TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024143160
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023055688
出願日
2023-03-30
発明の名称
剛度検出装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
D06H
3/10 20060101AFI20241003BHJP(繊維または類似のものの処理;洗濯;他に分類されない可とう性材料)
要約
【課題】シート製造装置内において、搬送中のシート剛度を検出することができる剛度検出装置を提供すること。
【解決手段】繊維を含む材料の解繊物を加圧成形してシートを製造するシート製造装置に設けられ、シートの剛度を検出する剛度検出装置であって、シートを搬送する搬送部と、搬送部により搬送されているシートに対し、シートの搬送方向と交わる方向から押し付けてシートを変形させる押付部材を有する押付部と、変形したシートから押付部に加わる反力を検出するセンサーを有する検出部と、センサーの検出値に基づいて、シートの剛度を判定する判定部と、を備えることを特徴とする剛度検出装置。
【選択図】図6
特許請求の範囲
【請求項1】
繊維を含む材料の解繊物を加圧成形してシートを製造するシート製造装置に設けられ、前記シートの剛度を検出する剛度検出装置であって、
前記シートを搬送する搬送部と、
前記搬送部により搬送されている前記シートに対し、前記シートの搬送方向と交わる方向から押し付けて前記シートを変形させる押付部材を有する押付部と、
変形した前記シートから前記押付部に加わる反力を検出するセンサーを有する検出部と、
前記センサーの検出値に基づいて、前記シートの剛度を判定する判定部と、を備えることを特徴とする剛度検出装置。
続きを表示(約 570 文字)
【請求項2】
前記押付部材は、前記シートの一方の面側に設けられた少なくとも1つの第1ローラーと、前記シートの他方の面側に設けられた少なくとも1つの第2ローラーと、を有し、
前記第1ローラーと前記第2ローラーとは、前記シートの、前記搬送方向にずれた位置を押圧する請求項1に記載の剛度検出装置。
【請求項3】
前記押付部は、前記第1ローラーを支持する第1支持部と、前記第2ローラーを支持する第2支持部と、を備え、
前記検出部は、前記第1支持部および前記第2支持部のうちの少なくとも一方に加わる前記反力を検出する請求項2に記載の剛度検出装置。
【請求項4】
前記シート製造装置は、前記解繊物を加圧成形する成形部と、前記成形部により成形された帯状の前記シートを切断する切断部と、を有し、
