TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024127284
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023036327
出願日
2023-03-09
発明の名称
繊維束引き出し装置、および繊維複合材料の製造方法
出願人
東レ株式会社
代理人
主分類
B29C
70/54 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】強化繊維束の断面形状を維持したまま引き出し、一定の軌跡で走行させることが可能な繊維束引き出し装置および繊維複合材料の製造方法を提供する。
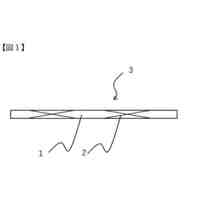
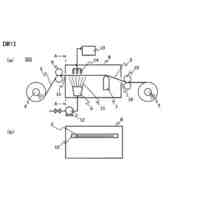
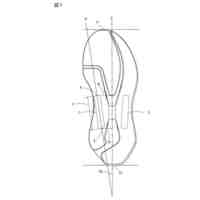
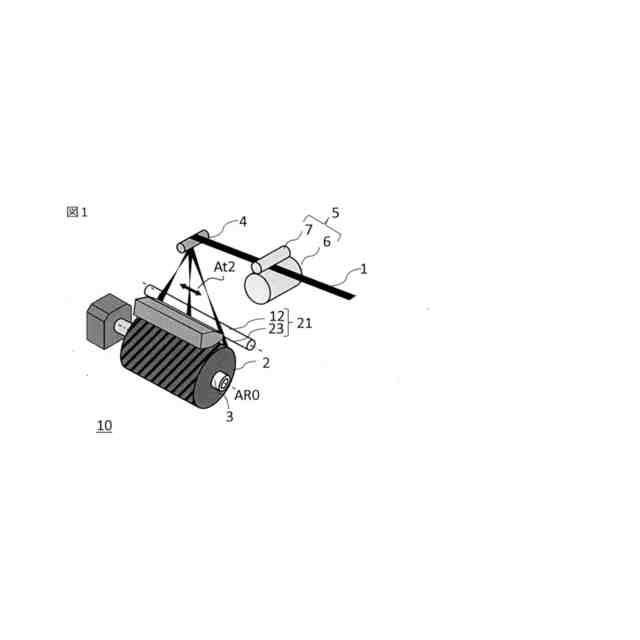
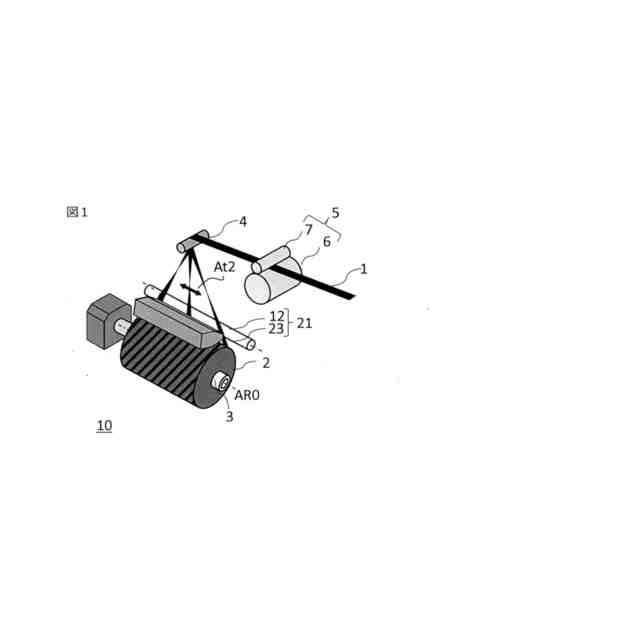
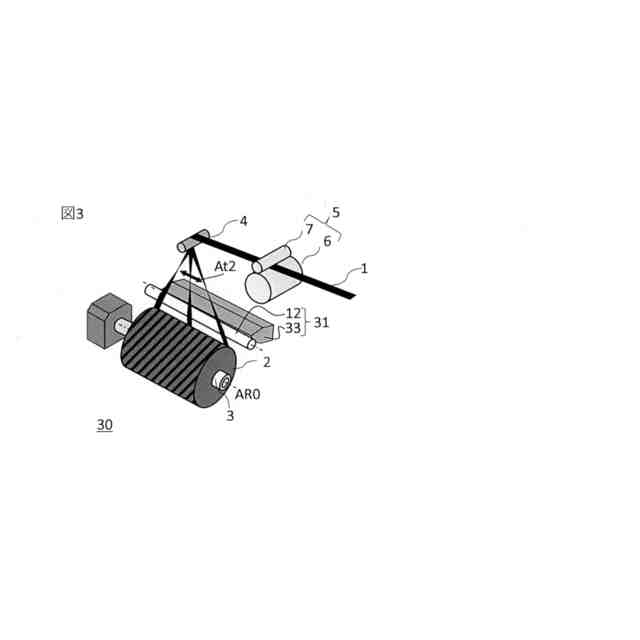
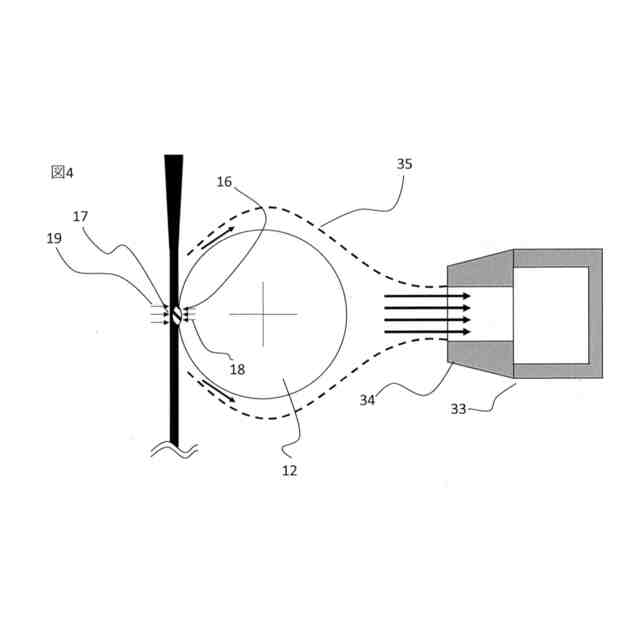
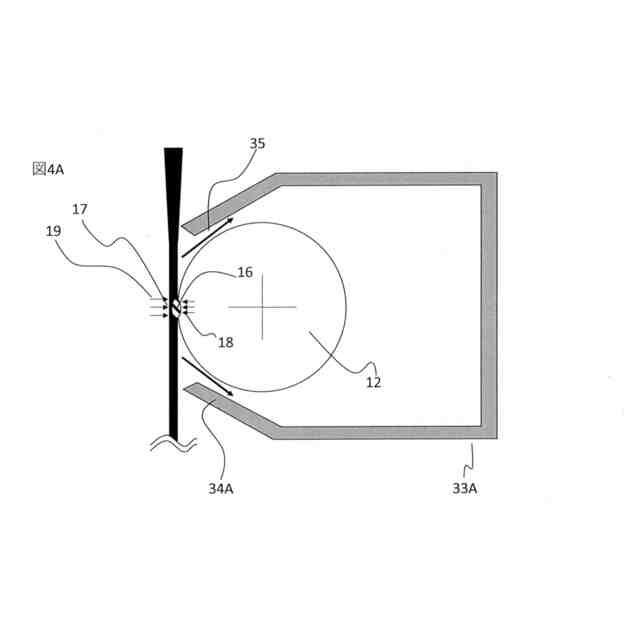
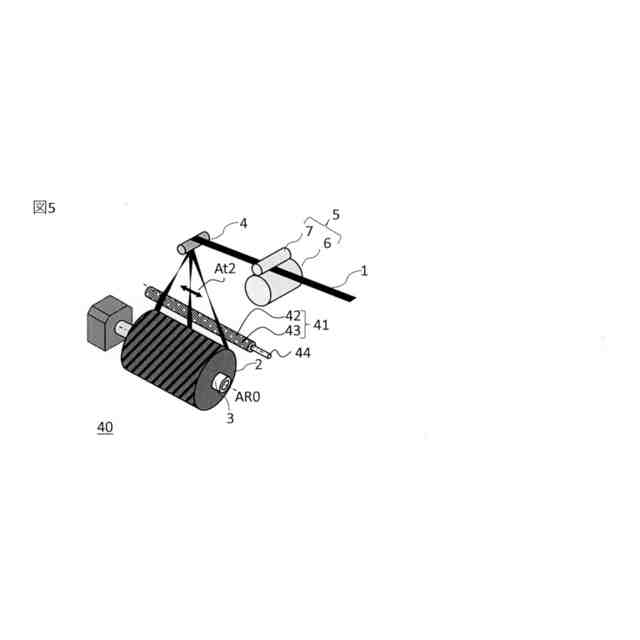
【解決手段】繊維束1が綾巻されたボビン2から前記繊維束を引き出す装置10であって、ボビンを回転可能な状態で保持するボビンホルダー3と、ボビンから引き出された繊維束を受け取り、繊維束をひねって送出することにより、ボビンの中心軸に平行な方向における、繊維束の軌跡の変化を低減するひねり機構4と、装置における繊維束の経路において、ボビンホルダーとひねり機構との間に設けられる撚り防止機構21とを備え、撚り防止機構は、繊維束と接触する支持部と、回転抑止手段とを有し、回転抑止手段により、繊維束と支持部とが接触する接触領域を正面側としたときの背面側の空気の圧力が、繊維束における接触領域における空気の圧力より高く保たれる、繊維束引き出し装置。
【選択図】図1
特許請求の範囲
【請求項1】
繊維束が綾巻されたボビンから前記繊維束を引き出す装置であって:
前記ボビンを回転可能な状態で保持するボビンホルダーと;
