TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024124649
公報種別
公開特許公報(A)
公開日
2024-09-13
出願番号
2023032473
出願日
2023-03-03
発明の名称
不良要因特定装置、不良要因特定方法、及び不良要因特定プログラム
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
G05B
19/418 20060101AFI20240906BHJP(制御;調整)
要約
【課題】製品の生産における傾向が判明した不良要因を除外して潜在的な不良要因を抽出可能な不良要因特定装置、不良要因特定方法、及び不良要因特定プログラムを提供する。
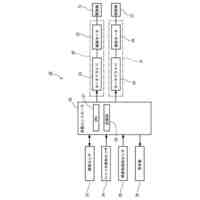
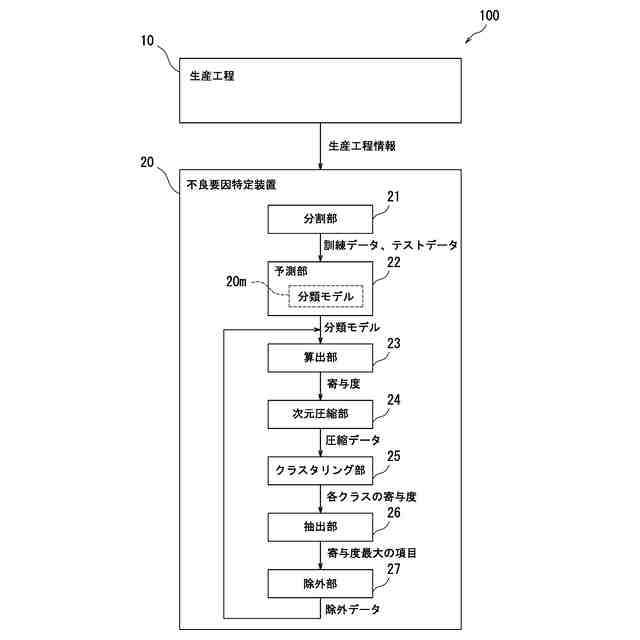
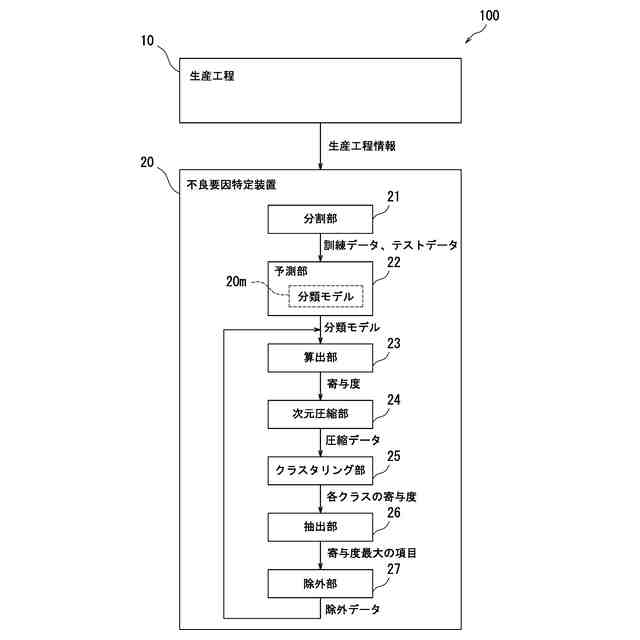
【解決手段】不良要因特定装置20は、生産工程情報に基づく多次元データを第一データ群と第二データ群とに分割する分割部21と、第一データ群を用いて学習した分類モデル20mによって第二データ群の良否を予測する予測部22と、分類モデル20mの予測で重要視された項目の寄与度を算出する算出部23と、第一データ群及び第二データ群と同じ次元を持つ寄与度と、良否判定とを含む第一データ群及び第二データ群に対して、次元圧縮を行う圧縮部24と、次元圧縮された圧縮データのクラスタリングを行うクラスタリング部25と、クラスタリング部によって得られた各クラスタにおいて、寄与度が最大の項目を各クラスタの不良要因としてそれぞれ抽出する抽出部26とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
生産工程情報に基づく多次元データを第一データ群と第二データ群とに分割する分割部と、
