TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024145626
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023058063
出願日
2023-03-31
発明の名称
ワーク加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20241004BHJP(基本的電気素子)
要約
【課題】ワークを高品質に加工できるワーク加工方法を提供する。
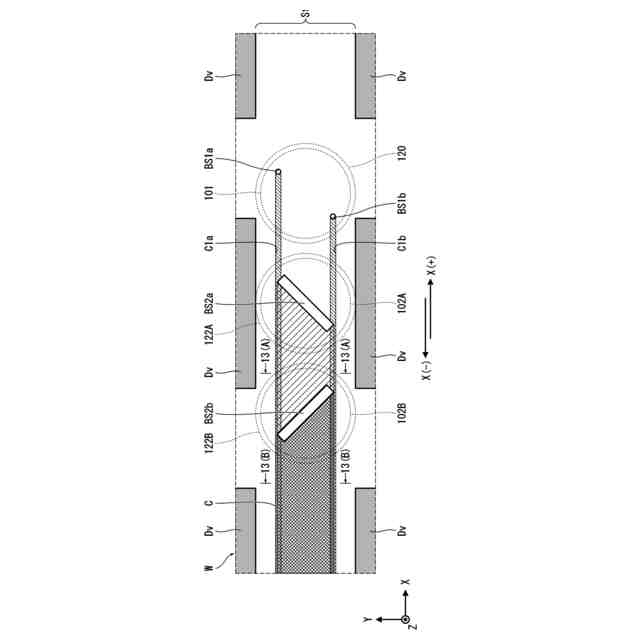
【解決手段】ワークに形成された2条の溝の間を中抜き加工するワーク加工方法であり、2条の溝に沿って相対的に加工送りが与えられるワークに対し、2条の溝の間にビームスポットが非円形状の第1レーザ光を照射して、2条の溝の間を中抜き加工する第1工程と、2条の溝に沿って相対的に加工送りが与えられるワークに対し、第1レーザ光によって中抜き加工された2条の溝の間にビームスポットが非円形状の第2レーザ光を照射して、2条の溝の間を更に中抜き加工する第2工程と、を含む。第1工程では、2条の溝の間隔に対応した加工幅となるように、加工の進行方向に対して、ビームスポットの長手方向を傾けて第1レーザ光を照射する。第2工程では、2条の溝の間隔に対応した加工幅となるように、加工の進行方向に対して、ビームスポットの長手方向を第1レーザ光と逆方向に傾けて第2レーザ光を照射する。
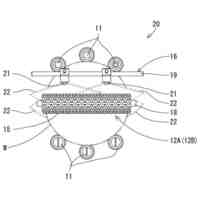
【選択図】図12
特許請求の範囲
【請求項1】
ワークに形成された2条の溝の間を中抜き加工するワーク加工方法であって、
2条の前記溝に沿って相対的に加工送りが与えられる前記ワークに対し、2条の前記溝の間にビームスポットが非円形状の第1レーザ光を照射して、2条の前記溝の間を中抜き加工する第1工程と、
2条の前記溝に沿って相対的に加工送りが与えられる前記ワークに対し、前記第1レーザ光によって中抜き加工された2条の前記溝の間にビームスポットが非円形状の第2レーザ光を照射して、2条の前記溝の間を更に中抜き加工する第2工程と、
を含み、
前記第1工程では、2条の前記溝の間隔に対応した加工幅となるように、加工の進行方向に対して、ビームスポットの長手方向を傾けて前記第1レーザ光を照射し、
前記第2工程では、2条の前記溝の間隔に対応した加工幅となるように、加工の進行方向に対して、ビームスポットの長手方向を前記第1レーザ光と逆方向に傾けて前記第2レーザ光を照射する、
ワーク加工方法。
続きを表示(約 830 文字)
【請求項2】
前記第1レーザ光のビームスポットと前記第2レーザ光のビームスポットとを互いに逆方向かつ同じ角度で傾斜させる、
請求項1に記載のワーク加工方法。
【請求項3】
加工送りを少なくとも2回与える場合において、
1回目の加工送りで前記第1工程を実行し、
2回目の加工送りで前記第2工程を実行する、
請求項1又は2に記載のワーク加工方法。
【請求項4】
3回目以降の加工送りにおいて、前記第1工程及び前記第2工程を交互に実行する、
請求項3に記載のワーク加工方法。
【請求項5】
