TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024125085
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2023033180
出願日
2023-03-03
発明の名称
双ロール式鋳造装置、及び双ロール式鋳造方法
出願人
学校法人常翔学園
,
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B22D
11/06 20060101AFI20240906BHJP(鋳造;粉末冶金)
要約
【課題】鋳造体の表面に発生するデブリ、リップルマーク及びこれらが原因となって発生する鋳造方向の筋模様や擦れを抑制でき、圧下割れも抑制できる双ロール式鋳造装置、及び双ロール式鋳造方法を提供する。
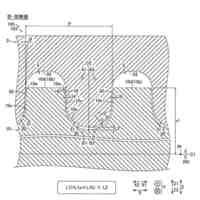
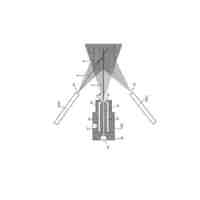
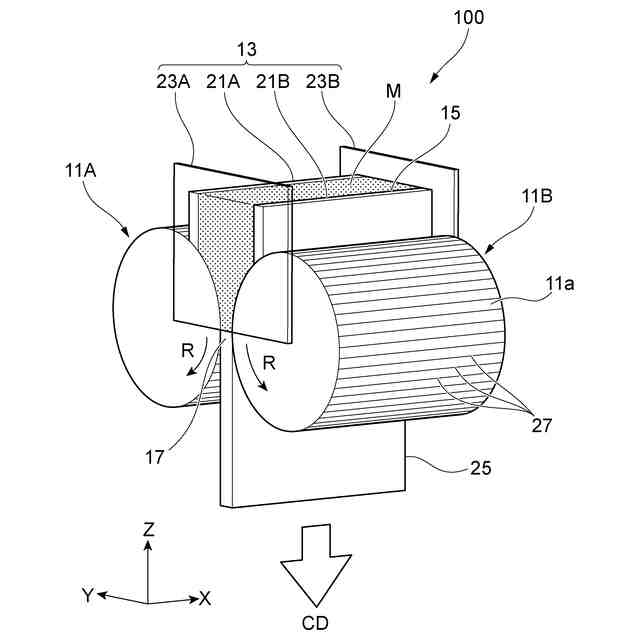
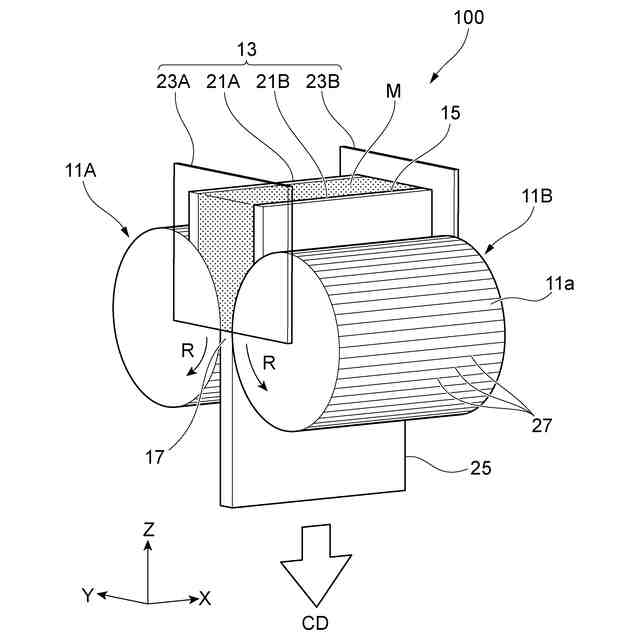
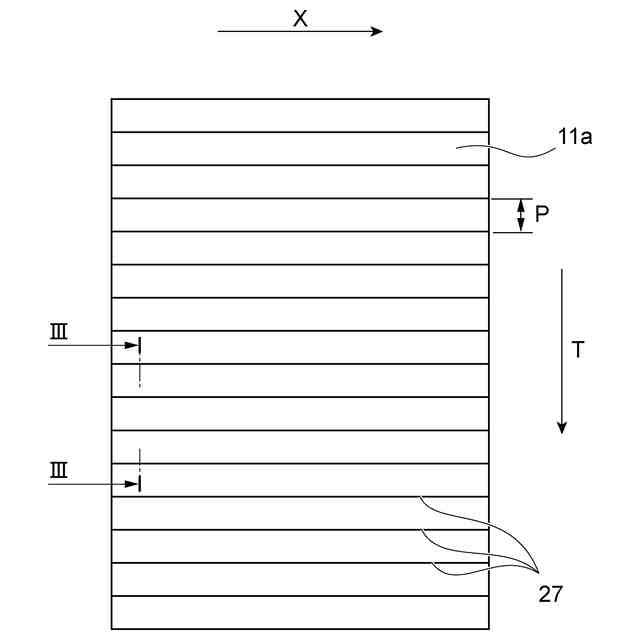
【解決手段】軽金属材料の溶湯から板状の鋳造体を連続して製造する双ロール式鋳造装置100は、互いに逆方向に回転する一対の鋳造ロール11A,11Bと、一対の鋳造ロール11A,11Bの間に溶湯Mを鋳造ロール11A,11Bのロール外周面11aよりも高い液位で貯留する溶湯溜りを形成するための堰を有し、鋳造ロール同士の間のギャップ部17に溶湯Mを供給するノズル13を備える。鋳造ロール11A,11Bには、ロール外周面10aの全周にロール軸方向の一端から他端まで連続する直線状又は曲線状の複数の溝27が設けられ、溝27の深さは、0.04mm以上、且つ鋳造体25の板厚の1/2以下である。
【選択図】図1
特許請求の範囲
【請求項1】
軽金属材料の溶湯から板状の鋳造体を連続して製造する双ロール式鋳造装置であって、
前記鋳造体の厚さに対応する距離を隔てて並設され、互いに逆方向に回転する一対の鋳造ロールと、
前記一対の鋳造ロールから上方に向けて前記溶湯を貯留する溶湯溜まりを形成する堰を有し、前記一対の鋳造ロールのロール外周面同士のギャップ部に前記溶湯を供給するノズルと、
を備え、
前記鋳造ロールは、前記ロール外周面の全周にロール軸方向の一端から他端まで連続する直線状又は曲線状の複数の溝を有し、前記溝の深さは、0.04mm以上、且つ前記鋳造体の板厚の1/2以下である、
双ロール式鋳造装置。
続きを表示(約 1,100 文字)
【請求項2】
前記複数の溝と前記鋳造ロールのロール軸方向との傾斜角度は、45°未満である、
請求項1に記載の双ロール式鋳造装置。
【請求項3】
前記複数の溝は、前記ロール外周面に前記ロール軸方向に沿って設けられている、
請求項2に記載の双ロール式鋳造装置。
【請求項4】
前記複数の溝は、前記ロール外周面に前記ロール軸方向から傾斜した網目状に設けられている、
請求項2に記載の双ロール式鋳造装置。
【請求項5】
前記複数の溝は、前記ロール外周面の周方向に沿って10mm以下のピッチで設けられている、