前記第一データ群を用いて学習した分類モデルによって前記第二データ群の良否を予測する予測部と、
前記分類モデルの予測で重要視された項目の寄与度を算出する算出部と、
前記第一データ群及び前記第二データ群と同じ次元を持つ前記寄与度と、良否判定とを含む前記第一データ群及び前記第二データ群に対して、次元圧縮を行う圧縮部と、
次元圧縮された圧縮データのクラスタリングを行うクラスタリング部と、
前記クラスタリング部によって得られた各クラスタにおいて、前記寄与度が最大の項目を前記各クラスタの不良要因としてそれぞれ抽出する抽出部と
を備える、不良要因特定装置。
続きを表示(約 1,600 文字)
【請求項2】
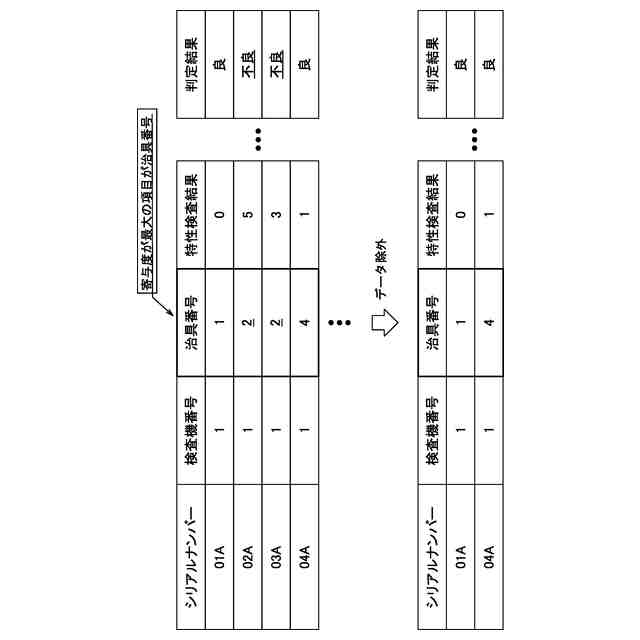
前記抽出部によって抽出された前記不良要因に関する不良データを前記第一データ群及び前記第二データ群から除外する除外部をさらに備え、
前記圧縮部は、前記除外部によって前記不良データが除外された前記第一データ群及び前記第二データ群に対して再び次元圧縮を行い、
前記クラスタリング部は、前記圧縮部によって再び次元圧縮された前記圧縮データに再度のクラスタリングを行い、
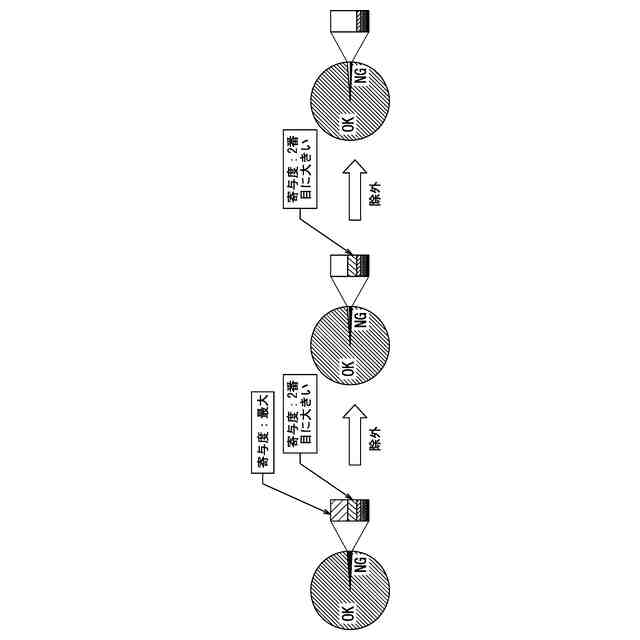
前記抽出部は、前記再度のクラスタリングによって得られた各クラスタにおいて、前記寄与度が最大の項目を前記各クラスタの前記不良要因としてそれぞれ再び抽出する、請求項1に記載の不良要因特定装置。
【請求項3】
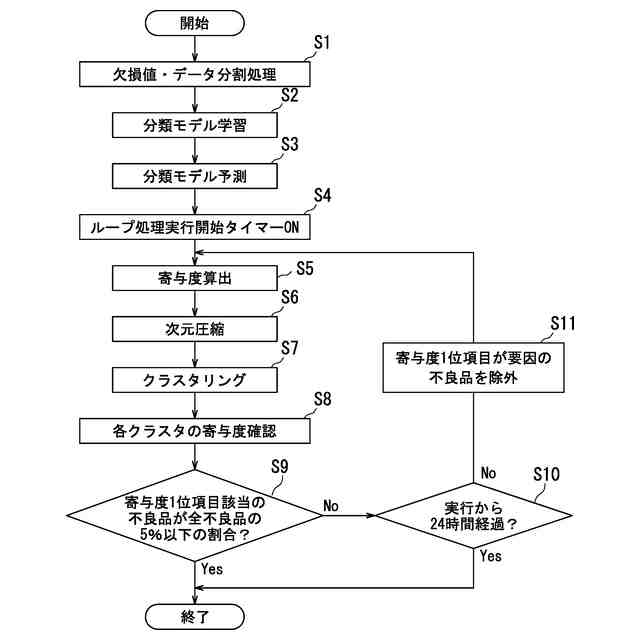
前記除外部によって除外される前記不良データが全不良データに対して予め定められた所定割合以下となるまで、
前記除外部による除外、前記算出部による算出、前記圧縮部による次元圧縮、前記クラスタリング部によるクラスタリング、及び前記抽出部による抽出を繰り返す、請求項2に記載の不良要因特定装置。
【請求項4】
前記算出部によって前記寄与度が最初に算出されてから予め定められた所定時間が経過するまで、