前記剛度検出装置は、前記成形部と前記切断部との間に設置される請求項1ないし3のいずれか1項に記載の剛度検出装置。
【請求項5】
前記搬送部の搬送速度は、前記成形部から供給される前記シートの搬送速度と実質的に同じである請求項4に記載の剛度検出装置。
【請求項6】
前記判定部は、前記シートの剛度を複数段階でランク付けをする請求項1ないし3のいずれか1項に記載の剛度検出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、剛度検出装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
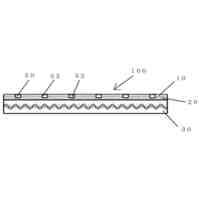
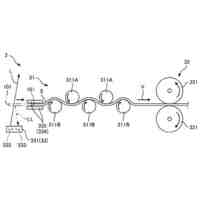
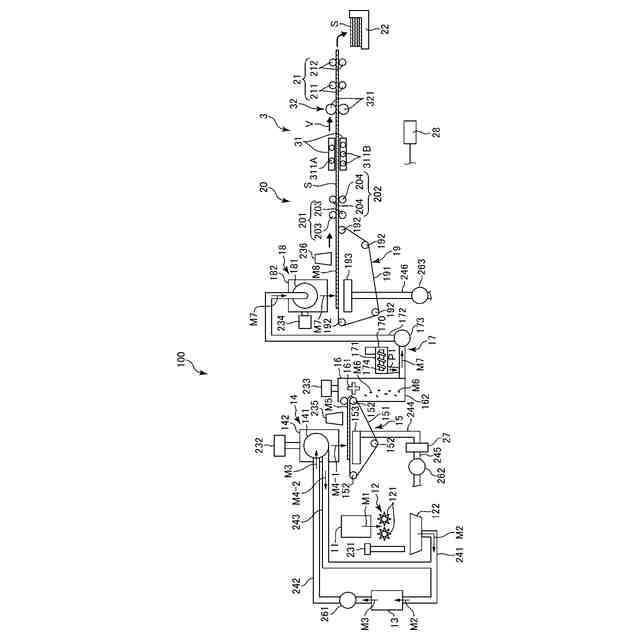
古紙を粗砕する粗砕部、粗砕部で得られた粗砕片を解繊する解繊部、解繊部で得られた解繊物を平面上に堆積させてウェブを形成する堆積部、堆積したウェブを加熱、加圧する加熱加圧部、加熱加圧部で得られたシートを所定の形状に裁断する裁断部、および得られたシートを回収するシート回収部を備えたシート製造装置が知られている。
【0003】
このようなシート製造装置において、製造したシートの曲げ剛性、すなわち剛度を知ることが、次のような利点があることから、望まれている。例えば、製造したシートの剛度が低すぎたり、高すぎたりした場合、そのシートは使用に適さないと判断することができる。しかしながら、従来では、シート製造装置において、製造したシートの剛度を検出することができなかったため、上記のような利点を得ることができない。
【0004】
そこで、例えば、特許文献1に記載されているような剛度検出機構をシート製造装置に適用することが考えられる。特許文献1に記載されている剛度検出機構は、用紙であるシートに印刷する印刷装置に設置されたものであり、印刷中にシートの搬送を部分的に停止するかまたは搬送速度を減速してシートを撓ませ、その撓み量をレベルセンサーにより検出するものである。
【先行技術文献】
【特許文献】
【0005】
特開2007-144666号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載されている剛度検出機構では、剛度検出の際、シートの搬送を一旦停止したり、シートの搬送速度を低下させたりする必要がある。従って、特許文献1に記載されている剛度検出機構をシート製造装置に適用したとしても、シートの搬送速度が低下してしまい、シートの生産性が低下する。このように、シートの生産性に悪影響を与えることなく、シートの剛度を検出することは、困難である。
