TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024144361
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2024052443
出願日
2024-03-27
発明の名称
レーザー加工装置
出願人
株式会社エイチアンドエフ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
26/70 20140101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザー加工により、板材に対し、比較的高速でレーザー加工を行うことができ、且つ、落下させるスクラップのサイズに応じてレーザー加工領域の搬送方向における距離を調整することが可能なレーザー加工装置を提供する。
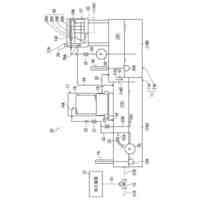
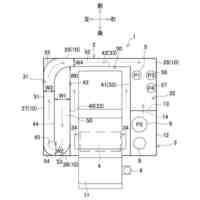
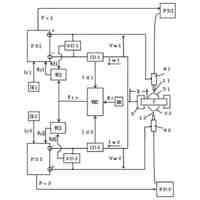
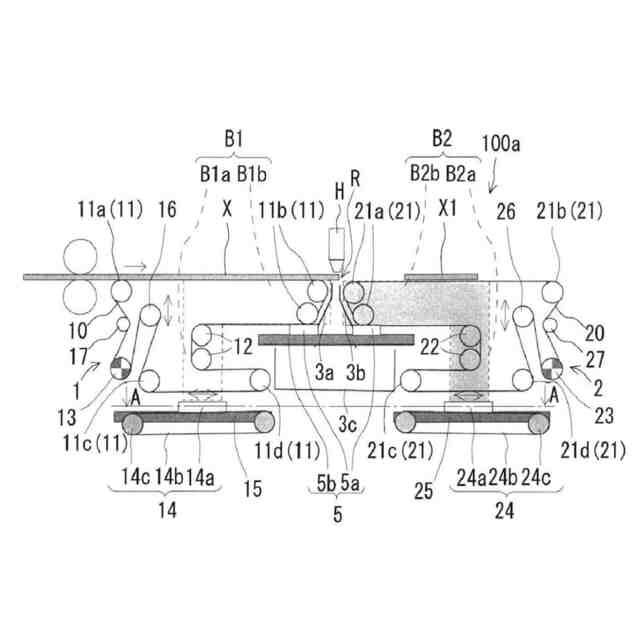
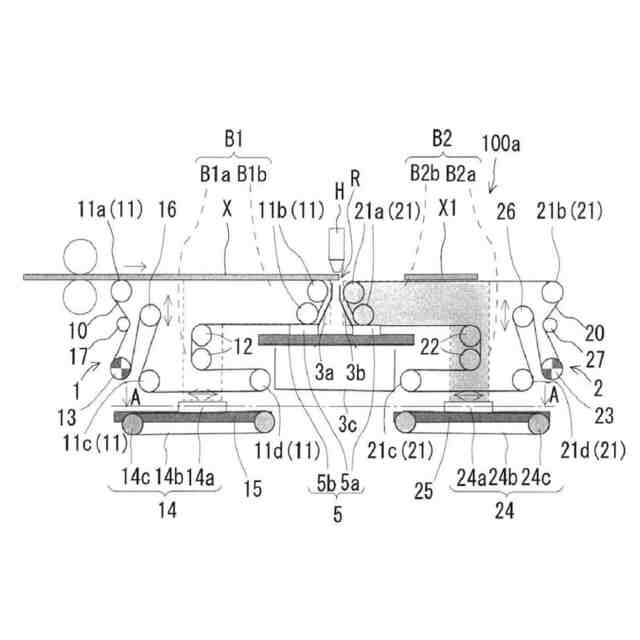
【解決手段】第1コンベア1及び第2コンベア2と、板材Xにレーザー加工を行うためのレーザヘッドHを備え、第1コンベア1が、第1無端ベルト10と第1案内ロール11と第1たるみ防止ロール12と第1支持板B1と第1直動機構14を有し、第2コンベア2が、第2無端ベルト20と第2案内ロール21と第2たるみ防止ロール22と第2支持板B2と第2直動機構24を有し、第1直動機構14と第2直動機構24が、独立に駆動可能となっており、第1支持板B1及び第2支持板B2を同じ方向且つ同じ速度で移動させないことにより、レーザー加工領域Rの搬送方向における距離が可変となっているレーザー加工装置。
【選択図】図2
特許請求の範囲
【請求項1】
板材を所定の搬送方向に搬送させながら、レーザーヘッドから照射されるレーザー光で該板材を加工して加工材とし、該加工材を前記搬送方向に搬送するレーザー加工装置であって、
直列に配置された第1コンベア及び第2コンベアと、
前記第1コンベアと前記第2コンベアとの間の空間であるレーザー加工領域の上方に配置され、前記板材にレーザー加工を行うためのレーザーヘッドと、
を備え、
前記第1コンベアが、少なくとも、
前記板材を搬送するための第1無端ベルトと、
該第1無端ベルトを案内するため該第1無端ベルトの内面に接し、上流側に配置された第1前案内ロール及び下流側に配置された第1後案内ロールを有する第1案内ロールと、
前記第1無端ベルトのたるみを防止するための第1たるみ防止ロールと、
前記第1後案内ロール及び前記第1たるみ防止ロールが支持された第1支持板と、
該第1支持板を前記搬送方向に往復移動させるための第1直動機構と、
を有し、
前記第2コンベアが、少なくとも、
前記加工材を搬送するための第2無端ベルトと、
該第2無端ベルトを案内するため該第2無端ベルトの内面に接し、上流側に配置された第2前案内ロール及び下流側に配置された第2後案内ロールを有する第2案内ロールと、
前記第2無端ベルトのたるみを防止するための第2たるみ防止ロールと、
前記第2前案内ロール及び前記第2たるみ防止ロールが支持された第2支持板と、
該第2支持板を前記搬送方向に往復移動させるための第2直動機構と、
を有し、
前記第1前案内ロール及び前記第2後案内ロールが外フレームに固定されており、
前記第1直動機構と前記第2直動機構とが、それぞれ独立に、駆動可能となっており、
前記第1支持板及び前記第2支持板を同じ方向且つ同じ速度で移動させることにより、前記レーザー加工領域の前記搬送方向における距離が一定となって、前記レーザーヘッドの前記搬送方向における移動に追従するものであり、
