TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125138
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2023069344
出願日
2023-04-20
発明の名称
工具異常検出システム
出願人
株式会社デンソー
代理人
弁理士法人ゆうあい特許事務所
主分類
B23Q
17/09 20060101AFI20240906BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具の異常を誤判定し難くできる工具異常検出システムを提供する。
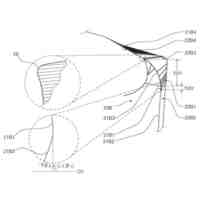
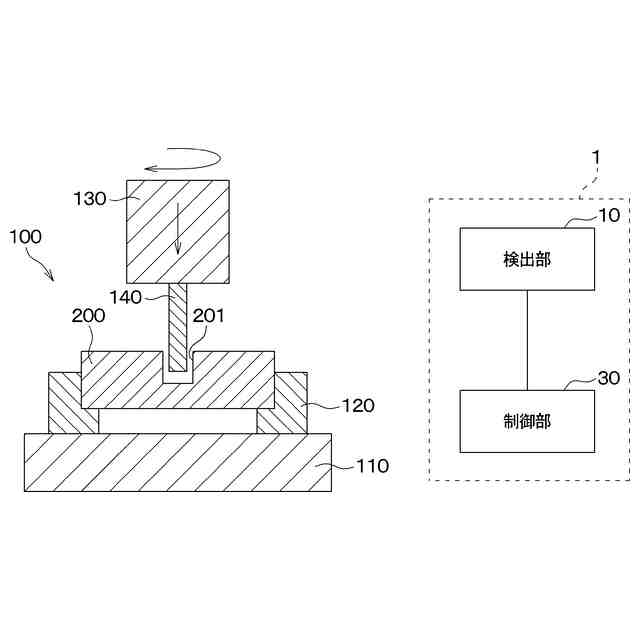
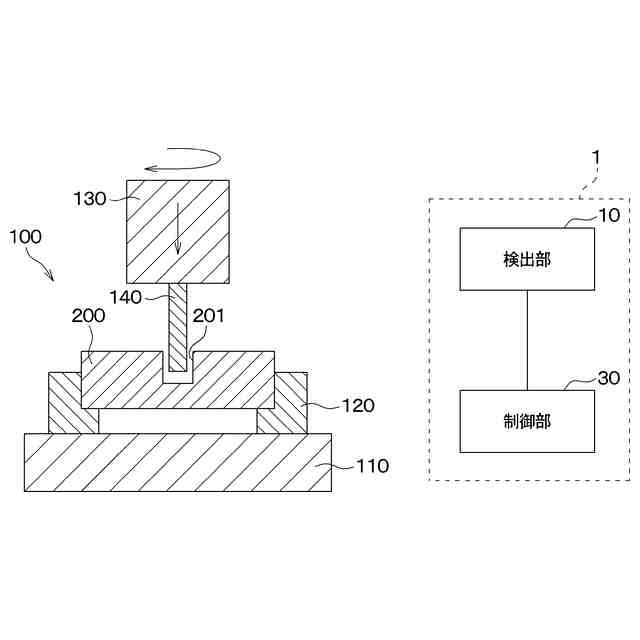
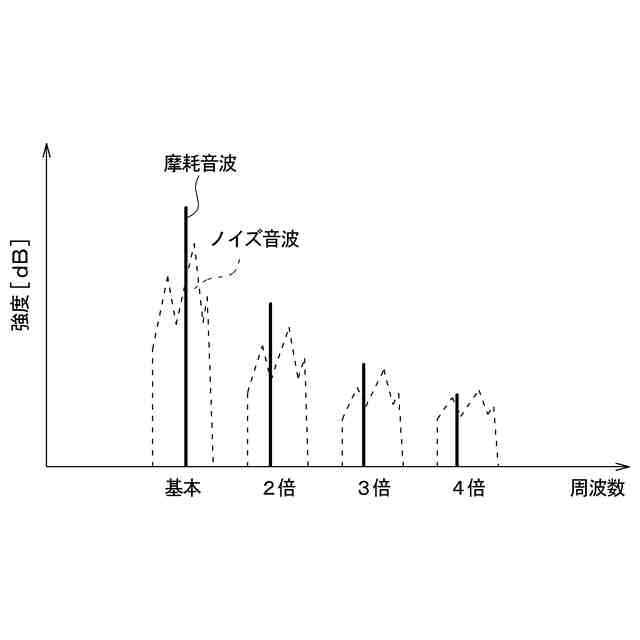
【解決手段】工具140を用いて被削材200を加工する際に発生する音波を検出し、音波に基づく検出信号を出力する検出部10と、検出信号に基づいて工具140の摩耗を判定する制御部30と、を備え、制御部30は、検出信号に基づいて、工具140が摩耗した際に発生する摩耗音波の基本となる周波数帯域、および基本となる周波数帯域より高い周波数帯域について強度を示す判定信号をそれぞれ生成し、それぞれの判定信号の強度と、それぞれの周波数帯域について設定された摩耗閾値とを比較して工具の摩耗を判定するようにする。
【選択図】図1
特許請求の範囲
【請求項1】
工具異常検出システムであって、
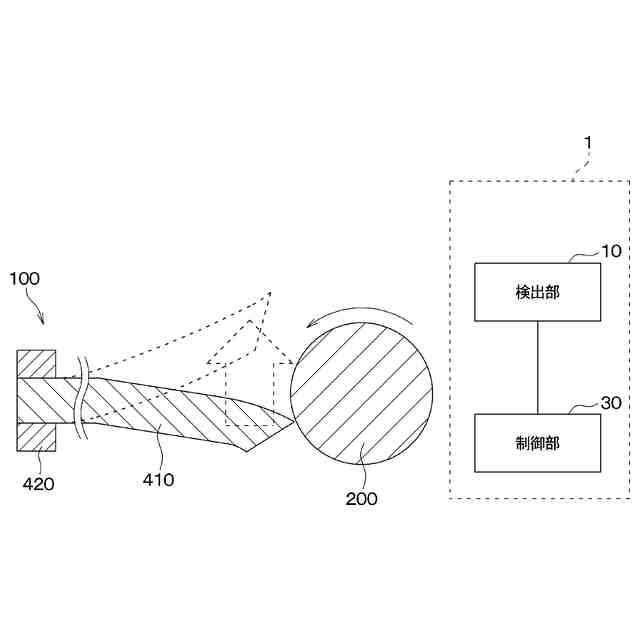
工具(140、410)を用いて被削材(200)を加工する際に発生する音波を検出し、前記音波に基づく検出信号を出力する検出部(10)と、
前記検出信号に基づいて前記工具の摩耗を判定する制御部(30)と、を備え、
前記制御部は、前記検出信号に基づいて、前記工具が摩耗した際に発生する摩耗音波の基本となる周波数帯域、および前記基本となる周波数帯域より高い周波数帯域について強度を示す判定信号をそれぞれ生成し、それぞれの前記判定信号の強度と、それぞれの前記周波数帯域について設定された摩耗閾値とを比較して前記工具の摩耗を判定する工具異常検出システム。
続きを表示(約 500 文字)
【請求項2】