前記ボビンから引き出された前記繊維束を受け取り、前記繊維束をひねって送出することにより、前記ボビンの中心軸に平行な方向における、前記繊維束の軌跡の変化を低減するひねり機構と;
前記装置における前記繊維束の経路において、前記ボビンホルダーと前記ひねり機構との間に設けられる撚り防止機構とを備え、
前記撚り防止機構は、前記繊維束と接触する支持部と、回転抑止手段とを有し、
前記回転抑止手段により、前記繊維束と前記支持部とが接触する接触領域を正面側としたときの背面側の空気の圧力が、前記繊維束における前記接触領域における空気の圧力より高く保たれる、繊維束引き出し装置。
続きを表示(約 340 文字)
【請求項2】
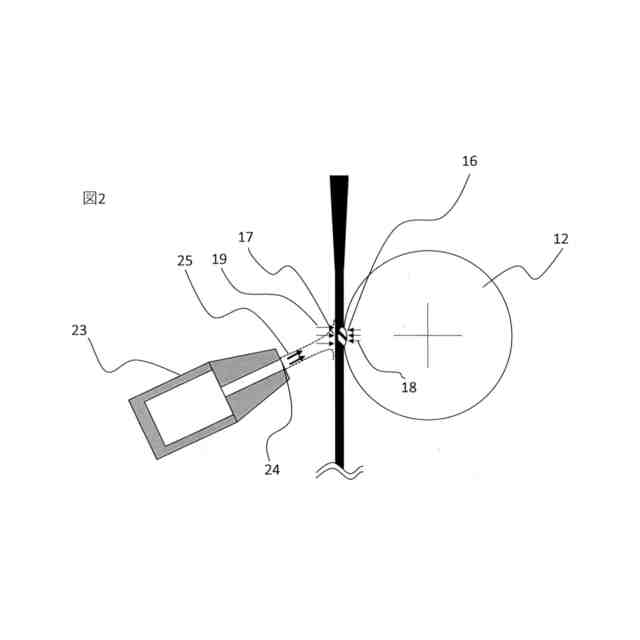
前記回転抑止手段は、圧縮空気を噴出するノズルにより構成され、
前記ノズルは、前記繊維束の経路を介して前記接触領域と略対向する位置に向けて前記圧縮空気が噴出するように配された、請求項1に記載の繊維束引き出し装置。
【請求項3】
前記ノズルは、前記接触領域の法線方向に対し、前記繊維束が走行する工程の下流側に傾斜した空気流を噴出する、請求項2に記載の繊維束引き出し装置。
【請求項4】
繊維束と前記繊維束に含浸された樹脂とを含む繊維複合材料の製造方法であって、
前記繊維束が綾巻された前記ボビンから、請求項1から3のいずれかに記載の繊維束引き出し装置を用いて、前記繊維束を引き出す工程を有する、繊維複合材料の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ボビンに綾巻された繊維束を、撚りを発生させることなく高速で引き出す繊維束引き出し装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
近年、炭素繊維複合材料の用途として、水素自動車に用いられる高圧水素タンクの補強材が注目されている。高圧水素タンクの製造には、一般的に「トウプレグ」とよばれる中間材を、ライナーの外周に巻付けて成形する方法が、適用されている。トウプレグは、平坦、すなわち横長の略矩形の断面を有し、熱硬化性樹脂が含浸された炭素繊維束である。高圧水素タンクには均一な耐圧性が要求される。高圧水素タンクにおいて均一な耐圧性を実現するためには、設計値通りの幅および厚みで、トウプレグがライナーに巻き付けられる必要がある。このため、トウプレグには、炭素糸繊維束の折り畳まれや撚りなどの欠陥のない、安定した矩形断面形状を有することが要求される。
【0003】