前記第1支持板及び前記第2支持板を同じ方向且つ同じ速度で移動させないことにより、前記レーザー加工領域の前記搬送方向における距離が可変となっているレーザー加工装置。
続きを表示(約 1,500 文字)
【請求項2】
前記第1直動機構が、前記第1支持板が取り付けられた第1基部と、該第1基部が取り付けられた第1タイミングベルトと、該第1タイミングベルトを前記搬送方向に往復移動させるための第1モータとからなり、
前記第2直動機構が、前記第2支持板が取り付けられた第2基部と、該第2基部が取り付けられた第2タイミングベルトと、該第2タイミングベルトを前記搬送方向に往復移動させるための第2モータとからなる請求項1記載のレーザー加工装置。
【請求項3】
前記第1支持板及び前記第2支持板を案内するためのLMガイドを更に備え、
前記第1基部が、前記第1支持板の前側の下部に取り付けられており、
前記第2基部が、前記第2支持板の後側の下部に取り付けられており、
前記LMガイドが、前記第1支持板の後側の下部、及び、前記第2支持板の前側の下部、にそれぞれ取り付けられたブロックと、両方の該ブロックを案内するためのレール部とからなる請求項2記載のレーザー加工装置。
【請求項4】
前記第1後案内ロールから下方に案内される第1無端ベルトをカバーする第1カバー部と、
下方から前記第2前案内ロールに案内される第2無端ベルトをカバーする第2カバー部と、
を更に備える請求項1記載のレーザー加工装置。
【請求項5】
前記レーザーヘッドを幅方向に往復移動させるためのX軸レールと、
前記X軸レールを前記搬送方向に往復移動させるためのY軸レールと、
前記レーザー加工領域の下方に配置された回収箱と、
を更に備える請求項1記載のレーザー加工装置。
【請求項6】
前記第1コンベアが、
前記第1無端ベルトの張力を調整するための第1張力調整ロールと、
前記第1無端ベルトの蛇行を抑制するための第1蛇行調整ロールと、
を更に有し、
前記第2コンベアが、
前記第2無端ベルトの張力を調整するための第2張力調整ロールと、
前記第2無端ベルトの蛇行を抑制するための第2蛇行調整ロールと、
を更に有する請求項1記載のレーザー加工装置。
【請求項7】
前記第1案内ロールが、前記第1無端ベルトの内面に接し、前記第1前案内ロールの下方に配置された第1前下案内ロールと、前記第1後案内ロールの下方に配置された第1後下案内ロールと、を更に有し、
前記第1前下案内ロール及び前記第1後下案内ロールが外フレームに固定されており、
前記第1たるみ防止ロールが、前記第1後案内ロールと前記第1後下案内ロールとの間で、前記第1無端ベルトの外面に接しており、
前記第2案内ロールが、前記第2無端ベルトの内面に接し、前記第2前案内ロールの下方に配置された第2前下案内ロールと、前記第2後案内ロールの下方に配置された第2後下案内ロールと、を更に有し、
前記第2前下案内ロール及び前記第2後下案内ロールが外フレームに固定されており、
前記第2たるみ防止ロールが、前記第2前案内ロールと前記第2前下案内ロールとの間で、前記第2無端ベルトの外面に接している請求項1~5のいずれか1項に記載のレーザー加工装置。
【請求項8】
前記第1後案内ロール、前記第2前案内ロール、前記第1たるみ防止ロール及び前記第2たるみ防止ロールが、何れも、上下方向に一対配置されている請求項7記載のレーザー加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材を所定の搬送方向に搬送させながら、レーザーヘッドから照射されるレーザー光で該板材を加工して加工材とし、該加工材を上記搬送方向に搬送するレーザー加工装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
プレス加工においては、一般に、コイル状に巻かれた長尺状の板材を、順次巻き出し、一定のサイズに切断したブランク材が原材料として用いられる。
かかる板材の切断を、レーザー光を用いたレーザーブランキング装置を用いて行う方法が開発されている。レーザーブランキング装置によれば、レーザー光を用いるため、その動きをプログラム制御することにより、精密に板材を所望の形状に切断することができ、且つバリが発生しにくいという利点がある。
