TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024145435
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023057781
出願日
2023-03-31
発明の名称
焼結ダイヤモンド砥石、焼結ダイヤモンド砥石の製造方法、焼結ダイヤモンド砥石の製造装置及び焼結ダイヤモンド砥石を用いた工作機械
出願人
地方独立行政法人大阪産業技術研究所
代理人
弁理士法人IPRコンサルタント
主分類
B24D
5/02 20060101AFI20241004BHJP(研削;研磨)
要約
【課題】多数の微小切れ刃と切り屑の逃げ場となるチップポケットを有し、硬脆材料を高精度に高能率加工することができる焼結ダイヤモンド砥石を提供する。また、本発明の焼結ダイヤモンド砥石を簡便かつ効率的に製造する方法、及び当該製造方法に好適に用いることができる製造装置を提供する。更に、本発明の焼結ダイヤモンド砥石を用いたガラス成形金型加工用の工作機械を提供する。
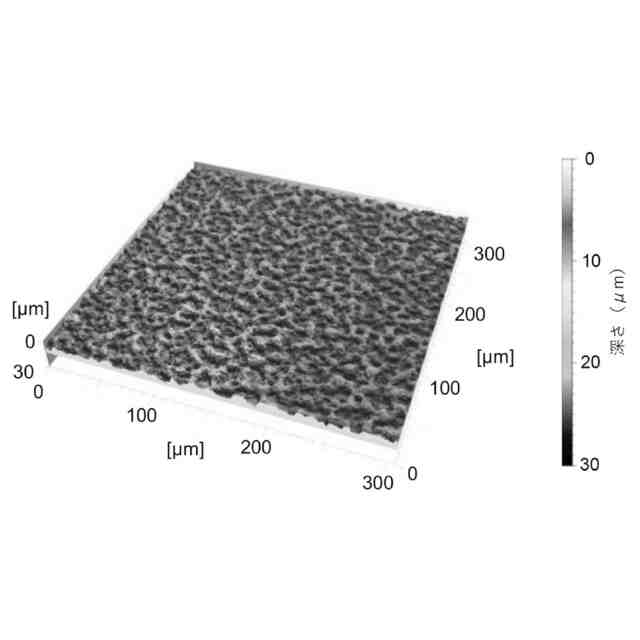
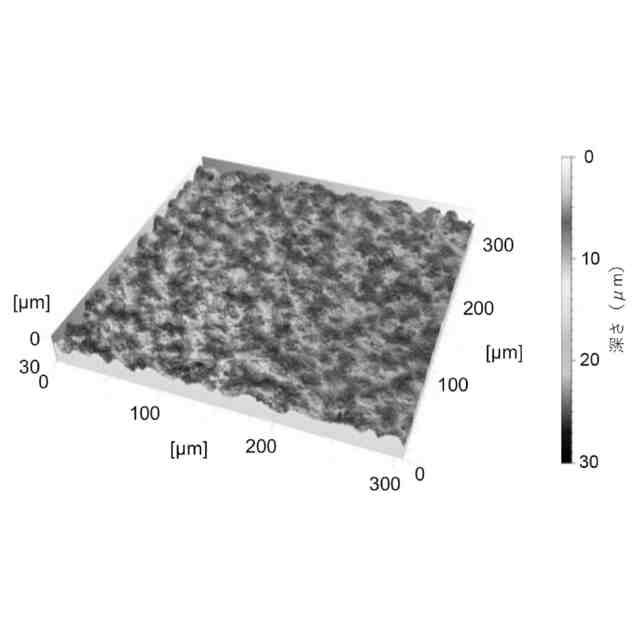
【解決手段】ダイヤモンド焼結体の表面に複数の切れ刃と複数のチップポケットが形成され、隣接する切れ刃同士の間隔が1~200μmであり、チップポケットの深さの平均値が5μm以上であること、を特徴とする焼結ダイヤモンド砥石。
【選択図】図3
特許請求の範囲
【請求項1】
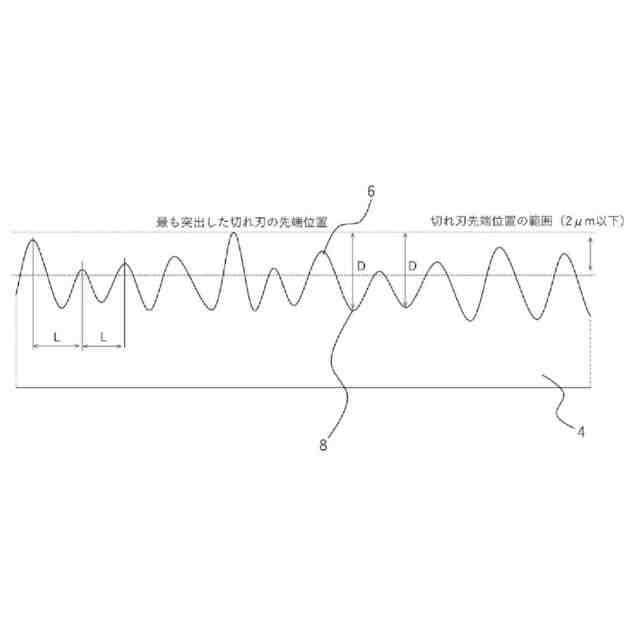
ダイヤモンド焼結体の表面に複数の切れ刃と複数のチップポケットが形成され、
隣接する前記切れ刃同士の間隔が1~200μmであり、
前記チップポケットの深さの平均値が5μm以上であること、
を特徴とする焼結ダイヤモンド砥石。
続きを表示(約 1,000 文字)
【請求項2】
前記切れ刃の先端の位置は、最も突出した前記切れ刃の先端位置からの差が2μm以内であること、