前記制御部は、前記基本となる周波数帯域、および前記基本となる周波数帯域における2以上の整数倍の周波数帯域について前記判定信号をそれぞれ生成する請求項1に記載の工具異常検出システム。
【請求項3】
前記検出部は、前記検出信号としてアナログ信号を出力し、
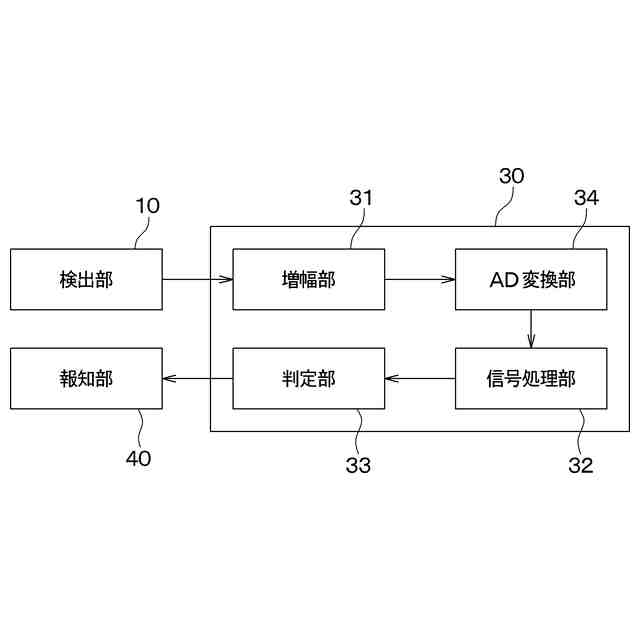
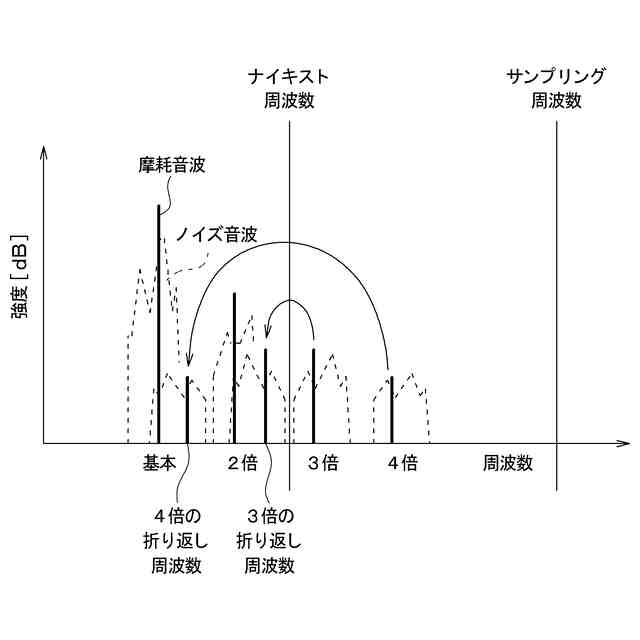
前記制御部は、前記アナログ信号をデジタル信号に変換すると共に、サンプリング周波数が、前記判定信号が生成される周波数帯域の最も高い周波数帯域より高い周波数とされ、かつ前記サンプリング周波数の1/2の周波数であるナイキスト周波数が、前記判定信号が生成される周波数帯域の範囲に含まれる周波数とされたAD変換部(34)を有し、前記AD変換部で変換されたデジタル信号に基づき、前記ナイキスト周波数以下の周波数帯域で前記判定信号を生成する請求項1に記載の工具異常検出システム。
【請求項4】
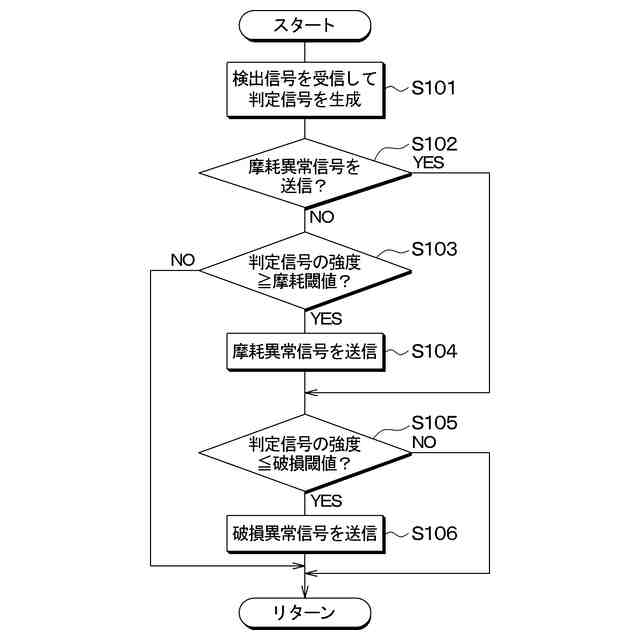
前記制御部は、前記工具に摩耗が発生していると判定した場合、それぞれの前記判定信号の強度と、前記摩耗閾値より小さい破損閾値とを比較して前記工具の破損を判定する請求項1または2に記載の工具異常検出システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工具異常検出システムに関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来より、工作機械における工具の異常を検出する工具異常検出システムが提案されている(例えば、特許文献1参照)。具体的には、この工具異常検出システムは、工具を用いて被削材を加工している際に発生する音波を検出する検出部と、制御部とを備えている。そして、制御部は、暗騒音に起因するノイズ音波の影響を低減するために所定の周波数帯域における音波の強度を抽出した後、抽出した周波数帯域の強度を閾値と比較することにより、工具の異常(すなわち、摩耗)を判定している。なお、暗騒音に起因するノイズ音波とは、工作機械周辺で監視する作業員の声、対象となる工作機械の周辺に設置されている別の工作機械の稼働音、工作機械が配置される工場のチャイム等が挙げられる。また、暗騒音に起因する音波とは、対象となる工作機械に備えられる機器等の音波も挙げられ、モータ、自動交換機(すなわち、ATC(Automatic Tool Changerの略))、クーラント装置、オイルミスタコレクタ等の稼働音が挙げられる。
