TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126328
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023034631
出願日
2023-03-07
発明の名称
電極部材の製造方法および電池の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
4/139 20100101AFI20240912BHJP(基本的電気素子)
要約
【課題】本開示は、集電体にシワが生じることを抑制可能な電極部材の製造方法を提供することを主目的とする。
【解決手段】
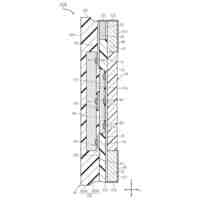
本開示においては、電池に用いられる電極部材の製造方法であって、集電体および活物質層を有する電極シートを準備する電極シート準備工程と、上記電極シートの一方の表面上に、上記集電体の外縁に沿って、樹脂製の第1枠部材を配置し、上記電極シートの他方の表面上に、上記集電体の外縁に沿って、樹脂製の第2枠部材を配置する枠部材配置工程と、上記第1枠部材および上記第2枠部材を、上記集電体に熱溶着させる熱溶着工程と、を有し、上記枠部材配置工程において、第1枠部材および上記集電体の間に機能性部材を配置し、上記熱溶着工程は、所定の第1溶着処理および第2溶着処理を有する、電極部材の製造方法を提供することにより、上記課題を解決する。
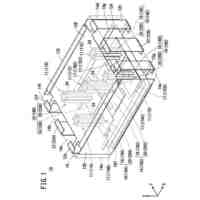
【選択図】図1
特許請求の範囲
【請求項1】
電池に用いられる電極部材の製造方法であって、
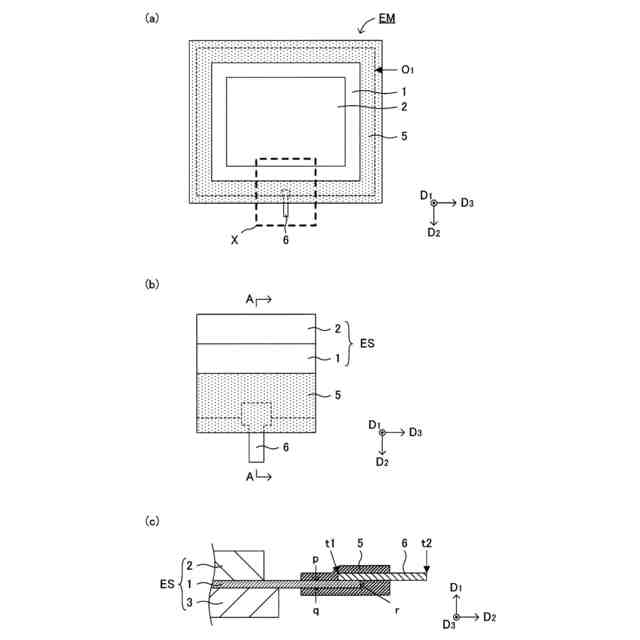
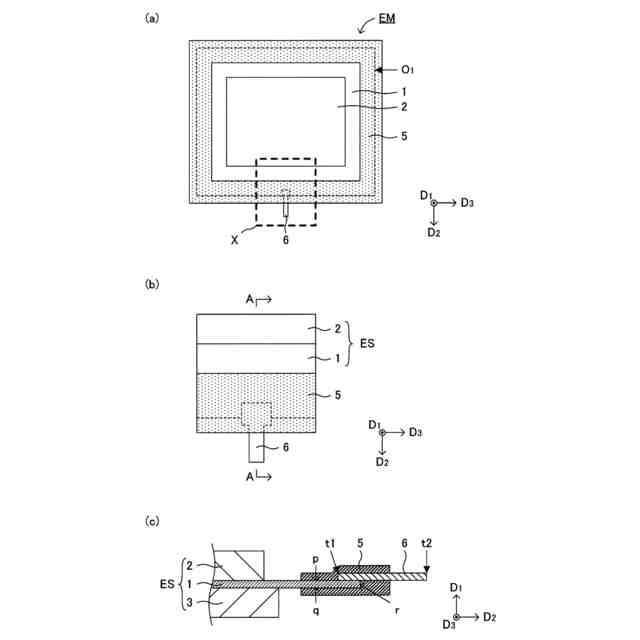
集電体と、前記集電体の少なくとも一方の表面上に配置された活物質層と、を有し、かつ、厚さ方向である第1方向から見て、前記集電体の外縁が、前記活物質層の外縁より外側に位置する、電極シートを準備する電極シート準備工程と、
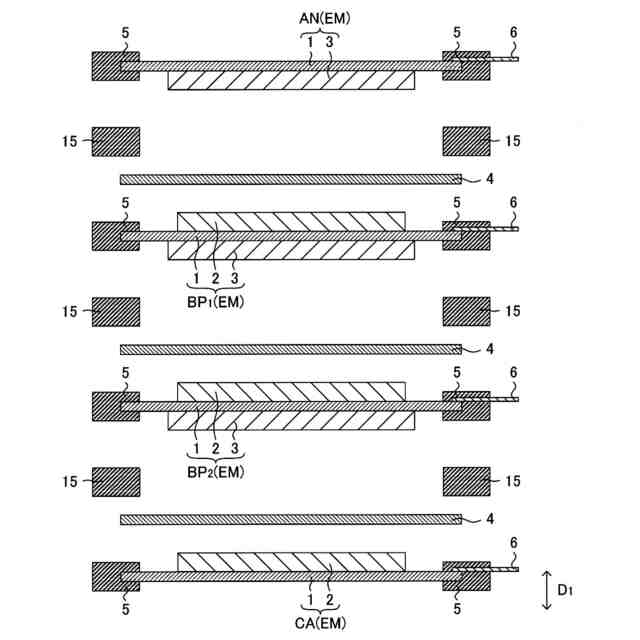
前記電極シートの一方の表面上に、前記集電体の外縁に沿って、樹脂製の第1枠部材を配置し、前記電極シートの他方の表面上に、前記集電体の外縁に沿って、樹脂製の第2枠部材を配置する枠部材配置工程と、
前記第1枠部材および前記第2枠部材を、前記集電体に熱溶着させる熱溶着工程と、
を有し、
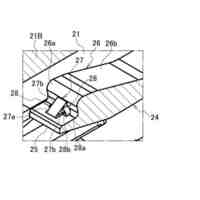
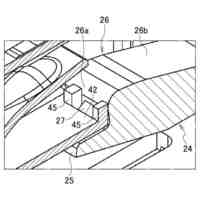
前記枠部材配置工程において、一端が前記第1枠部材および前記集電体の間に位置し、他端が前記第1枠部材および前記第2枠部材より外側に位置するように、機能性部材を配置し、
前記熱溶着工程は、
前記第1方向から見て、前記機能性部材と重複するように設定した第1加工領域に対して、前記第1方向における両側から、加熱および加圧を行い、前記第1枠部材および前記第2枠部材を、前記集電体に熱溶着させる、第1溶着処理と、
前記第1溶着処理の後に、前記第1加工領域よりも前記活物質層側に設定した第2加工領域に対して、前記第1方向における両側から、加熱および加圧を行い、前記第1枠部材および前記第2枠部材を、前記集電体に熱溶着させる第2溶着処理と、
を有する、電極部材の製造方法。
続きを表示(約 830 文字)
【請求項2】
前記第2加工領域は、前記機能性部材を含まない領域である、請求項1に記載の電極部材の製造方法。
【請求項3】
前記第1枠部材を構成する樹脂の融点をT
M1
とした場合に、前記第1溶着処理における加熱温度が、(T