を特徴とする請求項1に記載の焼結ダイヤモンド砥石。
【請求項3】
前記ダイヤモンド焼結体のダイヤモンド粒子径が0.1~50μmであること、
を特徴とする請求項1又は2に記載の焼結ダイヤモンド砥石。
【請求項4】
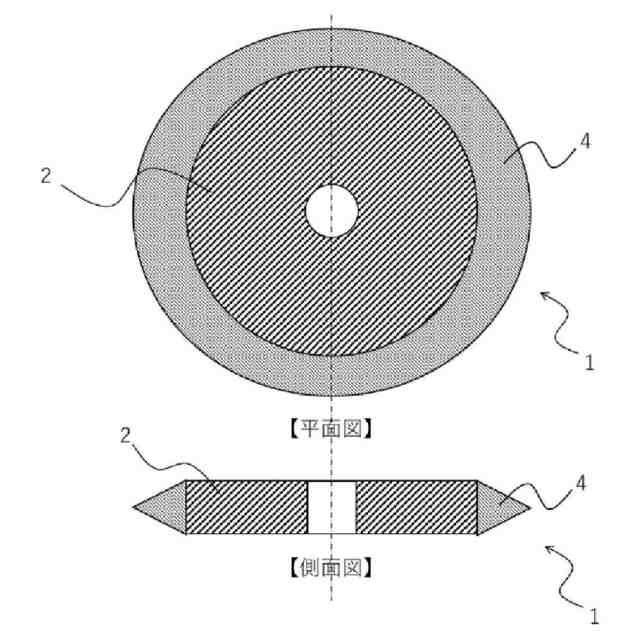
円盤形状を有していること、
を特徴とする請求項1又は2に記載の焼結ダイヤモンド砥石。
【請求項5】
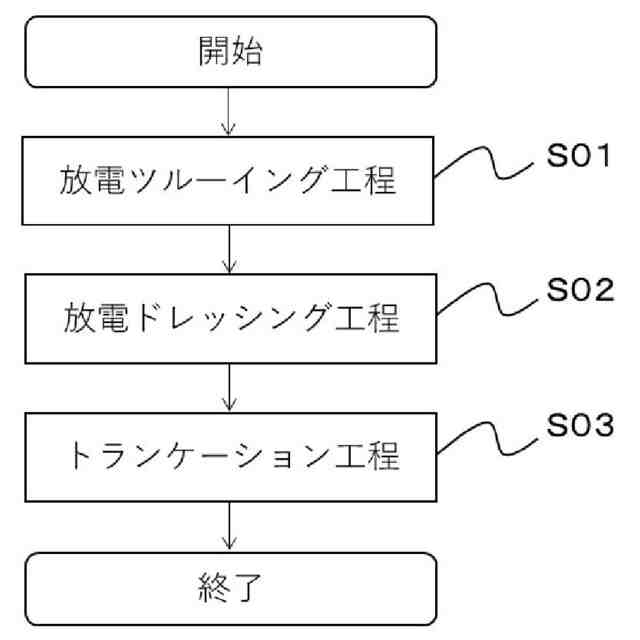
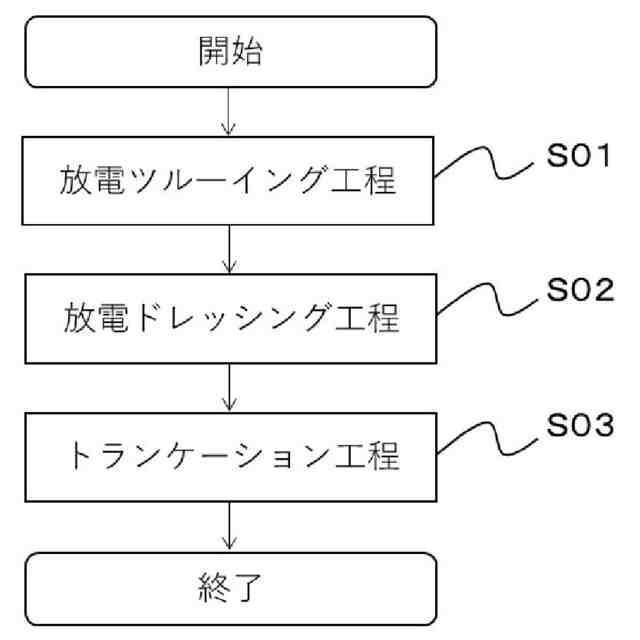
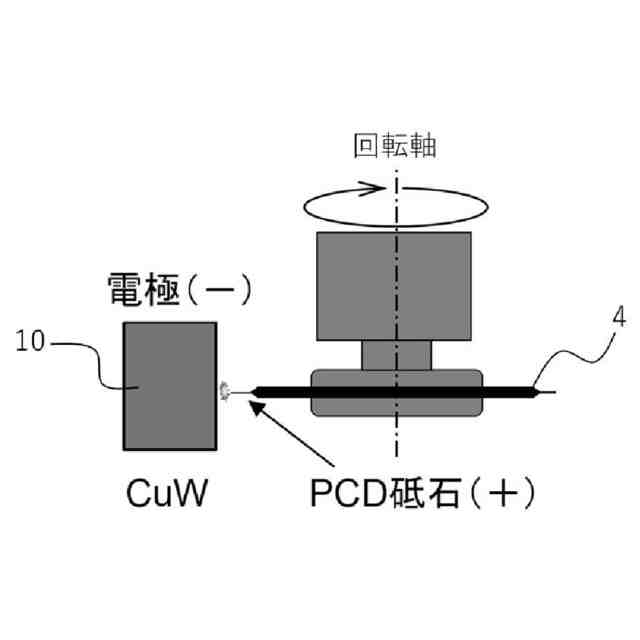
放電加工を用いた放電ドレッシングによって、ダイヤモンド焼結体の表面に複数の切れ刃と複数のチップポケットを形成する焼結ダイヤモンド砥石の製造方法であって、
前記放電ドレッシングの電極に導電性非金属を用い、
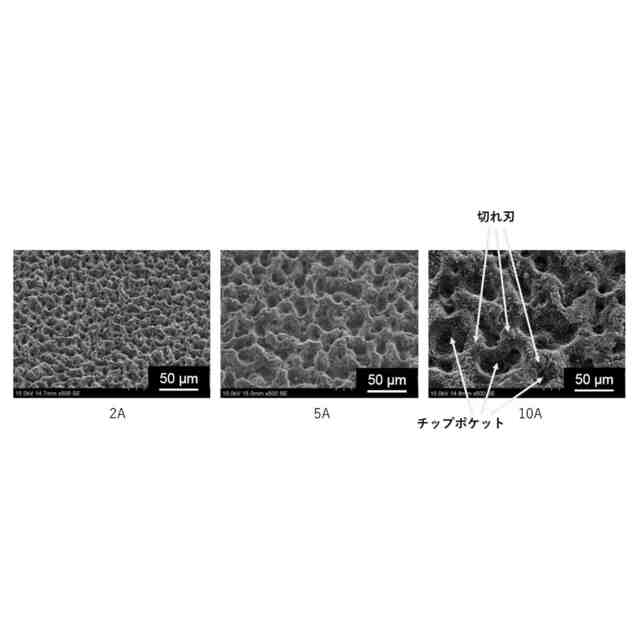
前記放電ドレッシングのパルス幅を1μs以下、最大放電電流値を2A以上とし、
隣接する前記切れ刃同士の間隔を1~200μmとし、
前記チップポケットの深さの平均値を5μm以上とすること、
を特徴とする焼結ダイヤモンド砥石の製造方法。
【請求項6】
前記導電性非金属に単結晶SiCを用いること、
を特徴とする請求項5に記載の焼結ダイヤモンド砥石の製造方法。
【請求項7】
前記放電ドレッシングの加工液に超純水を用いること、
を特徴とする請求項5又は6に記載の焼結ダイヤモンド砥石の製造方法。
【請求項8】
放電加工を用いて前記ダイヤモンド焼結体の回転振れの修正及び/又は前記ダイヤモンド焼結体の形状の創成を行う放電ツル―イング工程を有していること、
を特徴とする請求項5又は6に記載の焼結ダイヤモンド砥石の製造方法。
【請求項9】
前記放電ツル―イング工程において、前記ダイヤモンド焼結体を回転させながら、前記ダイヤモンド焼結体に放電加工を施し、
