TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024144954
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023057148
出願日
2023-03-31
発明の名称
樹脂成形品の製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B29C
45/00 20060101AFI20241004BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
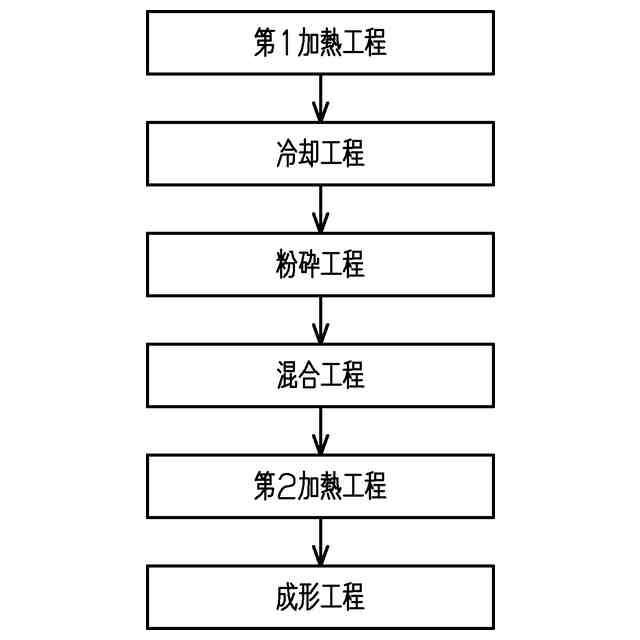
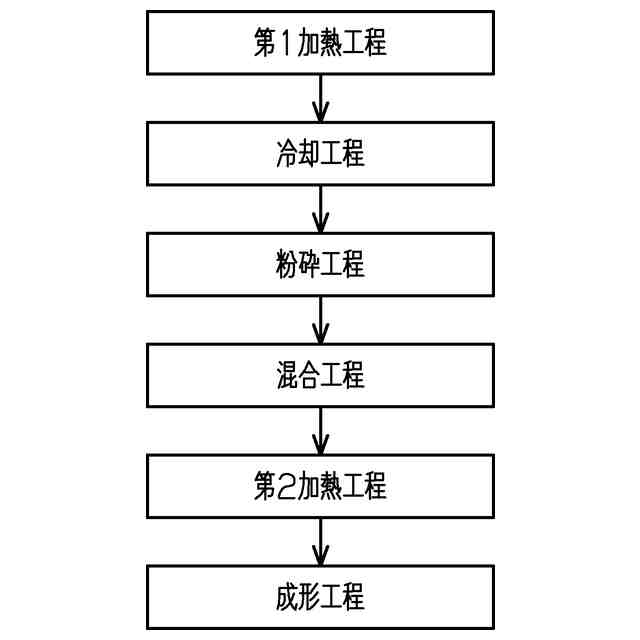
【課題】繊維端材の廃棄量の低減と樹脂成形品の成形性の向上との両立を図ることができる樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形品の製造方法は、熱可塑性樹脂製のベース樹脂に、リサイクル材であり、溶融状態においてベース樹脂よりも流動性が高い熱可塑性樹脂製の繊維端材を混合して混合物とする混合工程と、混合物を加熱して溶融させる加熱工程と、溶融した混合物を成形型に注入することで樹脂成形品を成形する成形工程と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂製のベース樹脂に、リサイクル材であり、溶融状態において当該ベース樹脂よりも流動性が高い熱可塑性樹脂製の繊維端材を混合して混合物とする混合工程と、
前記混合物を加熱して溶融させる加熱工程と、
溶融した前記混合物を成形型に注入することで樹脂成形品を成形する成形工程と、
を備える、
樹脂成形品の製造方法。
続きを表示(約 420 文字)
【請求項2】
前記混合工程の前に、前記繊維端材を粉砕する粉砕工程を備え、
前記混合工程において、粉砕された状態の前記繊維端材と前記ベース樹脂とを混合する、
請求項1に記載の樹脂成形品の製造方法。
【請求項3】
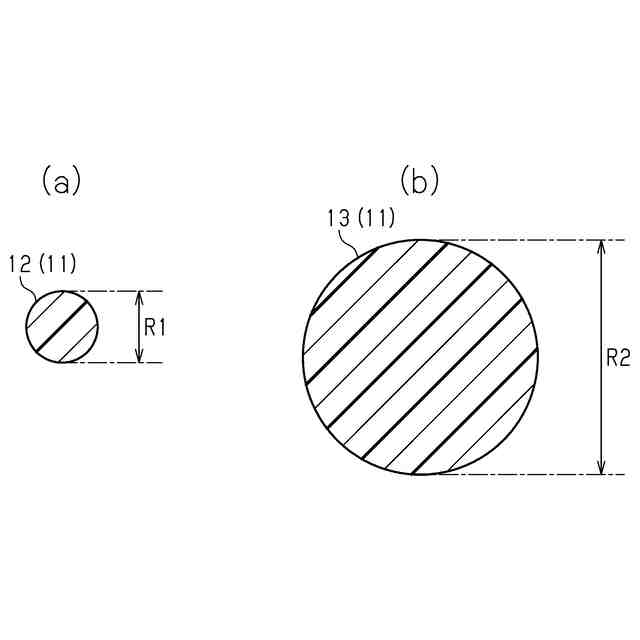
前記繊維端材は、互いに異なる繊維径の繊維を含む、