請求項1に記載の双ロール式鋳造装置。
【請求項6】
前記軽金属材料は、アルミニウム又はアルミニウム合金、若しくはマグネシウム又はマグネシウウム合金である、
請求項1に記載の双ロール式鋳造装置。
【請求項7】
前記堰は、
前記鋳造ロールのロール軸方向と平行に且つ互いに対向して配置され、一端部が前記鋳造ロールの前記ロール外周面に当接又は接近して設けられた一対の主堰と、
前記主堰の前記ロール軸方向の両端に互いに対向して配置された一対の横堰と、
を有し、
前記溶湯溜まりは、前記一対の主堰と前記一対の横堰に囲まれる空間に形成される、
請求項1に記載の双ロール式鋳造装置。
【請求項8】
前記ギャップ部は、前記ロール軸方向に沿って延びている、
請求項1に記載の双ロール式鋳造装置。
【請求項9】
前記ノズルは、前記一対の鋳造ロールの上方に配置され、前記一対の鋳造ロールの回転方向下流側が下方に向いている、
請求項1から8のいずれか一項に記載の双ロール式鋳造装置。
【請求項10】
軽金属材料の溶湯から板状の鋳造体を連続して製造する双ロール式鋳造方法であって、
前記鋳造体の厚さに対応する距離を隔てて並設された一対の鋳造ロールと、
前記一対の鋳造ロールから上方に向けて前記溶湯を貯留する溶湯溜まりを形成する堰を有するノズルと、
を備え、
前記鋳造ロールは、前記ロール外周面の全周にロール軸方向の一端から他端まで連続する直線状又は曲線状の複数の溝が設けられ、前記溝の深さは、0.04mm以上、且つ前記鋳造体の板厚の1/2以下であり、
前記一対の鋳造ロールを互いに逆方向に回転させて、前記溶湯溜まりに貯留された前記溶湯を、前記一対の鋳造ロールのロール外周面同士のギャップ部に供給する工程を有する、
双ロール式鋳造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、双ロール式鋳造装置、及び双ロール式鋳造方法に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
現在、資源枯渇の観点から、様々なもののリサイクルが進み、多量に消費されている金属のリサイクルも以前から行われてきていた。特に、アルミニウム材については、電解精錬の不要なリサイクル材を原料として用いることで、CO
2
の低減効果が高められるため、リサイクルが活発に進められている。一般的に、リサイクルに使う再利用原料は不純物を多く含み、粗大な金属間化合物を生じて製品品質を満足しないことがある。そのため、不純物を除去する技術の開発が行われている一方で、溶解原料に不純物が多く含まれていても、特性への影響を抑える不純物無害化技術の開発が行われている。双ロール鋳造による薄板の連続鋳造においては、通常のアルミ板生産で行われているDC鋳造(Direct Chill Casting)に比べ冷却速度が速く、不純物に対する許容量を高くすることが知られており、技術開発が進められている。また、熱間圧延工程を省略できることから、省エネルギー化と製造コストの低減とを実現する連続鋳造圧延法が知られている。
【0003】
例えば、特許文献1には、一対の鋳造ロールを使用した双ロール鋳造により、アルミニウム合金又は鋼からなる帯板状の鋳造体を連続鋳造する技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開昭62-254953号公報