トウプレグの製造工程においては、炭素繊維束が綾巻されたボビンから繊維束が高速で引き出され、繊維束が熱硬化性樹脂を含浸され、その後、繊維束が他のボビンに巻き取られる。そのため、安定した矩形断面形状を有するトウプレグを製造するためには、ボビンに巻き取られている状態において平坦な矩形断面形状を有している繊維束を、その断面形状を維持したまま引き出し、蛇行のない一定の軌跡で走行させて、樹脂を含浸させることが望ましい。
【0004】
繊維束が綾巻されたボビンから繊維束を引き出す場合、ボビンを固定した状態で、繊維束をボビンの軸方向に沿って引き出すと、以下のような問題が生じる。すなわち、ボビンに巻かれた繊維束の巻き数に応じた撚りが繊維束に発生してしまい、繊維束の断面形状が平坦な矩形形状にならない。綾巻されたボビンから、撚りを生じさせることなく繊維束を引き出すには、以下のように繊維束を引き出す必要がある。すなわち、ボビンの中心軸を中心に回転可能な状態でボビンを保持し、その状態で繊維束をボビンの中心軸に直交する方向に引き出す。しかし、そのようにボビンから繊維束を引き出しても、ボビンに綾振りされて巻かれていた際の軌跡に従って、繊維束が蛇行する。すなわち、繊維束の走行位置が、時間の経過に応じて、ボビンの中心軸方向について変化する。その結果、繊維束を一定の軌跡で走行させることができない。
【0005】
そこで、ボビンの軸方向に沿った繊維束の軌跡の変化、いわゆる「綾振り」を取り除く手段として、特許文献1の技術がある。特許文献1の技術においては、ボビンに対して一定の距離をあけた位置に、ボビンの中心軸に対して90度の向きを有する中心軸を備えた糸条位置規制ガイドが設けられる。繊維束の綾振りは、糸条位置規制ガイドの軸に垂直な面内における、糸条位置規制ガイドへの繊維束の入射角の変化に置き換えられる。糸条位置規制ガイドから送り出される繊維束の軌跡は、糸条位置規制ガイドに対してほぼ一定となる。すなわち、ボビンから綾振りされながら引き出される繊維束は、糸条位置規制ガイドを通過することで、その走行位置を固定される。なお、上記糸条位置規制ガイドは、本開示ではひねりロールに該当する。
【0006】
