TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173140
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091356
出願日
2023-06-02
発明の名称
車両用部材の補強方法
出願人
東レ株式会社
代理人
主分類
B60R
19/04 20060101AFI20241205BHJP(車両一般)
要約
【課題】本発明は、部材の変形モードによって変化する、一方向繊維強化樹脂テープを用いた車両用部材の補強方法を提供する。
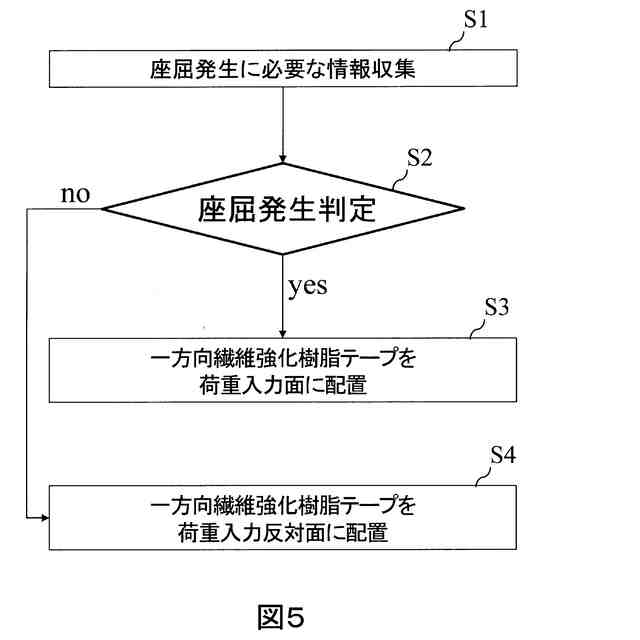
【解決手段】所定方向を長手方向とする複数の面、および、該複数の面を連結するリブを有し、該面の一つは他の一以上の面に対向して配置され、最外位置に配された面(以下、最外面という。)の一方の面における外側の表面に外部から荷重が入力される、金属製の車両用部材の補強方法であって、該外部から荷重が入力される際の該部材における座屈発生の有無を判定するための情報収集工程S1と、該部材の座屈発生判定工程S2と、該座屈発生を有と判定した場合は、該荷重が入力される面に、該座屈発生を無と判定した場合は、該荷重が入力される面と反対側の最外面に配置された面に、強化繊維が樹脂に含浸されてなる一方向繊維強化樹脂テープを配置する工程S3,S4と、を有する、車両用部材の補強方法。
【選択図】図5
特許請求の範囲
【請求項1】
所定方向を長手方向とする複数の面、および、該複数の面を連結するリブを有し、該面の一つは他の一以上の面に対向して配置され、最外位置に配された面(以下、最外面という。)の一方の面における外側の表面に外部から荷重が入力される、金属製の車両用部材の補強方法であって、
該外部から荷重が入力される際の該部材における座屈発生の有無を判定するための情報収集工程と、
該部材の座屈発生判定工程と、
該座屈発生を有と判定した場合は、該荷重が入力される面に、
該座屈発生を無と判定した場合は、該荷重が入力される面と反対側の最外面に配置された面に、強化繊維が樹脂に含浸されてなる一方向繊維強化樹脂テープを配置する工程と、
を有する、車両用部材の補強方法。
続きを表示(約 800 文字)
【請求項2】
前記一方向繊維強化樹脂テープを配置する工程において、
座屈発生を有と判定した場合は、前記荷重が入力される面の外側の表面に、
座屈発生を無と判定した場合は、前記荷重が入力される面と反対側の最外面に配置された面の外側の表面に、一方向繊維強化樹脂テープを配置する、請求項1記載の車両用部材の補強方法。
【請求項3】
前記金属製の車両用部材は、該金属として鉄、アルミニウムまたはマグネシウムを含む、請求項1記載の車両用部材の補強方法。
【請求項4】
前記強化繊維は、炭素繊維、ガラス繊維、アラミド繊維、アルミナ繊維、炭化珪素繊維、ボロン繊維または金属繊維を含む、請求項1~3のいずれか記載の車両用部材の補強方法。
【請求項5】
前記座屈の発生を有と判定した場合において、
前記一方向繊維強化テープを、該テープを構成する強化繊維の配向方向と前記荷重が入力される側の面の長手方向とを略同一として該面に配置する、請求項1~3のいずれか記載の車両用部材の補強方法。
【請求項6】
前記座屈の発生を有と判定した場合において、
前記荷重が入力される側の面に配置される前記一方向繊維強化テープの厚みが、該面における厚みの50%以下である、請求項1~3のいずれか記載の車両用部材の補強方法。