加工送りを奇数回与える場合において、最後の加工送りは、1回目よりも前記第1レーザ光の強度を低く設定して、前記第1工程を実行する、
請求項4に記載のワーク加工方法。
【請求項6】
加工送りごとに前記第1レーザ光及び前記第2レーザ光の強度を変える、
請求項1又は2に記載のワーク加工方法。
【請求項7】
1回の加工送りで前記第1工程及び前記第2工程を実行する、
請求項1又は2に記載のワーク加工方法。
【請求項8】
同じ集光レンズから前記第1レーザ光及び前記第2レーザ光を出射させて、1回の加工送りで前記第1工程及び前記第2工程を実行する、
請求項7に記載のワーク加工方法。
【請求項9】
異なる集光レンズから前記第1レーザ光及び前記第2レーザ光を出射させて、1回の加工送りで前記第1工程及び前記第2工程を実行する、
請求項7に記載のワーク加工方法。
【請求項10】
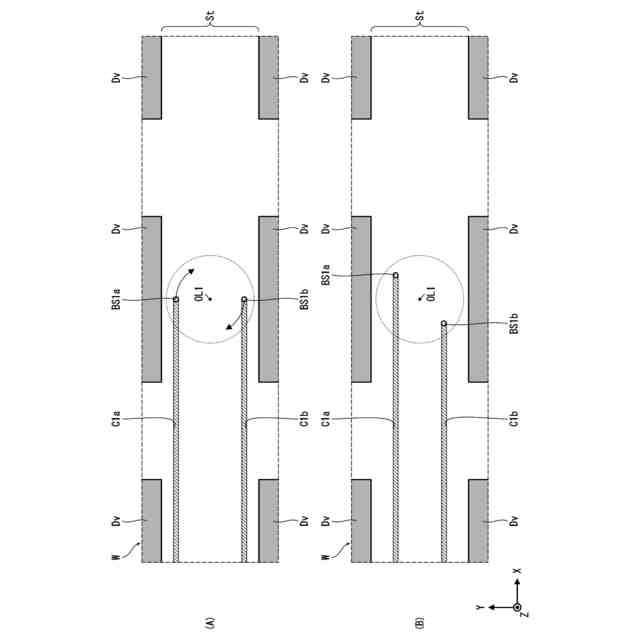
相対的に加工送りが与えられる前記ワークに対し、一対の第3レーザ光を照射して、2条の前記溝を加工する工程を更に含む、
請求項1又は2に記載のワーク加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク加工方法に係り、特にワークに形成された2条の溝の間を中抜き加工するワーク加工方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
層間絶縁膜にLow-k(低誘電率)膜を使用した半導体のウェーハは、通常のブレードダイサを使用してチップ化すると、膜剥離(デラミネーション)が発生するという問題がある。
【0003】
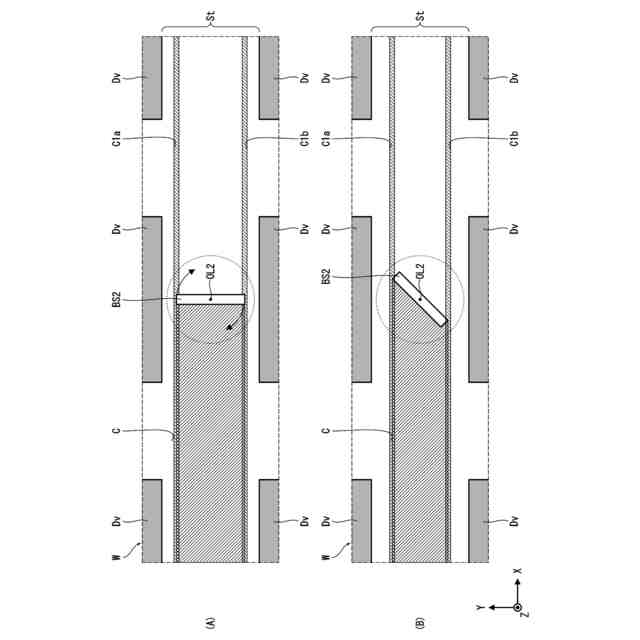
特許文献1には、ストリートに沿って2条の溝を加工し、かつ、その2条の溝の間をレーザ光で中抜き加工して、ストリートからLow-k膜を含む積層体を除去することが提案されている。また、特許文献1には、ビームスポットの形状を矩形等の非円形状とし、ビームスポットを光軸周りに回転させることで、中抜き加工の加工幅を調整することが提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-192922号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、加工幅を調整するために非円形状のビームスポットを傾斜させて加工すると、加工される溝内にデブリが偏って付着する場合があり、加工品質を低下させるという問題がある。
【0006】
本発明は、このような事情に鑑みてなされたもので、ワークを高品質に加工できるワーク加工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための第1の態様は、ワークに形成された2条の溝の間を中抜き加工するワーク加工方法であって、2条の溝に沿って相対的に加工送りが与えられるワークに対し、2条の溝の間にビームスポットが非円形状の第1レーザ光を照射して、2条の溝の間を中抜き加工する第1工程と、2条の溝に沿って相対的に加工送りが与えられるワークに対し、第1レーザ光によって中抜き加工された2条の溝の間にビームスポットが非円形状の第2レーザ光を照射して、2条の溝の間を更に中抜き加工する第2工程と、を含み、第1工程では、2条の溝の間隔に対応した加工幅となるように、加工の進行方向に対して、ビームスポットの長手方向を傾けて第1レーザ光を照射し、第2工程では、2条の溝の間隔に対応した加工幅となるように、加工の進行方向に対して、ビームスポットの長手方向を第1レーザ光と逆方向に傾けて第2レーザ光を照射する、ワーク加工方法である。