特開2017-51964号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
アルミニウム等の軽金属は、鋼材のような比重の高い材料と比較して軽いため、双ロール方式で連続鋳造する場合に溶湯の静水圧(溶湯ヘッド圧)が低くなる。溶湯ヘッド圧が低下すると、製造される鋳造体の表面状態が劣化することが知られており、これは、溶湯のロール表面との接触縁におけるメニスカスの振動が激しくなることに起因すると考えられる。特にアルミニウム合金は、鋼材よりも粘度及び表面張力が小さいため、メニスカスの振動の影響を受けやすい。そこで、一対の鋳造ロールの間に溶湯溜まりとなる堰を設けて、堰の高さにより溶湯の貯留量を増量させ、溶湯ヘッド圧を高める構成が提案されている(例えば特許文献2)。
【0006】
しかし、鋳造ロールの間に堰を設けた場合には、ロール表面に対向する堰の先端で、溶湯の凝固物が生じやすくなる問題を生じた。この凝固物は、堰の先端から離脱し、鋳造物の表面に付着してデブリになると考えられる。また、堰の先端とロール表面との間では、溶湯のメニスカスが生じ、このメニスカスが振動して鋳造物の表面にリップルマーク(表面欠陥の一種)を生じさせる。これらデブリの発生とメニスカスの振動は、ロール軸方向に不均一に発生するため、鋳造体の表面状態を大きく低下させ、鋳造体の品質低下を招く。さらに、鋳造時における一対の鋳造ロールの間では、溶湯の固相率が不均一な状態となって、鋳造ロールのニップ力による圧下割れが生じ易くなる。そして、これら表面欠陥等に起因してロール回転方向の筋模様や擦れが生じることがあった。
【0007】
そこで本発明は、鋳造体の表面に発生するデブリ、リップルマーク及びこれらが原因となって発生する鋳造方向の筋模様や擦れを抑制でき、圧下割れも抑制できる双ロール式鋳造装置、及び双ロール式鋳造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は下記の構成からなる。
(1) 軽金属材料の溶湯から板状の鋳造体を連続して製造する双ロール式鋳造装置であって、
前記鋳造体の厚さに対応する距離を隔てて並設され、互いに逆方向に回転する一対の鋳造ロールと、
前記一対の鋳造ロールから上方に向けて前記溶湯を貯留する溶湯溜まりを形成する堰を有し、前記一対の鋳造ロールのロール外周面同士のギャップ部に前記溶湯を供給するノズルと、
を備え、
前記鋳造ロールは、前記ロール外周面の全周にロール軸方向の一端から他端まで連続する直線状又は曲線状の複数の溝を有し、前記溝の深さは、0.04mm以上、且つ前記鋳造体の板厚の1/2以下である、
双ロール式鋳造装置。
(2) 軽金属材料の溶湯から板状の鋳造体を連続して製造する双ロール式鋳造方法であって、
前記鋳造体の厚さに対応する距離を隔てて並設された一対の鋳造ロールと、
前記一対の鋳造ロールから上方に向けて前記溶湯を貯留する溶湯溜まりを形成する堰を有するノズルと、
を備え、
前記鋳造ロールは、前記ロール外周面の全周にロール軸方向の一端から他端まで連続する直線状又は曲線状の複数の溝が設けられ、前記溝の深さは、0.04mm以上、且つ前記鋳造体の板厚の1/2以下であり、