【請求項7】
前記座屈の発生を有と判定した場合において、
前記一方向繊維強化テープを、前記荷重が入力される側の面の長手方向長さの20%以上にわたって配置する、請求項1~3のいずれか記載の車両用部材の補強方法。
【請求項8】
前記情報収集工程は、理論式、試験またはCAE解析の少なくともいずれか一つにより実施される、請求項1~3のいずれか記載の車両用部材の補強方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両用部材の補強方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
近年、カーボンニュートラルを推進するため、車両の軽量化が求められており、その方法として、車両部材の厚みを薄くすることがある一方、強度低下や応力集中による座屈、割れにつながるという課題がある。
【0003】
このような中、車両部材に補強材を適用することで、軽量かつ高強度を実現する手法が発明されてきた。特許文献1には、座屈強度の大きい材料と曲げ強度の大きい材料を組み合わせたバンパービームが記載されており、座屈強度が問題となる部分に比座屈強度パラメータの大きい材料を充てることが記載されている。特許文献2には、補強材の一部の厚みを他の一部の厚みよりも厚く設定することで、曲げ剛性を効果的に向上させた車両構造部材が記載されている。特許文献3には、一方向繊維強化樹脂により板状又はシート状に形成された補強材により、耐曲げ性を高めた長尺状部材が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開平4-252754号公報
特開2018-30542号公報
特開2018-95006号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献に記載の発明では、車両用部材を一方向繊維強化樹脂テープにより補強する際に、部材の変形モードによって補強方法を変えることで、より効果的に軽量かつ高強度を実現できる余地があることに到っていない。
【0006】
上記問題に鑑み、本発明は、部材の変形モードによって変化する、一方向繊維強化樹脂テープを用いた車両用部材の補強方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
1. 所定方向を長手方向とする複数の面、および、該複数の面を連結するリブを有し、該面の一つは他の一以上の面に対向して配置され、最外位置に配された面(以下、最外面という。)の一方の面における外側の表面に外部から荷重が入力される、金属製の車両用部材の補強方法であって、
該外部から荷重が入力される際の該部材における座屈発生の有無を判定するための情報収集工程と、
該部材の座屈発生判定工程と、
該座屈発生を有と判定した場合は、該荷重が入力される面(以下、荷重入力面ということがある。)に、
該座屈発生を無と判定した場合は、該荷重が入力される面と反対側の最外面に配置された面(以下、荷重入力反対面ということがある。)に、強化繊維が樹脂に含浸されてなる一方向繊維強化樹脂テープを配置する工程と、
を有する、車両用部材の補強方法。
2. 前記一方向繊維強化樹脂テープを配置する工程において、
座屈発生を有と判定した場合は、前記荷重が入力される面の外側の表面に、