【0008】
第2の態様は、第1の態様のワーク加工方法において、第1レーザ光のビームスポットと第2レーザ光のビームスポットとを互いに逆方向かつ同じ角度で傾斜させる、ワーク加工方法である。
【0009】
第3の態様は、第1又は第2の態様のワーク加工方法において、加工送りを少なくとも2回与える場合において、1回目の加工送りで第1工程を実行し、2回目の加工送りで第2工程を実行する、ワーク加工方法である。
【0010】
第4の態様は、第3の態様のワーク加工方法において、3回目以降の加工送りにおいて、第1工程及び第2工程を交互に実行する、ワーク加工方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
保管ロッカー及び保管システム
10日前
株式会社東京精密
レーザ照射装置及び方法並びにレーザ加工装置
3日前
株式会社東京精密
ウェーハチャック、温度制御システム及び温度制御方法
9日前
株式会社東京精密
ブラシ洗浄装置
9日前
株式会社東京精密
マルチプローバ
1か月前
株式会社東京精密
形状測定機の校正方法
5日前
株式会社東京精密
ワーク検査方法及び装置
13日前
株式会社東京精密
アライメント装置及び方法
9日前
株式会社東京精密
ウェーハ加工方法及びシステム
1か月前
株式会社東京精密
内面形状測定機、及び内面形状測定機のアライメント方法
3日前
株式会社東京精密
ウェハテストシステム、プローブカード交換方法、及びプローバ
24日前
個人
複円環アレーアンテナ
25日前
個人
接触式電気的導通端子
10日前
日星電気株式会社
同軸ケーブル
17日前
オムロン株式会社
入力装置
25日前
日本バイリーン株式会社
電極支持体
18日前
株式会社村田製作所
磁性部品
1か月前
株式会社GSユアサ
蓄電装置
25日前
オムロン株式会社
電磁継電器
24日前
三菱電機株式会社
漏電遮断器
1か月前
株式会社GSユアサ
蓄電装置
25日前
太陽誘電株式会社
全固体電池
16日前
株式会社GSユアサ
蓄電装置
25日前
株式会社ADEKA
全固体二次電池
2日前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
2日前
個人
安全プラグ安全ソケット
12日前
マクセル株式会社
配列用マスク
16日前
日本特殊陶業株式会社
保持装置
16日前
マクセル株式会社
配列用マスク
16日前
トヨタ自動車株式会社
蓄電装置
2日前
株式会社ダイヘン
開閉器
16日前
古河電池株式会社
非水電解質二次電池
1か月前
TDK株式会社
電子部品
24日前
トヨタ自動車株式会社
電池パック
3日前
ホシデン株式会社
多方向入力装置
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