TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126354
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034673
出願日
2023-03-07
発明の名称
ケース構造体
出願人
古河AS株式会社
,
古河電気工業株式会社
代理人
個人
主分類
B29C
45/27 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 ケース部とカバー部とを高い信頼性で接合することが可能なケース構想体を提供する。
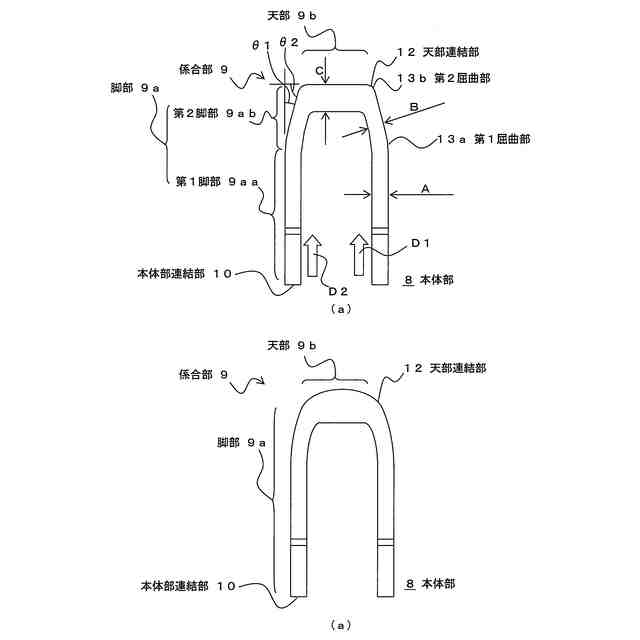
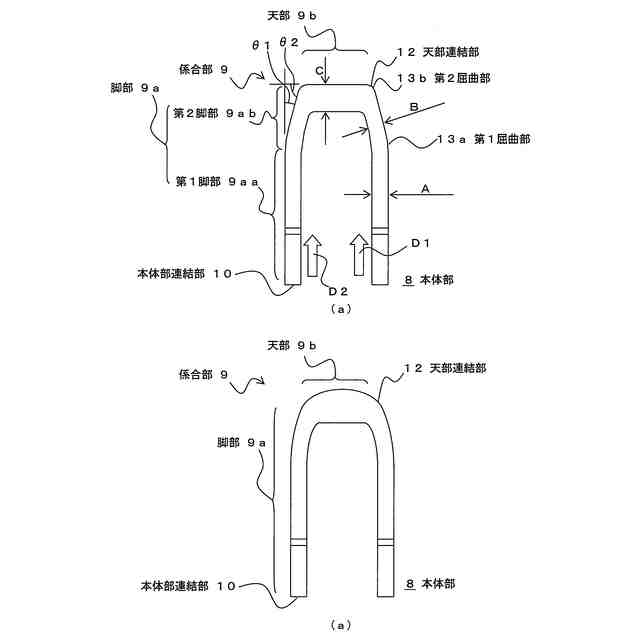
【解決手段】 電気接続箱は、電気部品等が収容されるケース部と、ケース部の上方に取り付けられるアッパーカバーと、ケース部の下方に取り付けられるロアカバーとからなる。カバー部材とケース部の一方の本体部に係止爪部が設けられ、カバー部材とケース部の他方の本体部に、係止爪部が係止される係合部9が設けられる。係合部9は、本体部8から起立する一対の脚部9aと、一対の脚部9aを連結する天部9bからなる。天部9bが、係止爪部が係止される部位となる。それぞれの脚部9aは、天部9bとの連結部までの間に複数段にそれぞれ90度未満の角度で屈曲する。
【選択図】図3
特許請求の範囲
【請求項1】
収容部材が収容されるケース部と、前記ケース部に接続されるカバー部材とからなるケース構造体であって、
前記カバー部材と前記ケース部の一方の本体部には係止爪部が設けられ、前記カバー部材と前記ケース部の他方の本体部には、前記係止爪部が係止される係合部を有し、
前記係合部は、前記本体部から起立する一対の脚部と、一対の前記脚部を連結し、前記係止爪部が係止される天部とを有し、それぞれの前記脚部は、前記本体部と本体部連結部を介して接続される第1脚部と、前記天部と天部連結部を介して接続される第2脚部とを有し、前記本体部連結部と前記天部との間において複数段にそれぞれ90度未満の角度で屈曲することを特徴とするケース構造体。
続きを表示(約 590 文字)
【請求項2】
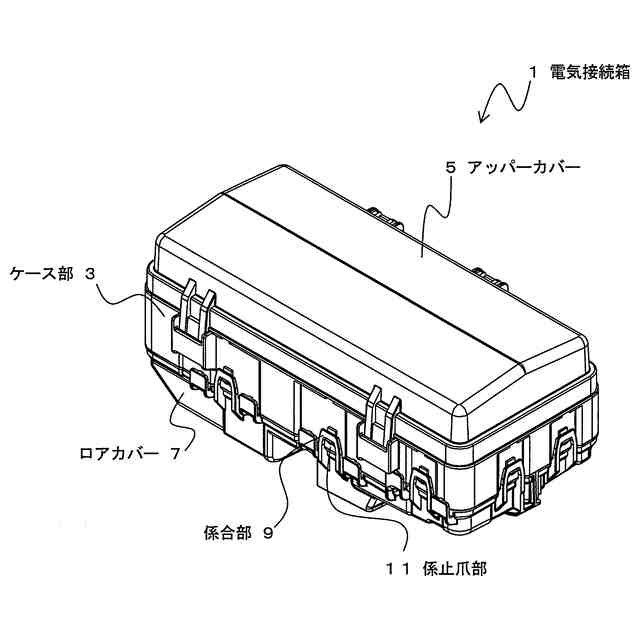
それぞれの前記脚部は、前記本体部から前記天部までの間において連続的に屈曲し、略円弧状に湾曲することを特徴とする請求項1記載のケース構造体。
【請求項3】
前記第1脚部と前記第2脚部との間が第1屈曲部となり流路軸が屈曲し、前記天部連結部が第2屈曲部となりさらに流路軸が屈曲することを特徴とする請求項1記載のケース構造体。
【請求項4】
前記第1脚部の幅に対し、前記第2脚部の幅の方が広いことを特徴とする請求項3記載のケース構造体。
【請求項5】
前記第2脚部の幅に対し、前記天部における幅の方が広いことを特徴とする請求項3記載のケース構造体。
【請求項6】
一対の前記脚部が前記天部の中央に対して対称ではなく、異なる形態であることを特徴とする請求項1記載のケース構造体。