一方、ボビンに巻き取られている繊維束の全体の外径は、ボビンから繊維束が引き出されることにより、時間の経過とともに小さくなる。このため、繊維束の走行位置は、時間の経過とともに、ボビンの中心軸に近づく。すなわち、ひねりロールが受け入れる繊維束の走行位置は、時間の経過とともに、ひねりロールの中心軸の方向に沿って、変化する。そこで、特許文献2の技術では、ボビンの表面から引き出された繊維束に接触するタッチロールが設けられている。特許文献2には、ひねりロールに該当する機構が存在しないが、かかる技術を応用すれば、タッチロールから繊維束が離れる位置は、ボビンの中心軸に垂直な方向、すなわち、ひねりロールが配される場合は、その中心軸の方向について、固定される。その結果、ボビンに巻き取られている繊維束の全体の外径によらず、ひねりロールが受け入れる繊維束の走行位置は、ひねりロールの軸方向について、一定に保たれることとなる。
【0007】
また、特許文献3の技術においては、繊維束のトラバース方向と平行な回転軸を有し、外周面が太鼓型の案内ローラが、ボビンとガイドローラ17(本開示におけるひねりロールに相当)との間に、設けられる。ボビンから引き出された繊維束は、軌跡の周期的な変化に伴って、案内ローラにおける異なる位置の外周面を通過するが、かかる案内ローラは外周面が太鼓型であることから、特許文献3の構成を用いることで、ボビンからガイドローラまでの繊維束の軌跡の距離の周期的な変化が緩和され、繊維束のたるみによる撚りの発生が抑制される。
【先行技術文献】
【特許文献】
【0008】
特開2012-184279号公報
特開2019-199321号公報
特開2008-156104号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、ボビンに繊維束が綾巻されている限り、ボビン上から繊維束が離れる位置は、ボビンの軸方向に往復移動する。このため、ボビンからひねりロールまでの繊維束の軌跡の距離は、周期的に変化する。このため、ボビンとひねりロールとの間において、繊維束の張力が周期的に変化する。その結果、繊維束が緩んだ際に、繊維束が反転し、撚りが発生することがある。この繊維束の緩みによる撚りの発生は、特にボビン端部における繊維束の折り返しのポイントで起こりやすい。
【0010】
特許文献3の技術によっても、ボビンの端部において繊維束が方向転換する際に起こる急激な張力変動を抑えることはできないため、繊維束に撚りが発生する場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
二次電池
5日前
東レ株式会社
吸収制御剤
1か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
凸版印刷版原版
19日前
東レ株式会社
車両用部材の補強方法
19日前
東レ株式会社