M1
±10)℃であり、
前記第2溶着処理における加熱温度が、前記第1溶着処理における加熱温度より高い、請求項1に記載の電極部材の製造方法。
【請求項4】
前記第2加工領域は、前記第1方向から見て、前記第1枠部材および前記第2枠部材と重複する前記集電体を含む第1領域と、前記第1枠部材および前記第2枠部材と重複しない前記集電体を含む第2領域と、を含む、請求項1に記載の電極部材の製造方法。
【請求項5】
前記電極シートが、前記集電体と、前記集電体の一方の表面上に配置された正極活物質層と、前記集電体の他方の表面上に配置された負極活物質層と、を有するバイポーラ電極シートである、請求項1に記載の電極部材の製造方法。
【請求項6】
前記機能性部材が、電圧検出端子であり、
前記枠部材配置工程において、前記電圧検出端子が前記集電体に溶接される、請求項1に記載の電極部材の製造方法。
【請求項7】
前記第1方向から見て、前記電極シートの形状は四角形であり、前記四角形を構成する各辺の長さは、それぞれ20cm以上である、請求項1に記載の電極部材の製造方法。
【請求項8】
請求項1から請求項7のいずれかの請求項に記載の電極部材の製造方法により、電極部材を準備する電極部材準備工程と、
複数の前記電極部材を、前記第1方向に積層して電極積層体を形成し、前記電極積層体における前記第1枠部材および前記第2枠部材を熱溶着し、シール部材を形成するシール部材形成工程と、
を有する電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極部材の製造方法および電池の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
単電池の周囲にシール部材を設けて、短絡(液絡)を防止したバイポーラ電池が知られている。例えば、特許文献1には、単電池の周囲を取り囲み、集電体の間に設けられたシール部材を有し、バイポーラ電池の平面図においてシール部材が集電体の外部へ突出し、さらに隣接するシール部材が互いに接着してなる、バイポーラ電池が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-190713号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
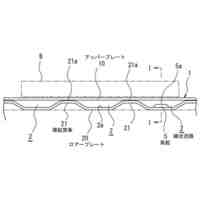
単電池を構成する集電体の間にシール部材を設けるにあたり、集電体の外縁に沿って、樹脂製の枠部材(シール部材を形成するための部材)を集電体に熱溶着させる場合がある。枠部材を集電体に熱溶着させると、集電体および枠部材の膨張収縮差によって、集電体にシワが生じ、電池のシール性が低下する場合がある。特に、集電体の表面の一部に、端子部材等の機能性部材を配置して、その上から樹脂製の枠部材を溶着しようとすると、機能性部材が集電体表面に対して凸部となるため、枠部材の溶着時のシワが顕著に生じやすくなる。
【0005】
本開示は、上記実情に鑑みてなされたものであり、集電体にシワが生じることを抑制可能な電極部材の製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
電池に用いられる電極部材の製造方法であって、
集電体と、上記集電体の少なくとも一方の表面上に配置された活物質層と、を有し、かつ、厚さ方向である第1方向から見て、上記集電体の外縁が、上記活物質層の外縁より外側に位置する、電極シートを準備する電極シート準備工程と、
上記電極シートの一方の表面上に、上記集電体の外縁に沿って、樹脂製の第1枠部材を配置し、上記電極シートの他方の表面上に、上記集電体の外縁に沿って、樹脂製の第2枠部材を配置する枠部材配置工程と、