【請求項7】
平面視において、前記係合部は、前記本体部の側壁部に沿って複数配置され、前記本体部のゲート位置が、前記係合部が配置されている部位の前記側壁部に垂直なすべての領域を除く部位に配置されることを特徴とする請求項1記載のケース構造体。
【請求項8】
前記ケース構造体は、電気部品が収容される前記ケース部と前記カバー部材とを有する電気接続箱であることを特徴とする請求項1記載のケース構造体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば自動車に搭載される電気接続箱などのケース構造体の係合構造に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、自動車には、内部にヒューズやリレー等が収容された電気接続箱が設置される。このような電気接続箱は、通常、電気部品が収容されるケース部の上下にアッパーカバーとロアカバーが配置される。ケース部、アッパーカバー及びロアカバーは、合成樹脂で形成される。
【0003】
このようなケース部は、通常、薄肉の四角箱状であるため、成形時に外周壁にソリやヒケが発生しやすい。ケース部の外周壁が外方に膨らむソリの場合、アッパーカバーやロアカバーがガタついて異音の発生の要因となり、各カバーがケース部にロックされなくなる恐れもある。
【0004】
これに対し、ケース部の上方にカバーを被せる電気接続箱において、カバーの外周壁に突起爪を備えたロック係止部を形成するとともに、ケース部の外周壁に、ロック係止部の突起爪を係止する突起爪係止部と、カバー外周壁の外面側に接する押え部とを一体的に備えたロック部を形成した電気接続箱が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0005】
特開平8-9532号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、ケース部の外周壁と押え部との間にカバーのロック係止部が上方から挿入され、突起爪が突起爪係止部により係止されると共にカバー外周壁が押え部に矯正保持される。カバー側のロック係止部は、カバー外周壁より三角状に突出した突起爪とする一方、ケース部側のロック部は、略逆U字状で上向きに立ち上がった形状としている。
【0007】
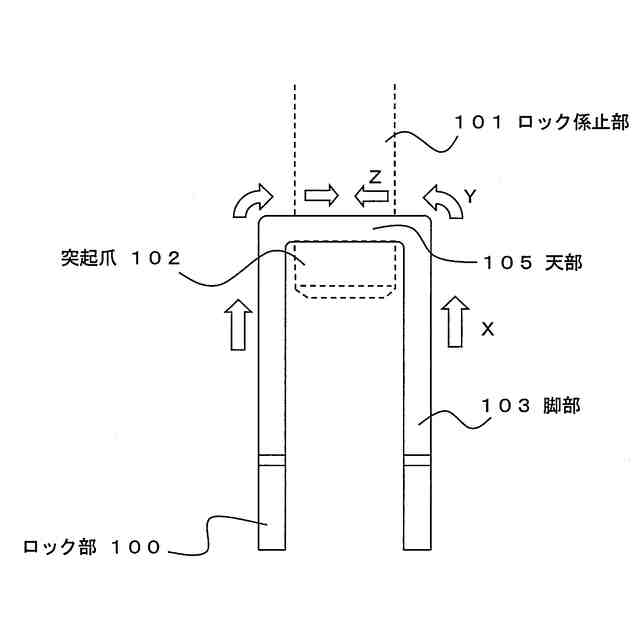
図5は、特許文献1におけるケース部に形成されるロック部100の形状を示す概略図である。ロック部100は、ケース部の本体から突出する一対の脚部103と、脚部103同士を連結する天部105とからなる。カバーのロック係止部101の突起爪102は、天部105の下面に係止されてカバーとケース部とが固定される。
【0008】
ここで、前述したように、通常、ケース部は合成樹脂の射出成型によって成形される。すなわち、ケース部の形状のキャビティを有する金型に樹脂が注入されて成形が行われる。この際、本体部側に配置されるゲートから注入された樹脂は、金型のキャビティ内部を流動して各部にいきわたる。