前記ダイヤモンド焼結体の外周面を円環状に成形すると共に、前記ダイヤモンド焼結体の回転振れを修正すること、
を特徴とする請求項8に記載の焼結ダイヤモンド砥石の製造方法。
【請求項10】
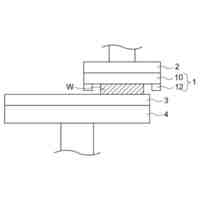
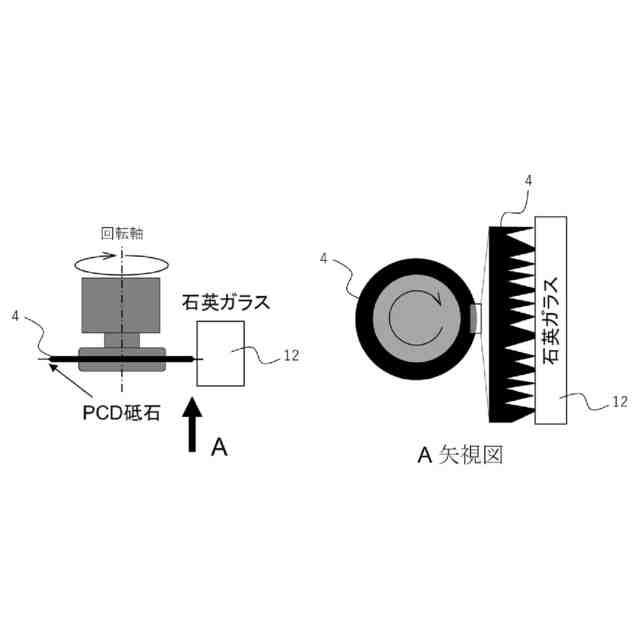
前記ダイヤモンド焼結体を回転させながら、前記ダイヤモンド焼結体の前記切れ刃の先端を石英ガラスに接触させ、前記切れ刃の先端部の位置を均一化すること、
を特徴とする請求項5又は6に記載の焼結ダイヤモンド砥石の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型の精密加工等に用いることができる焼結ダイヤモンド砥石、当該焼結ダイヤモンド砥石の製造方法、当該焼結ダイヤモンド砥石の製造装置及び当該焼結ダイヤモンド砥石を用いた工作機械に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
車載カメラ向け光学ガラスレンズ成形用金型等の精密加工には、高硬度で耐摩耗性に優れた焼結ダイヤモンド(PCD)砥石が用いられる。しかしながら、従来のPCD砥石は、適切な微小切れ刃とチップポケットを有していないため、CVD-SiC等の硬脆材料からなる金型を高精度に高能率加工することが困難であった。
【0003】
これに対し、例えば、特許文献1(特開2016-112678号公報)においては、「ダイヤモンド焼結体の表面粗さを小さくして被削材の高精度な加工を行えるようにしたダイヤモンド焼結体ボールエンドミルとその製造方法を提供すること」を目的として、「ダイヤモンド焼結体ボールエンドミルであって、工具本体の先端の刃部が半球状の球体面を有し、該半球状の球体面の表面はダイヤモンド粒子と結合剤によるダイヤモンド焼結体の凸部を研磨加工してなることを特徴とするダイヤモンド焼結体ボールエンドミル。」が提案されている。
【0004】