【課題を解決するための手段】
【0007】
本発明の剛度検出装置は、繊維を含む材料の解繊物を加圧成形してシートを製造するシート製造装置に設けられ、前記シートの剛度を検出する剛度検出装置であって、
前記シートを搬送する搬送部と、
前記搬送部により搬送されている前記シートに対し、前記シートの搬送方向と交わる方向から押し付けて前記シートを変形させる押付部材を有する押付部と、
変形した前記シートから前記押付部に加わる反力を検出するセンサーを有する検出部と、
前記センサーの検出値に基づいて、前記シートの剛度を判定する判定部と、を備える。
【図面の簡単な説明】
【0008】
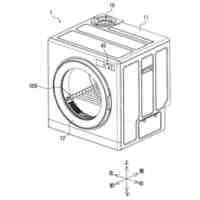
図1は、本発明の実施形態に係る剛度検出装置を備えるシート製造装置の概略を示す構成図である。
図2は、図1に示す剛度検出装置のブロック図である。
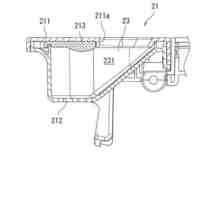
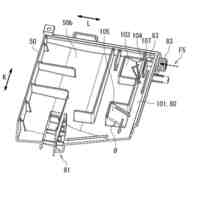
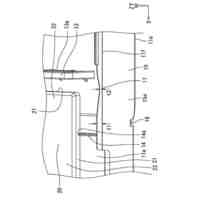
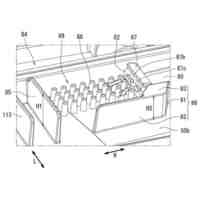
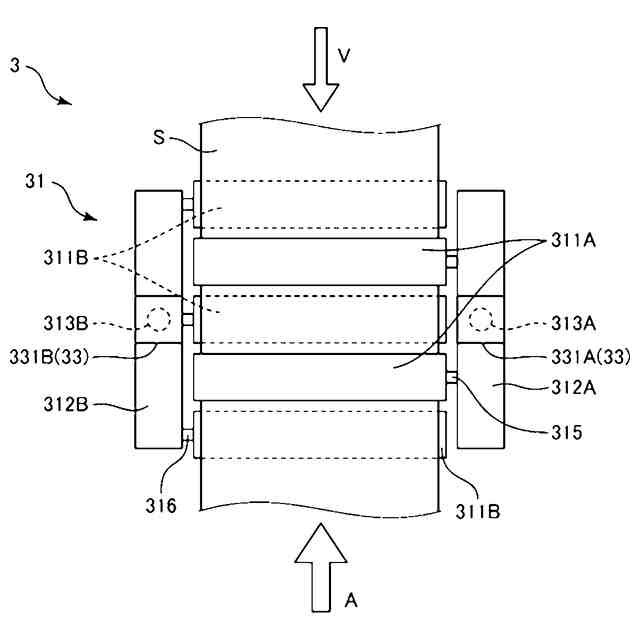
図3は、図1に示す剛度検出装置を鉛直上方から見た図である。
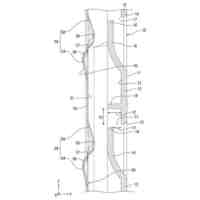
図4は、図3中の矢印A方向から見た図である。
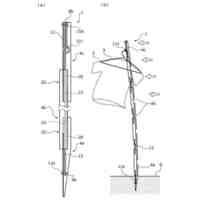
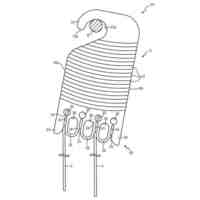
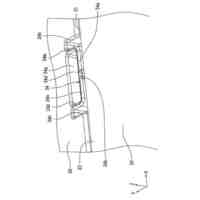
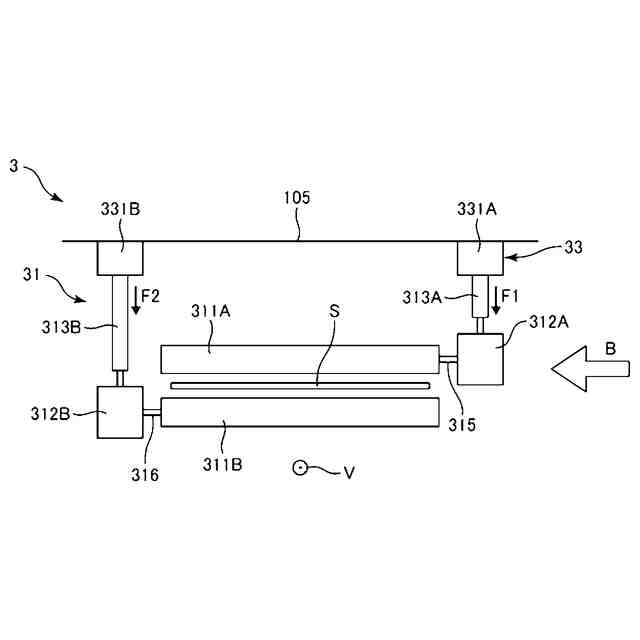
図5は、図4中矢印B方向から見た概略図であって、押付部材を押し付けていない状態を示す図である。
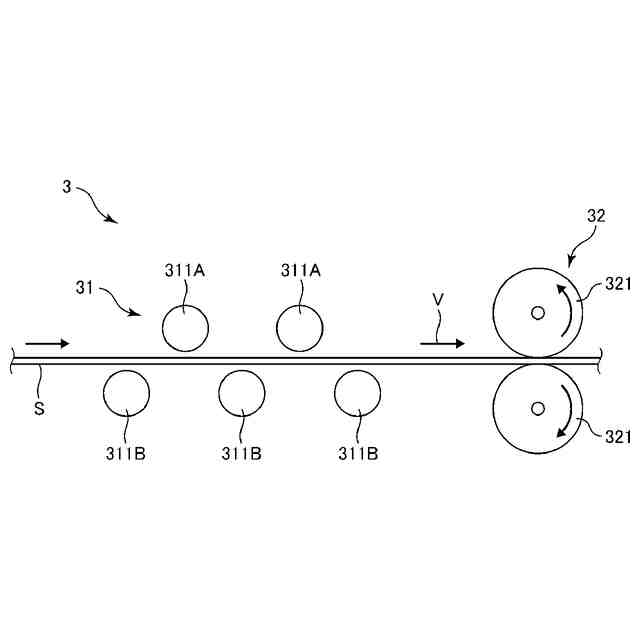
図6は、図4中矢印B方向から見た概略図であって、押付部材を押し付けている状態を示す図である。
【発明を実施するための形態】
【0009】
以下、本発明の剛度検出装置を添付図面に示す好適な実施形態に基づいて詳細に説明する。