【0009】
ロック部100においても、本体部側から樹脂が注入されて、それぞれの脚部103を流れて天部105でそれぞれの脚部103を流れてきた樹脂同士が融合してロック部100が成形される。この際、樹脂の融合部が完全に融合せずに融着不良となると、いわゆるウェルドが発生する。
【0010】
このようなウェルドは、金型内に注入後の樹脂が短時間で勢いよく流れて融合すると生じにくい。しかし、図5に示すように、脚部103を流れた樹脂(図中矢印X)は、天部105方向に90度に方向を流れる方向が変化し(図中矢印Y)、天部105内を流動する(図中矢印Z)。このように、脚部103から天部105への屈曲部において、樹脂の流れる方向が大きく変化する。このため、屈曲部において樹脂の流速が減じ、流れが乱れるため、天部105での樹脂の流速が低下する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
古河電気工業株式会社
電流制御装置
4日前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
金型の製造方法
8か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
プリプレグテープ
8日前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
積層基材の製造方法
10か月前
世紀株式会社
造形装置
9か月前
輝創株式会社
接合方法
8か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
帝人株式会社
成形体の製造方法
2か月前
株式会社日本製鋼所
押出成形装置
15日前
株式会社日本製鋼所
押出成形装置
15日前
六浦工業株式会社
接着装置
8か月前
株式会社吉野工業所
計量キャップ
9か月前
グンゼ株式会社
印刷層の除去方法
8か月前
三菱自動車工業株式会社
予熱装置
4日前
東レ株式会社
リーフディスク型フィルター
9か月前
小林工業株式会社
振動溶着機
3か月前
株式会社リコー
シート処理システム
1か月前
トヨタ自動車株式会社
真空成形方法
4か月前
KTX株式会社
シェル型の作製方法
3か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
株式会社リコー
シート処理システム
1か月前
株式会社城北精工所
押出成形用ダイ
6か月前
株式会社アフィット
粉末焼結積層造形装置
9か月前
ダイハツ工業株式会社
3Dプリンタ
10か月前
トヨタ自動車株式会社
真空成形装置
4か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形装置
9か月前
TOWA株式会社
樹脂成形装置
10か月前
株式会社日本製鋼所
射出成形機
2か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