上記特許文献1に記載のダイヤモンド焼結体ボールエンドミルにおいては、「工具本体の先端の刃部が半球状の球体面を有し、該半球状の球体面の表面はダイヤモンド粒子とコバルト等の結合剤の焼結体を研磨加工してなるため、ダイヤモンド焼結体の表面に突出するダイヤモンド粒子を研磨すると共に表面に付着する高熱で劣化したダイヤモンド粒子や酸化物等の不純物を研磨によって除去したため、表面の面粗さが小さくなり被削材の加工精度が一層向上する。しかも、ダイヤモンド焼結体の表面の面粗さが向上するために切削加工によって生じる被削材の切屑が付着することを妨げるので被削材の加工精度が一層向上するという利点が得られる。」とされている。
【0005】
また、特許文献2(特開2011-200944号公報)においては、「高い加工レートを実現できると共に、表面の平滑化が可能な加工方法を提供する」ということを目的として、「アルカリ溶液中に配置された被加工物の表面に、同被加工物のバンドギャップよりも大きなエネルギーを有する光を照射すると共に、前記光が照射された前記被加工物の表面に加工部材を接触させた状態で前記被加工物と前記加工部材を相対的に変位させる工程を備える加工方法。」が提案され、被加工物をダイヤモンドとすることが示されている。
【0006】
上記特許文献2に記載の加工方法においては、「被加工物の表面に形成された軟質な層については、(1)アルカリ溶液によって化学的に除去され、若しくは、(2)加工部材によって機械的に除去され、若しくは、(3)アルカリ溶液によって化学的に除去されると共に加工部材によって機械的に除去されることとなる。」とされており、その結果、「高い加工速度を実現することが可能となる」とされている。
【先行技術文献】
【特許文献】
【0007】
特開2016-112678号公報
特開2011-200944号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来技術を用いてダイヤモンド焼結体の表面に比較的大きな凹凸を形成させることは困難であることから、上記特許文献1に記載のダイヤモンド焼結体ボールエンドミルにおいては、ダイヤモンド表面の凹凸を最大1μm以下とすることを特徴としている。