【0003】
このようなレーザーブランキング装置としては、例えば、平板状の板材を搬送させながら、レーザーノズル(レーザーヘッド)から照射されるレーザー光で切断し、ブランク材とするレーザーブランキング装置であって、レーザーノズルと、板材を送るためのエンドレスコンベアと、レーザーノズルの下方に設けられた一対の上流側支持ローラ及び下流側支持ローラと、上流側支持ローラ及び下流側支持ローラの下方に設けられた引込ローラと、を備え、上流側支持ローラ、下流側支持ローラ及び引込ローラがエンドレスコンベアを案内するするものであり、それぞれ独立に、位置変更可能となっているものであるレーザーブランキング装置が知られている(例えば、特許文献1参照)。
【0004】
また、前側の第1無端ベルト及び後側の第2無端ベルトと、これらを案内する第1前上内側案内ローラ、第1前下内側案内ローラ、第1後上内側案内ローラ、第1後中内側案内ローラ、第1後下内側案内ローラ、第1案内部、第2前上内側案内ローラ、第2前中内側案内ローラ、第2前下内側案内ローラ、第2後上内側案内ローラ、第2後下内側案内ローラ及び第2案内部と、第1無端ベルト及び第2無端ベルトの間の空間部の上方に配設されたレーザーノズル(レーザーヘッド)と、を備え、第1後上内側案内ローラ、第1後中内側案内ローラ、第2前上内側案内ローラ及び第2前中内側案内ローラが一体となったシフト部が、レーザーノズルの真下に位置するように、レーザーノズルの前後方向への移動に追従してスライドし、第1後下内側案内ローラ及び第2前下内側案内ローラが一体となった従動シフト部が、第1無端ベルト及び第2無端ベルトの両側に設けられた前後方向に延びるY軸従動シフトレールに沿ってスライド可能であり、且つ、シフト部のスライドに従動して、シフト部の移動と反対方向に移動するレーザーブランキング装置が知られている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
特許第5916170号公報
特許第6792728号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、上記特許文献1及び上記特許文献2に記載のレーザーブランキング装置においては、板材を直線状に切断してブランク材とすることを目的としているため、レーザーヘッドの下方の空間(以下「レーザー加工領域」ともいう。)が比較的狭く設計されている。
このため、例えば、レーザーブランキング装置を用いて、位置決め用ピアス穴形成、中抜き等の加工を行う場合、板材から分離させた所定の形状のスクラップを、レーザー加工領域から落下させることができない場合が生じる。
また、一方で、レーザー加工領域の搬送方向における距離を十分に大きいものとすると、板材によっては撓む恐れがあり、レーザー加工の精度が低下するという欠点がある。
【0007】
本発明は上記事情に鑑みてなされたものであり、レーザー加工により、板材に対し、比較的高速でレーザー加工を行うことができ、且つ、落下させるスクラップのサイズに応じてレーザー加工領域の搬送方向における距離を調整することが可能なレーザー加工装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記課題を解決するため鋭意検討したところ、第1コンベア及び第2コンベアと、レーザーヘッドとを備えるものとし、レーザー加工領域を、レーザーヘッドの搬送方向の移動に追従させると共に、レーザー加工領域の搬送方向の距離を可変とすることにより、上記課題を解決し得ることを見出し、本発明を完成させるに至った。
【0009】
