたクーラントはアジャストスクリュの通路に流れ、工具シャンクの後端から工具内に形成された油通路に流れ、油通路先端から流出する。
【先行技術文献】
【特許文献】
【0006】
特開2003-181743号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1記載の工具ホルダでは、回転工具に供給されるクーラントの吐出圧はクーラント供給ポンプの能力に依存する。一般的なクーラント供給ポンプでは、クーラント吐出圧が低く、冷却効果、潤滑効果や切粉付着防止効果が十分ではないおそれがある。また、バイトなどの固定工具へのクーラントの噴射も同様に、クーラントの吐出圧力はクーラント供給ポンプの能力に依存し、一般的には吐出圧力が低く、冷却効果、潤滑効果や切粉付着防止効果が十分ではないおそれがある。
【0008】
この発明の目的は、上記課題を解決し、簡単な構成で冷却流体を圧縮して高圧にすることが可能になり、高圧の冷却流体を回転工具および固定工具のいずれにも噴射することができて、工具の冷却および潤滑、ならびに切粉付着防止を効果的に行いうる工具ホルダおよび複合加工旋盤を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために以下の態様からなる。
【0010】
1)工具を有するホルダハウジングを備えかつ複合加工旋盤のタレットの工具取付ステーションに取り付けられる工具ホルダであって、
前記ホルダハウジングに、タービン室、一端が前記ホルダハウジングの外面に開口した低圧冷却流体入口となっているとともに他端が前記タービン室内に通じている低圧冷却流体通路、および一端が前記タービン室内に通じるとともに他端が前記ホルダハウジングの外面に開口した高圧冷却流体出口となっている高圧冷却流体通路が形成されており、
前記ホルダハウジング内に、一端が前記タービン室内に突出した回転自在の回転軸が配置され、前記回転軸における前記タービン室内への突出部に、前記低圧冷却流体通路から前記タービン室内に送り込まれた低圧冷却流体を圧縮する冷却流体圧縮用のインペラが固定状に設けられ、前記ホルダハウジングに、前記高圧冷却流体出口から送り出される高圧冷却流体を前記ホルダハウジングに装着された前記工具に向かって吐出する噴射ノズルが設けられている、工具ホルダ。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オークマ株式会社
切削液循環装置
1日前
オークマ株式会社
ステータ、および、レゾルバ
13日前
オークマ株式会社
工具ホルダおよび複合加工旋盤
1日前
個人
面取り装置
1か月前
日東精工株式会社
ねじ締め機
16日前
日東精工株式会社
ねじ締め機
16日前
個人
コンタクトチップ
6日前
トヨタ自動車株式会社
治具
17日前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
株式会社ダイヘン
スタッド溶接電源
8日前
ブラザー工業株式会社
工作機械
1か月前
株式会社MOLDINO
ドリル
1か月前
ブラザー工業株式会社
工作機械
6日前
津根精機株式会社
鉄筋切断装置
1か月前
福井県
マルチマテリアルの点接合構造
2か月前
株式会社FUJI
ワーク置き台
13日前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
エンドミル
1か月前
株式会社向洋技研
スポットネジ及び電極
2か月前
光精工株式会社
クーラントタンク
13日前
個人
交換式給油ブラシの切削油の給油器
1か月前
旭精工株式会社
シャフトブレーキ
6日前
株式会社ムラタ溶研
剪断装置
20日前
古川精機株式会社
タッピングガイド
10日前
株式会社進和
肉盛加工ノズル
1か月前
三和テッキ株式会社
レーザ付着物除去装置
8日前
トヨタ自動車株式会社
レーザ加工装置
7日前
トヨタ自動車株式会社
レーザ加工方法
2か月前
株式会社アイシン
金属部材の接合方法
16日前
トヨタ自動車株式会社
レーザ溶接方法
13日前
ブラザー工業株式会社
工作機械
1か月前
カヤバ株式会社
溶接方法及び溶接構造
13日前
株式会社東京精密
加工用排液濾過装置
8日前
株式会社ダイヘン
溶接電源装置
8日前
株式会社大林組
構造物形成方法
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