上記第1枠部材および上記第2枠部材を、上記集電体に熱溶着させる熱溶着工程と、
を有し、
上記枠部材配置工程において、一端が上記第1枠部材および上記集電体の間に位置し、他端が上記第1枠部材および上記第2枠部材より外側に位置するように、機能性部材を配置し、
上記熱溶着工程は、
上記第1方向から見て、上記機能性部材と重複するように設定した第1加工領域に対して、上記第1方向における両側から、加熱および加圧を行い、上記第1枠部材および上記第2枠部材を、上記集電体に熱溶着させる、第1溶着処理と、
上記第1溶着処理の後に、上記第1加工領域よりも上記活物質層側に設定した第2加工領域に対して、上記第1方向における両側から、加熱および加圧を行い、上記第1枠部材および上記第2枠部材を、上記集電体に熱溶着させる第2溶着処理と、
を有する、電極部材の製造方法。
【0007】
[2]
上記第2加工領域は、上記機能性部材を含まない領域である、[1]に記載の電極部材の製造方法。
【0008】
[3]
上記第1枠部材を構成する樹脂の融点をT
M1
とした場合に、上記第1溶着処理における加熱温度が、(T
M1
±10)℃であり、
上記第2溶着処理における加熱温度が、上記第1溶着処理における加熱温度より高い、[1]または[2]に記載の電極部材の製造方法。
【0009】
[4]
上記第2加工領域は、上記第1方向から見て、上記第1枠部材および上記第2枠部材と重複する上記集電体を含む第1領域と、上記第1枠部材および上記第2枠部材と重複しない上記集電体を含む第2領域と、を含む、[1]から[3]のいずれかに記載の電極部材の製造方法。
【0010】
[5]
上記電極シートが、上記集電体と、上記集電体の一方の表面上に配置された正極活物質層と、上記集電体の他方の表面上に配置された負極活物質層と、を有するバイポーラ電極シートである、[1]から[4]のいずれかに記載の電極部材の製造方法。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
二次電池
16日前
個人
安全なNAS電池
16日前
ユニチカ株式会社
負極集電材
16日前
オムロン株式会社
電磁継電器
1日前
オムロン株式会社
電磁継電器
8日前
東レ株式会社
有機粒子およびフィルム
4日前
日本航空電子工業株式会社
構造体
8日前
ローム株式会社
半導体装置
4日前
オムロン株式会社
スイッチ
1日前
オムロン株式会社
スイッチ
1日前
ローム株式会社
半導体装置
8日前
アイホン株式会社
インターホン機器
8日前
オムロン株式会社
電磁継電器
8日前
日本航空電子工業株式会社
コネクタ
16日前
富士電機株式会社
電磁接触器
16日前
後藤電子 株式会社
積層電線
8日前
日産自動車株式会社
半導体装置
8日前
富士電機株式会社
炭化珪素半導体装置
16日前
FDK株式会社
二次電池
16日前
富士電機株式会社
炭化珪素半導体装置
9日前
オムロン株式会社
端子台
16日前
日軽金ALMO株式会社
冷却器
8日前
双信電機株式会社
フィルタ
8日前
東洋電装株式会社
スイッチ装置
1日前
株式会社村田製作所
コイル部品
1日前
フィーサ株式会社
イオン発生素子
8日前
ローム株式会社
オーディオ用半導体装置
8日前
オムロン株式会社
ソケット
16日前
日本放送協会
垂直分離型撮像素子
16日前
矢崎総業株式会社
コネクタ
8日前
矢崎総業株式会社
押し治具
16日前
東洋電装株式会社
カプラ取付装置
8日前
東芝ライテック株式会社
電池装置
9日前
サンケン電気株式会社
半導体装置
15日前
矢崎総業株式会社
コネクタ
1日前
矢崎総業株式会社
コネクタ
8日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