請求項1または請求項2に記載の樹脂成形品の製造方法。
【請求項4】
前記繊維端材は、第1繊維と、前記第1繊維よりも繊維径の大きい第2繊維と、を含み、
前記第2繊維の目付量は、前記第1繊維の目付量よりも大きい、
請求項3に記載の樹脂成形品の製造方法。
【請求項5】
前記第1繊維、前記第2繊維、及び前記ベース樹脂が同種の熱可塑性樹脂であり、且つ当該熱可塑性樹脂の分子の重合度は、前記第1繊維、前記第2繊維、及び前記ベース樹脂の順で小さい、
請求項4に記載の樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
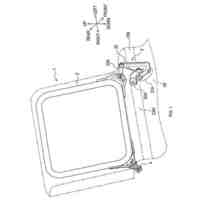
特許文献1には、自動車の空調装置に用いられるフィルタエレメントが開示されている。フィルタエレメントは、全体の輪郭が直方体形状をなした所謂パネル形である。また、フィルタエレメントは、エアに含まれる異物を濾過する濾過部を備える。
【0003】
濾過部を形成する濾材は、メルトブロー法によって製造された不織布である。この不織布を所定の長さ及び所定の幅に裁断した後に襞折りすることによって濾過部が形成される。
【先行技術文献】
【特許文献】
【0004】
特開2014-213242号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
こうしたフィルタエレメントの製造時においては、不織布を裁断した際に繊維端材が発生する。こうした繊維端材は、通常、再生利用が難しいために廃棄されるとともに焼却される。
【0006】
しかしながら、近年、二酸化炭素排出量の削減の観点から、こうした繊維端材の廃棄量を減らすことが求められている。
また、こうした課題は、フィルタエレメントの製造時に発生する繊維端材の再生利用に限らず、熱可塑性樹脂製の他の繊維製品の製造時に発生する繊維端材の再生利用においても同様にして生じる。
【課題を解決するための手段】
【0007】
上記課題を解決するための樹脂成形品の製造方法は、熱可塑性樹脂製のベース樹脂に、リサイクル材であり、溶融状態において当該ベース樹脂よりも流動性が高い熱可塑性樹脂製の繊維端材を混合して混合物とする混合工程と、前記混合物を加熱して溶融させる加熱工程と、溶融した前記混合物を成形型に注入することで樹脂成形品を成形する成形工程と、を備える。