積層体、および太陽電池
27日前
東レ株式会社
含窒素化合物用の可溶化剤
1か月前
東レ株式会社
ラメ糸及びそれを含む織編物
12日前
東レ株式会社
スパイラル分離膜エレメント
13日前
東レ株式会社
被膜除去装置および被膜除去方法
19日前
東レ株式会社
コアシェル構造を有する電極材料
1か月前
東レ株式会社
おむつ、およびおむつの製造方法
25日前
東レ株式会社
プラスチックマルチコア光ファイバ
1か月前
東レ株式会社
積層体、電子部品および積層体の製造方法
1か月前
東レ株式会社
加飾フィルムおよび加飾フィルムの製造方法
26日前
東レ株式会社
三次元造形物、および三次元造形物の製造方法
12日前
東レ株式会社
印刷用インキおよびそれを用いた印刷物の製造方法
19日前
東レ株式会社
基材の検査装置、基材の検査方法および被膜除去装置
12日前
東レ株式会社
靴底
7日前
東レ株式会社
液体展開用シート、及び液体展開用シートの製造方法
1か月前
東レ株式会社
血液浄化用多孔質中空糸膜及び血液浄化用モジュール
19日前
東レ株式会社
芳香族ポリアミドフィルム及びそれを用いてなる振動板
1か月前
東レコーテックス株式会社
架橋性ポリマー及び組成物
14日前
東レ株式会社
液晶ポリエステル樹脂組成物およびそれからなる成形品
26日前
東レ株式会社
液晶ポリエステル樹脂組成物およびそれからなる成形品
26日前
東レ株式会社
感光性組成物、硬化物、表示装置、及び硬化物の製造方法
1か月前
東レ株式会社
中空糸多孔質膜、中空糸多孔質膜ユニットおよび膜モジュール
12日前
東レ株式会社
シーラントフィルム、二次電池用外装材、二次電池、電動デバイス
12日前
東レ株式会社
積層体、断熱材および真空断熱容器、ならびに、積層体の製造方法
14日前
東レ株式会社
シリコーン樹脂組成物およびそれを用いた水なし平版印刷版の版面修正液
12日前
公立大学法人秋田県立大学
構造物用コーティング剤および赤外線による計測システム
1か月前
東レ株式会社
電子ドナー型光電変換材料、それを用いた光電変換素子、光センサおよび表示装置ならびに化合物。
26日前
東レ株式会社
感光性樹脂塗膜の製造方法、ディスプレイの製造方法、カラーフィルタの製造方法および感光性樹脂組成物
26日前
東レ株式会社
ポリエステル系フィルムの回収方法、ポリエステル系フィルムの処理装置およびポリエステル製品の製造方法
12日前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