【0010】
<実施形態>
図1は、本発明の実施形態に係る剛度検出装置を備えるシート製造装置の概略を示す構成図である。図2は、図1に示す剛度検出装置のブロック図である。図3は、図1に示す剛度検出装置を鉛直上方から見た図である。図4は、図3中の矢印A方向から見た図である。図5は、図4中矢印B方向から見た概略図であって、押付部材を押し付けていない状態を示す図である。図6は、図4中矢印B方向から見た概略図であって、押付部材を押し付けている状態を示す図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
アキレス株式会社
合成皮革
1か月前
日本バイリーン株式会社
難燃性繊維シート
1か月前
東レ株式会社
人工皮革およびその製造方法
1か月前
株式会社フードリボン
果肉除去装置
23日前
リンナイ株式会社
衣類乾燥機
今日
株式会社ニデック
染色システム
1か月前
帝人株式会社
難燃性布帛および繊維製品
1か月前
リンナイ株式会社
乾燥装置
28日前
シャープ株式会社
撹拌翼及び洗濯機
1か月前
シャープ株式会社
撹拌翼及び洗濯機
1か月前
株式会社ARTS
吊支具
7日前
シャープ株式会社
洗濯機
22日前
シャープ株式会社
洗濯機
28日前
シャープ株式会社
洗濯機
1か月前
シャープ株式会社
洗濯機
22日前
シャープ株式会社
洗濯機
28日前
シャープ株式会社
洗濯機
20日前
東レ・デュポン株式会社
ゴム補強用繊維コード
1か月前
有限会社安藤合成
洗濯板
1か月前
東芝ライフスタイル株式会社
洗濯機
1か月前
株式会社ダスキン
モップ及びその製造方法
1か月前
株式会社ザック
機能性セルロースナノファイバー
14日前
オリオン株式会社
涼感体及びその製造方法
今日
個人
アタッチメント、洗濯バサミ及び洗濯ハンガー
28日前
三菱ケミカル株式会社
組成物、繊維製品
20日前
パナソニックIPマネジメント株式会社
洗濯機
1か月前
セイコーエプソン株式会社
剛度検出装置
1か月前
横河電機株式会社
酸発生剤
1か月前
ブラザー工業株式会社
印刷方法
1か月前
セイコーエプソン株式会社
剛度検出装置
1か月前
パナソニックIPマネジメント株式会社
洗濯機
1か月前
パナソニックIPマネジメント株式会社
洗濯機
1か月前
パナソニックIPマネジメント株式会社
洗濯機
1か月前
パナソニックIPマネジメント株式会社
洗濯機
1か月前
東芝ライフスタイル株式会社
衣類処理装置
20日前
東芝ライフスタイル株式会社
衣類処理装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