しかしながら、CVD-SiC等の硬脆材料からなる金型を高精度に高能率加工するためには、多数の微小切れ刃と切り屑の逃げ場となるチップポケットをダイヤモンド焼結体の表面に形成させる必要がある。これに対し、上記特許文献1に記載のダイヤモンド焼結体ボールエンドミルの表面における凹凸は最大1μm以下となっており、切り屑の逃げ場として十分な深さのチップポケットを有していない。加えて、上記特許文献1に記載のダイヤモンド焼結体ボールエンドミルでは、高い切削能力を発現させることが困難である。
【0009】
また、上記特許文献2に記載の加工方法は、研磨を施したダイヤモンドの表面におけるナノメートルオーダーの凹凸を更に均一化することを目的とした技術である。これに対し、微小切れ刃と適当な深さのチップポケットを形成する場合は、ダイヤモンド焼結体の表面における凹凸は必然的にマイクロメートルオーダーとなり、特許文献2に記載の加工方法を適用することは極めて困難である。また、ナノメートルオーダーの凹凸からなる切れ刃では、切削能力の観点からも十分とは言い難い。
【0010】
以上のような従来技術における問題点に鑑み、本発明の目的は、多数の微小切れ刃と切り屑の逃げ場となるチップポケットを有し、硬脆材料を高精度に高能率加工することができる焼結ダイヤモンド砥石を提供することにある。また、本発明は、本発明の焼結ダイヤモンド砥石を簡便かつ効率的に製造する方法、及び当該製造方法に好適に用いることができる製造装置を提供することも目的としている。更に、本発明は、本発明の焼結ダイヤモンド砥石を用いたガラス成形金型加工用の工作機械を提供することも目的としている。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日清工業株式会社
両頭平面研削盤
9日前
三重電子株式会社
タイヤ研磨装置
1か月前
株式会社松風
歯科用研磨材
1か月前
株式会社東京精密
研削装置及び研削方法
1か月前
株式会社ナノテム
砥石
1か月前
株式会社ナノテム
砥石