【0008】
同方法によれば、ベース樹脂よりも高い流動性を有する繊維端材をベース樹脂に混合することで、溶融状態において混合物の流動性が高められる。これにより、樹脂成形品の成形性を向上させることができる。また、樹脂成形品の製造において繊維端材を用いることで、繊維端材の廃棄量を減らすことができる。したがって、繊維端材の廃棄量の低減と樹脂成形品の成形性の向上との両立を図ることができる。
【図面の簡単な説明】
【0009】
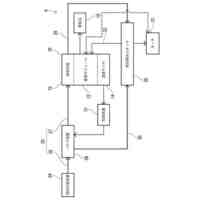
図1は、一実施形態に係る樹脂成形品の製造工程を順に示すフローチャートである。
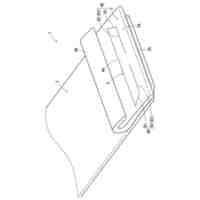
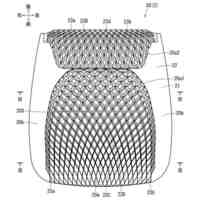
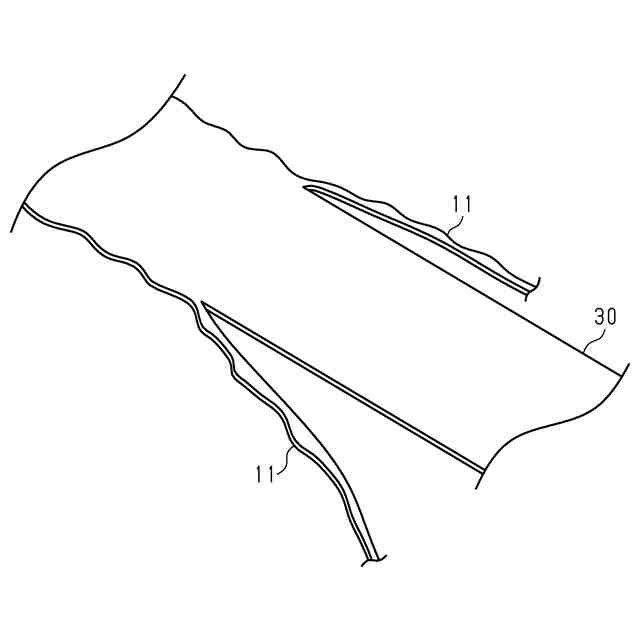
図2は、同実施形態に係る濾過部及び繊維端材の分解斜視図である。
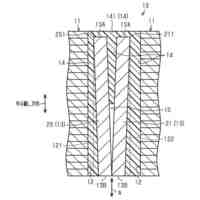
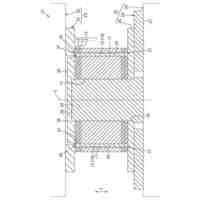
図3(a)は、同実施形態に係る第1繊維の断面図であり、図3(b)は、同実施形態に係る第2繊維の断面図である。
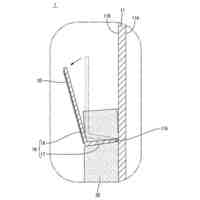
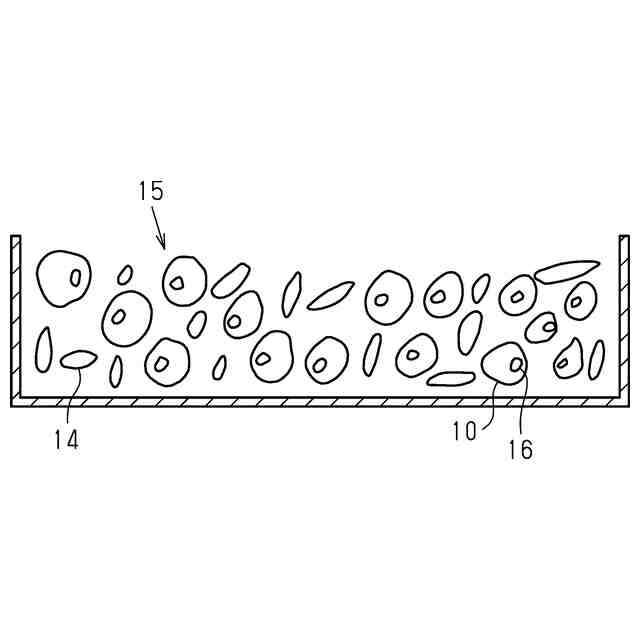
図4は、同実施形態に係る混合工程を示す断面図である。
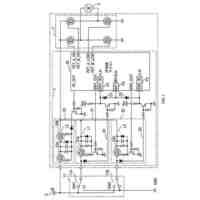
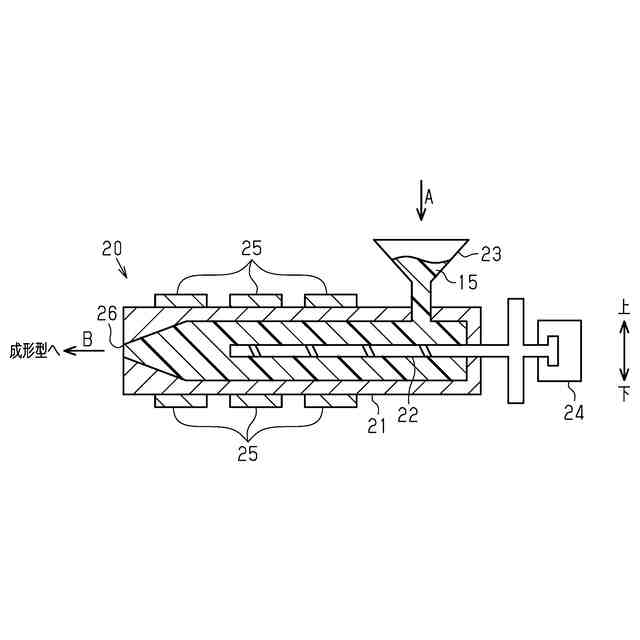
図5は、同実施形態に係る射出装置の断面図である。
【発明を実施するための形態】
【0010】
以下、図1~図5を参照して、樹脂成形品の製造方法の一実施形態について説明する。
樹脂成形品の製造方法は、新品の熱可塑性樹脂製のベース樹脂10及びリサイクル材であり、溶融状態においてベース樹脂10よりも流動性が高い熱可塑性樹脂製の繊維端材11を用いて樹脂成形品を製造する方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