座屈発生を無と判定した場合は、前記荷重が入力される面と反対側の最外面に配置された面の外側の表面に、一方向繊維強化樹脂テープを配置する、上記1記載の車両用部材の補強方法。
3. 前記金属製の車両用部材は、該金属として鉄、アルミニウムまたはマグネシウムを含む、上記1または2記載の車両用部材の補強方法。
4. 前記強化繊維は、炭素繊維、ガラス繊維、アラミド繊維、アルミナ繊維、炭化珪素繊維、ボロン繊維または金属繊維を含む、上記1~3のいずれか記載の車両用部材の補強方法。
5. 前記座屈の発生を有と判定した場合において、
前記一方向繊維強化テープを、該テープを構成する強化繊維の配向方向と前記荷重が入力される側の面の長手方向とを略同一として該面に配置する、上記1~4のいずれか記載の車両用部材の補強方法。
6. 前記座屈の発生を有と判定した場合において、
前記荷重が入力される側の面に配置される前記一方向繊維強化テープの厚みが、該面における厚みの50%以下である、上記1~5のいずれか記載の車両用部材の補強方法。
7. 前記座屈の発生を有と判定した場合において、
前記一方向繊維強化テープを、前記荷重が入力される側の面の長手方向長さの20%以上にわたって配置する、上記1~6のいずれか記載の車両用部材の補強方法。
8. 前記情報収集工程は、理論式、試験またはCAE解析の少なくともいずれか一つにより実施される、上記1~7のいずれか記載の車両用部材の補強方法。
【発明の効果】
【0008】
本発明に係る車両用部材の補強方法によれば、効果的に車両用部材の軽量化および高強度化を実施することが可能になる。
【図面の簡単な説明】
【0009】
本発明の実施形態に係る、車両用部材本体の斜視図(A)、平面図(B)を示している。
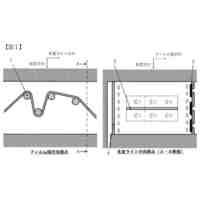
車両用部材断面の拡大断面図例(A)、リブ数を減らした拡大断面図例(B)、(B)からさらにリブ数を減らした拡大断面図例(C)を示しており、いずれも図1に示されたI-I線に沿って切断して得られる断面である。
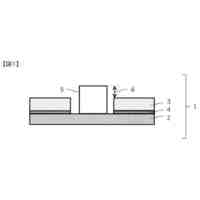
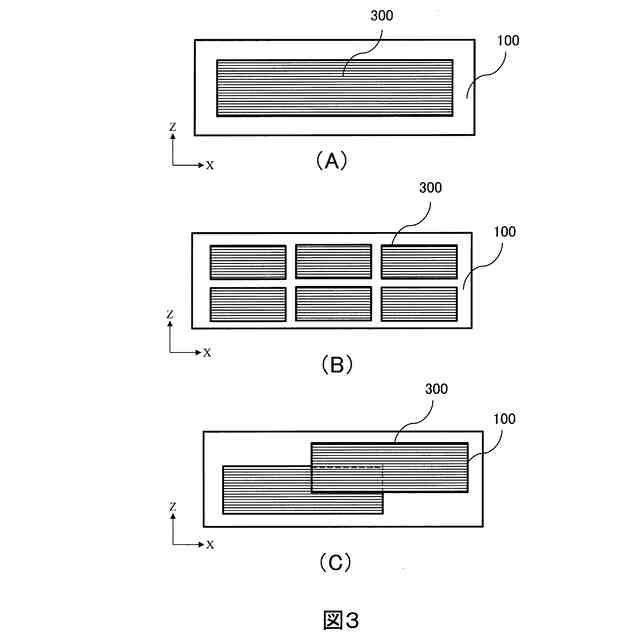
図1に示された車両用部材のある面に対して、一方向繊維強化樹脂テープで補強している様子を示しており、(A)は単一枚数のテープ、(B)は複数のテープを互いに重ねずに、(C)は複数のテープを互いに重ねて配置している。
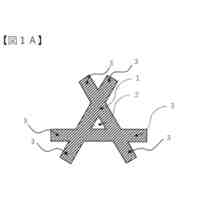
図1に示された車両用部材が、外部からの荷重を受けた結果、座屈が発生している様子を示している。
座屈発生の判定、および判定結果を受けた、一方向繊維強化樹脂テープによる車両用部材補強方法のフローを示している。
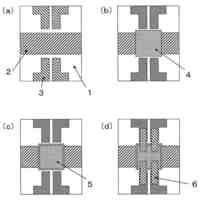
図1に示された車両用部材に対し、上記座屈の発生の有無に応じて、一方向繊維強化樹脂テープを用いて、荷重入力面を補強する様子(A)、荷重入力反対面を補強する様子(B)をそれぞれ示している。
本発明に係る実施形態のバンパリインフォースメントの斜視図(A)、平面図(B)を示している。
図7に示されたVII-VII線に沿って切断した、本発明に係る実施形態のバンパリインフォースメントの断面を拡大して示す拡大断面図である。
図7で示されたバンパリインフォースメントがポールに衝突した後の様子を表している。