前記一対の鋳造ロールを互いに逆方向に回転させて、前記溶湯溜まりに貯留された前記溶湯を、前記一対の鋳造ロールのロール外周面同士のギャップ部に供給する工程を有する、
双ロール式鋳造方法。
【発明の効果】
【0009】
本発明によれば、鋳造体の表面に発生するデブリ、リップルマーク及びこれらが原因となって発生する鋳造方向の筋模様や擦れを抑制できる。また、圧下割れも抑制できる。
【図面の簡単な説明】
【0010】
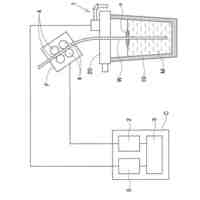
図1は、双ロール式鋳造装置の構成を模式的に示す斜視図である。
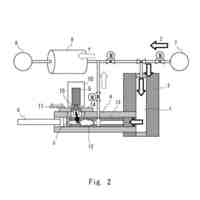
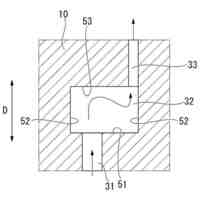
図2は、鋳造ロールのロール外周面の各溝を模式的に示す説明図である。
図3は、図2に示す鋳造ロールのIII-III線で切断した断面矢視図である。
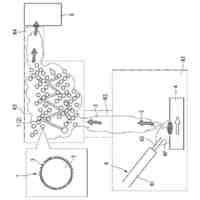
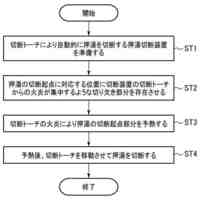
図4は、連続鋳造の工程を示す工程説明図である。
図5は、鋳造後の鋳造体の表面の状態を示す写真である。
図6は、参考例の鋳造体の表面状態を示す写真である
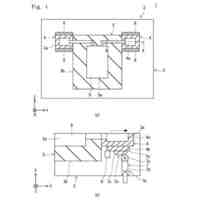
図7は、ロール外周面に溝を有しない一対の鋳造ロールのロール外周面と、主堰の先端である一端部との対向部に生じるメニスカスを参考例として示す、概略断面図である。
図8は、図7に示す主堰の先端の隅部に生じる凝固物を参考例として示す、概略断面図である。
図9Aは、ロール外周面の周方向に沿った溝による溶湯のメニスカスを参考例として示す説明図である。
図9Bは、図9AのIX-IX線に沿った概略断面図である。
図10は、双ロール式鋳造装置から取り出した凝固体の写真である。
図11は、鋳造体の模式的な斜視図である。
図12は、ギャップ部における鋳造体のロール軸方向の固相率の分布を模式的に示す説明図である。
図13は、鋳造体の表面近傍の変形量を模式的に示す説明図である。
図14Aは、鋳造方向に沿った縦割れを示す説明図である。
図14Bは、鋳造方向から傾斜した斜め方向に沿った斜め割れを示す説明図である。
図15は、ロール軸方向に連続する複数の溝による、凝固層の表面近傍におけるバンドエリアの変形の様子を模式的に示す説明図である。
図16は、鋳造ロールに設ける溝の変形例を示す図で、ロール外周面の各溝を模式的に示す説明図である
図17は、ロール外周面に網目状の溝が設けられた鋳造ロールにより製造した鋳造体の表面の写真である。
図18は、参考例として示す写真で、傾斜角度が45°以上の溝が設けられた鋳造ロールにより製造した鋳造体の表面の写真である。
図19は、溝の傾斜角度に応じたメニスカスの状態をロール軸方向に関して概略的に示す説明図である。
図20Aは、他の溝の形状を概略的に示す説明図である。
図20Bは、他の溝の形状を概略的に示す説明図である。
図20Cは、他の溝の形状を概略的に示す説明図である。
図21Aは、更に他の形状の溝を概略的に示す説明図である。
図21Bは、更に他の形状の溝を概略的に示す説明図である。