【先行技術文献】
【特許文献】
【0003】
特開2007-222997号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような工具異常検出システムにおいても、設定した周波数帯域に暗騒音に起因するノイズ音波が含まれてしまう場合には、工具の異常を誤判定する可能性がある。
【0005】
本発明は上記点に鑑み、工具の異常を誤判定し難くできる工具異常検出システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するための請求項1は、工具異常検出システムであって、工具(140、410)を用いて被削材(200)を加工する際に発生する音波を検出し、音波に基づく検出信号を出力する検出部(10)と、検出信号に基づいて工具の摩耗を判定する制御部(30)と、を備え、制御部は、検出信号に基づいて、工具が摩耗した際に発生する摩耗音波の基本となる周波数帯域、および基本となる周波数帯域より高い周波数帯域について強度を示す判定信号をそれぞれ生成し、それぞれの判定信号の強度と、それぞれの周波数帯域について設定された摩耗閾値とを比較して工具の摩耗を判定する。
【0007】
これによれば、制御部は、摩耗音波の基本となる周波数帯域、およびこの周波数帯域より高い周波数帯域について判定信号を生成する。そして、制御部は、各判定信号と摩耗閾値とを比較して摩耗判定を行う。このため、工具の摩耗を誤判定することを抑制できる。
【0008】
なお、各構成要素等に付された括弧付きの参照符号は、その構成要素等と後述する実施形態に記載の具体的な構成要素等との対応関係の一例を示すものである。
【図面の簡単な説明】
【0009】
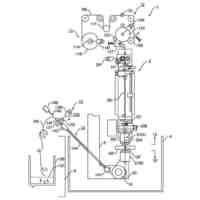
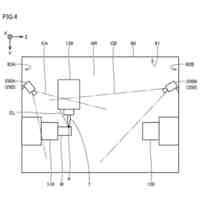
第1実施形態における工具異常検出システムの模式図である。
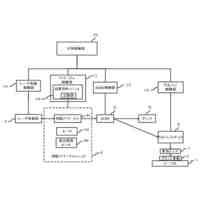
制御部のブロック図である。
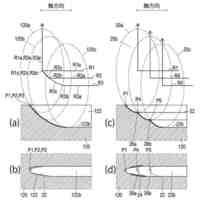
周波数と強度との関係を示す図である。
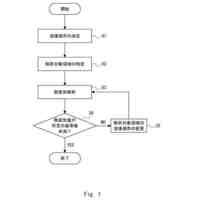
制御部が実行するフローチャートである。
第2実施形態における工具異常検出システムの模式図である。