図9の結果を受けて、図7に示されたバンパリインフォースメントにて、荷重入力面を一方向繊維強化樹脂テープで補強した様子を示している。
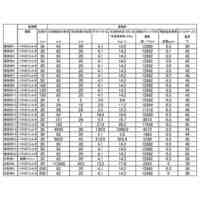
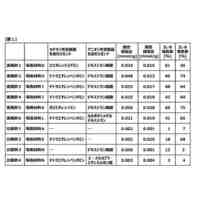
本発明例および比較例のFEM解析の結果を示す、荷重-ストローク線図のグラフである。
一方向繊維強化樹脂テープの繊維方向を、車両部材の所定方向に合わせて変化させた場合の本発明例のFEM解析結果を示す、荷重-ストローク線図のグラフである。
一方向繊維強化樹脂テープの厚みを変化させた場合の本発明例のFEM解析結果を示す、荷重-ストローク線図のグラフである。
一方向繊維強化樹脂テープの長さを、車両部材長手方向長さに対して変化させた場合の本発明例のFEM解析結果を示す、荷重-ストローク線図のグラフである。
【発明を実施するための形態】
【0010】
以下に、本発明の実施の形態について、図面を参照しながら説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
濾過方法
7日前
東レ株式会社
吸着材料
29日前
東レ株式会社
多孔質構造体
1か月前
東レ株式会社
CPUソケット
7日前
東レ株式会社
CPUソケット
7日前
東レ株式会社
不織布および衣料
1か月前
東レ株式会社
再生ポリエステル繊維
29日前
東レ株式会社
多層積層複合断面繊維
29日前
東レ株式会社
シート状物の検査方法
1か月前
東レ株式会社
ポリオレフィン微多孔膜
29日前
東レ株式会社
炭素繊維シートの製造方法
22日前
東レ株式会社
積層体およびその製造方法
25日前
東レ株式会社
ポリエステル繊維の製造方法
16日前
東レ株式会社
ポリエステルフィルムの製造方法
1か月前
東レ株式会社
不織布およびワイピング用シート
1か月前
東レ株式会社
人工皮革および人工皮革の製造方法
1か月前
東レ株式会社
感光性樹脂組成物、硬化物、表示装置
16日前
東レ株式会社
離型フィルムとその製造方法、及び積層体
1か月前
東レ株式会社
熱可塑性ポリエステル樹脂組成物およびその成形品
1か月前
東レ株式会社
二軸配向ポリエステルフィルムロールおよびその製造方法
1か月前
東レ株式会社
多孔性フィルム、二次電池用セパレータ、および二次電池
1か月前
東レ株式会社
不具合判定方法、不具合判定プログラムおよび不具合判定装置
9日前
東レ株式会社
脂溶性ビタミン又はその誘導体と温度応答性イオン液体を含む組成物
1か月前
東レ株式会社
着色感光性樹脂組成物、着色感光性樹脂基板、カラーフィルタおよび素子
29日前
東レ株式会社
ポリプロピレンフィルム
22日前
東レ株式会社
熱硬化性樹脂組成物、繊維強化複合材料用成形材料および繊維強化複合材料
1か月前
東レ株式会社
回転電機保護リング、その製造方法および回転電機並びに電動モビリティ機器
22日前
東レ株式会社
生体信号モニタリング用ウェア
28日前
東レ株式会社
二軸配向ポリプロピレンフィルム
22日前
東レ株式会社
エポキシ樹脂組成物、成形品、繊維強化複合材料用成形材料および繊維強化複合材料
29日前
東レ株式会社
積層体、LED基板およびその製造方法
17日前
東レ株式会社
電解質膜補強用ポリアリーレンスルフィドフィルム、フィルムロール、電解質膜補強用フィルム、電解質膜補強部材、燃料電池、水電解装置
1か月前
他の特許を見る






 特許ウォッチ
特許ウォッチ