17日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
株式会社東京精密
リテーナリングの組立方法
1か月前
富士紡ホールディングス株式会社
研磨パッド
1か月前
トヨタ自動車株式会社
ラッピング加工装置
16日前
信越半導体株式会社
研磨布の洗浄方法
1か月前
ファクトリーファイブ株式会社
破損検出機構
17日前
富士紡ホールディングス株式会社
研磨パッド
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
16日前
株式会社ディスコ
研磨装置
16日前
株式会社太陽
両面研磨装置
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
富士紡ホールディングス株式会社
研磨パッドの製造方法
1か月前
株式会社ディスコ
研削装置
26日前
ノリタケ株式会社
平面研磨装置の定盤平坦度測定器
1か月前
株式会社ハクブン
美理容用鋏の刃研ぎ装置および刃研ぎ方法
1か月前
ノリタケ株式会社
両面研磨装置の上定盤平坦度測定器
1か月前
ノリタケ株式会社
研磨パッド及びその製造方法
1か月前
株式会社ディスコ
加工装置
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
富士紡ホールディングス株式会社
保持パッド及びその製造方法
1か月前
トーヨーエイテック株式会社
立形研削盤
3日前
株式会社荏原製作所
研磨方法および研磨装置
24日前
ノリタケ株式会社
単粒研磨評価方法及び単粒研磨評価装置
1か月前
株式会社荏原製作所
研磨方法および研磨装置
10日前
株式会社荏原製作所
研磨装置および研磨方法
3日前
バンドー化学株式会社
研磨パッド
1か月前
ニューエイジア カンパニー リミテッド
パイプ内面研磨装置
2日前
株式会社ディスコ
保持具及びケース
25日前
株式会社錦
研磨ブラシ、及びその製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