第3実施形態における制御部の模式図である。
第4実施形態における周波数と強度との関係を示す図である。
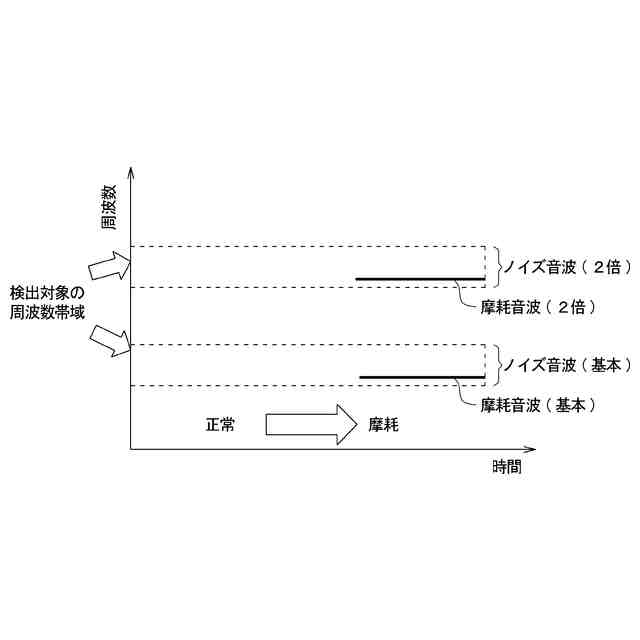
他の実施形態における時間、周波数、摩耗音波、およびノイズ音波の関係を示す模式図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図に基づいて説明する。なお、以下の各実施形態相互において、互いに同一もしくは均等である部分には、同一符号を付して説明を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
6日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
1か月前
菅機械産業株式会社
測長装置
2か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
チャックユニット
3か月前
日東精工株式会社
チャックユニット
2か月前
株式会社MOLDINO
ドリル
19日前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
回転アーク溶接方法
1か月前
日進工具株式会社
被覆切削工具
4か月前
津根精機株式会社
鉄筋切断装置
29日前
株式会社ダイヘン
くびれ検出制御方法
1か月前
ブラザー工業株式会社
工作機械
9日前
福井県
マルチマテリアルの点接合構造
1か月前
ブラザー工業株式会社
工作機械
9日前
株式会社ソディック
ワイヤ放電加工装置
4か月前
ビアメカニクス株式会社
レーザ加工装置
3か月前
株式会社不二越
エンドミル
12日前
株式会社向洋技研
スポットネジ及び電極
1か月前
個人
交換式給油ブラシの切削油の給油器
26日前
国立大学法人 東京大学
加工方法
3か月前
トヨタ自動車株式会社
積層造形方法
3か月前
株式会社不二越
歯車製造装置
3か月前
白光株式会社
ツイーザー装置
3か月前
第一システム株式会社
切粉検査装置
2か月前
株式会社進和
肉盛加工ノズル
1か月前
コントレイル合同会社
レーザ加工装置
23日前
トヨタ自動車株式会社
レーザ加工方法
1か月前
アポロ精工株式会社
はんだ付けパイプ
3か月前
DMG森精機株式会社
工作機械
4か月前
トヨタ自動車株式会社
熱変形解析方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