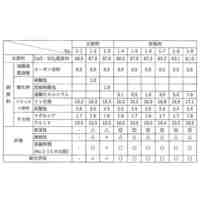
図22は、溝の形状毎に表面欠陥の発生の抑制効果を纏めて示した説明図である。
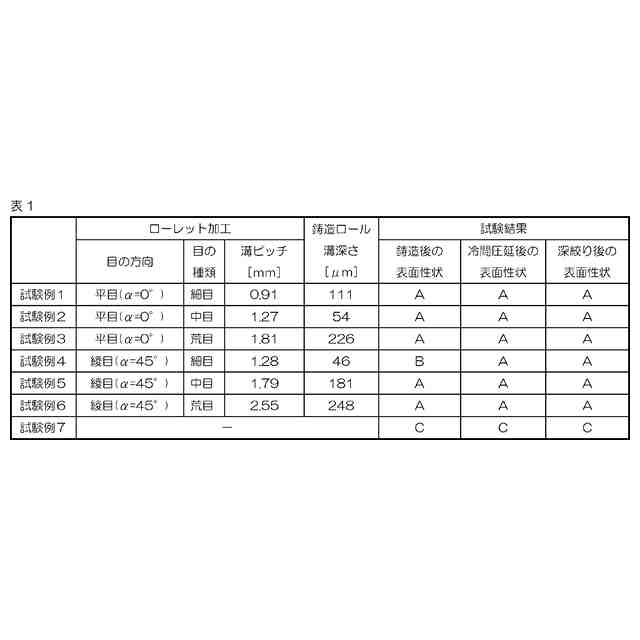
図23は、試験例1~6の各鋳造ロールを用いて製造した鋳造体の表面の拡大写真を纏めて示す説明図である。
図24は、試験例7のロール外周面が平滑面である平坦ロールを用いて製造した鋳造体の表面の拡大写真を纏めて示す説明図である。
図25は、試験例1~7の鋳造体の表面を浸透探傷検査した結果の写真を纏めて示す説明図である。
図26は、鋳造体を冷間圧延した後の鋳造体の表面を浸透探傷検査した結果の写真を纏めて示す説明図である。
図27は、冷間圧延後に熱処理を行った鋳造体を深絞りした結果の写真を纏めて示す説明図である。
図28は、鋳造体の表面、及び鋳造体の冷間圧延後と深絞り後の表面の浸透探傷検査結果の写真を纏めて示す説明図である
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
16日前
芝浦機械株式会社
成形装置
4か月前
三菱マテリアル株式会社
粉末材料
1か月前
日本製鉄株式会社
電磁ブレーキ装置
4か月前
株式会社シマノ
射出成形装置
2か月前
トヨタ自動車株式会社
溶湯供給装置
2か月前
日本製鉄株式会社
モールドパウダー
29日前
ノリタケ株式会社
ニッケル粉末
15日前
大同特殊鋼株式会社
金属粉末材料の製造方法
4か月前
芝浦機械株式会社
成形機
16日前
トヨタ自動車株式会社
ダイカスト金型
3か月前
株式会社日本高熱工業社
離型剤塗布装置
3か月前
日本鋳造株式会社
押湯切断方法および押湯
4か月前
本田技研工業株式会社
金型装置
1か月前
オークマ株式会社
ワークの加工方法
1か月前
JX金属株式会社
銅粉
3か月前
株式会社瓢屋
押湯空間形成部材
1か月前
東洋電化工業株式会社
溶湯用送線装置
2か月前
ノリタケ株式会社
粉体材料およびその利用
1か月前
株式会社エフ・シー・シー
ダイカスト金型
1か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
15日前
日本製鉄株式会社
連続鋳造装置
25日前
三菱重工業株式会社
金型
25日前
日本製鉄株式会社
連続鋳造装置
23日前
フタバ産業株式会社
金属搬送機構
3か月前
日鉄エンジニアリング株式会社
酸素開孔装置
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
16日前
大陽日酸株式会社
転写型シート状接合材
2か月前
山陽特殊製鋼株式会社
鋳造方法
3か月前
株式会社リコー
立体造形装置及び立体造形方法
3か月前
株式会社神戸製鋼所
スラブの製造方法
15日前
品川リフラクトリーズ株式会社
モールドパウダー
8日前
品川リフラクトリーズ株式会社
モールドパウダー
1か月前
UBEマシナリー株式会社
型締装置
4か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
山陽特殊製鋼株式会社
肉盛用粉末
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