本発明は、板材を所定の搬送方向に搬送させながら、レーザーヘッドから照射されるレーザー光で該板材を加工して加工材とし、該加工材を搬送方向に搬送するレーザー加工装置であって、直列に配置された第1コンベア及び第2コンベアと、第1コンベアと第2コンベアとの間の空間であるレーザー加工領域の上方に配置され、板材にレーザー加工を行うためのレーザーヘッドと、を備え、第1コンベアが、少なくとも、板材を搬送するための第1無端ベルトと、該第1無端ベルトを案内するため該第1無端ベルトの内面に接し、上流側に配置された第1前案内ロール及び下流側に配置された第1後案内ロールを有する第1案内ロールと、第1無端ベルトのたるみを防止するための第1たるみ防止ロールと、第1後案内ロール及び第1たるみ防止ロールが支持された第1支持板と、該第1支持板を搬送方向に往復移動させるための第1直動機構と、を有し、第2コンベアが、少なくとも、加工材を搬送するための第2無端ベルトと、該第2無端ベルトを案内するため該第2無端ベルトの内面に接し、上流側に配置された第2前案内ロール及び下流側に配置された第2後案内ロールを有する第2案内ロールと、第2無端ベルトのたるみを防止するための第2たるみ防止ロールと、第2前案内ロール及び第2たるみ防止ロールが支持された第2支持板と、該第2支持板を搬送方向に往復移動させるための第2直動機構と、を有し、第1前案内ロール及び第2後案内ロールが外フレームに固定されており、第1直動機構と第2直動機構とが、それぞれ独立に、駆動可能となっており、第1支持板及び第2支持板を同じ方向且つ同じ速度で移動させることにより、レーザー加工領域の搬送方向における距離が一定となって、レーザーヘッドの搬送方向における移動に追従するものであり、第1支持板及び第2支持板を同じ方向且つ同じ速度で移動させないことにより、レーザー加工領域の搬送方向における距離が可変となっているレーザー加工装置である。
【0010】
本発明のレーザー加工装置においては、第1直動機構が、第1支持板が取り付けられた第1基部と、該第1基部が取り付けられた第1タイミングベルトと、該第1タイミングベルトを搬送方向に往復移動させるための第1モータとからなり、第2直動機構が、第2支持板が取り付けられた第2基部と、該第2基部が取り付けられた第2タイミングベルトと、該第2タイミングベルトを搬送方向に往復移動させるための第2モータとからなることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
22日前
個人
コンタクトチップ
12日前
日東精工株式会社
ねじ締め機
22日前
株式会社ダイヘン
スタッド溶接電源
14日前
ブラザー工業株式会社
工作機械
12日前
株式会社FUJI
ワーク置き台
19日前
株式会社ダイヘン
インチング制御方法
6日前
光精工株式会社
クーラントタンク
19日前
旭精工株式会社
シャフトブレーキ
12日前
古川精機株式会社
タッピングガイド
16日前
三和テッキ株式会社
レーザ付着物除去装置
14日前
株式会社ダイヘン
アークスタート制御方法
6日前
トヨタ自動車株式会社
レーザ溶接方法
19日前
株式会社アイシン
金属部材の接合方法
22日前
株式会社ダイヘン
溶接電源装置
14日前
トヨタ自動車株式会社
レーザ加工装置
13日前
株式会社大林組
構造物形成方法
13日前
株式会社東京精密
加工用排液濾過装置
14日前
カヤバ株式会社
溶接方法及び溶接構造
19日前
ダイハツ工業株式会社
マシニングセンタ
5日前
日進工具株式会社
切削工具
8日前
日本タングステン株式会社
形彫放電加工用電極
13日前
オークマ株式会社
切削液循環装置
7日前
株式会社ダイヘン
2重シールドティグ溶接方法
今日
株式会社ダイヘン
2重シールドティグ溶接方法
今日
トリックス株式会社
端部封止方法
19日前
日立造船株式会社
溶接装置
12日前
株式会社東芝
レーザ溶接方法
14日前
株式会社ダイヘン
複数の溶接電源による溶接方法
6日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
14日前
三菱マテリアル株式会社
表面被覆切削工具
23日前
住友精密工業株式会社
熱交換器の製造方法
13日前
三菱マテリアル株式会社
表面被覆切削工具
23日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