シートバック
16日前
トヨタ紡織株式会社
スイッチ回路
3日前
トヨタ紡織株式会社
フック付き面材
4日前
トヨタ紡織株式会社
回転電機のロータ
3日前
トヨタ紡織株式会社
二次電池の冷却システム
2日前
トヨタ紡織株式会社
乗物用シートの構成部材
3日前
トヨタ紡織株式会社
乗物シート用シートバック
3日前
トヨタ紡織株式会社
ロータの製造方法及びロータ
3日前
トヨタ紡織株式会社
乗物用内装材に対するシール部材貼付構造
2日前
トヨタ紡織株式会社
情報処理装置、情報処理方法及び情報処理プログラム
3日前
トヨタ紡織株式会社
情報処理装置、情報処理方法、情報処理プログラム、及び情報処理システム
3日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
シート成形口金
10か月前
東レ株式会社
金型の製造方法
10か月前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
東レ株式会社
積層基材の製造方法
11か月前
株式会社日本製鋼所
押出機
1か月前
世紀株式会社
造形装置
11か月前
輝創株式会社
接合方法
10か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社シロハチ
真空チャンバ
26日前
東レ株式会社
延伸フィルムの製造方法
10か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社吉野工業所
計量キャップ
11か月前
グンゼ株式会社
印刷層の除去方法
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
六浦工業株式会社
接着装置
10か月前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社アフィット
粉末焼結積層造形装置
11か月前
東レ株式会社
リーフディスク型フィルター
11か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