前記除外部による除外、前記圧縮部による次元圧縮、前記クラスタリング部によるクラスタリング、及び前記抽出部による抽出を繰り返す、請求項2又は請求項3に記載の不良要因特定装置。
【請求項5】
前記第一データ群は訓練データであり、前記第二データ群はテストデータである、請求項2又は請求項3に記載の不良要因特定装置。
【請求項6】
前記生産工程情報は、生産装置の駆動情報、製品の検査情報、前記製品の製造時に計測した寸法、前記製品の組立に使用した装置、部品、若しくは治具の識別子、前記装置の稼働設定、稼働率、若しくは状態を含む製造関連データ、組立時間、又は作業者識別情報の少なくとも1つを含む、請求項2又は請求項3に記載の不良要因特定装置。
【請求項7】
不良要因特定をコンピュータに実行させる不良要因特定プログラムであって、
生産工程情報に基づく多次元データを第一データ群と第二データ群とに分割する分割ステップと、
前記第一データ群を用いて学習した分類モデルによって前記第二データ群の良否を予測する予測ステップと、
前記分類モデルの予測で重要視された項目の寄与度を算出する算出ステップと、
前記第一データ群及び前記第二データ群と同じ次元を持つ前記寄与度と、良否判定とを含む前記第一データ群及び前記第二データ群に対して、次元圧縮を行う圧縮ステップと、
次元圧縮された圧縮データのクラスタリングを行うクラスタリングステップと、
前記クラスタリングステップによって得られた各クラスタにおいて、前記寄与度が最大の項目を前記各クラスタの不良要因としてそれぞれ抽出する抽出ステップと
を含む、不良要因特定プログラム。
【請求項8】
生産工程情報に基づく多次元データを第一データ群と第二データ群とに分割する分割ステップと、
前記第一データ群を用いて学習した分類モデルによって前記第二データ群の良否を予測する予測ステップと、
前記分類モデルの予測で重要視された項目の寄与度を算出する算出ステップと、
前記第一データ群及び前記第二データ群と同じ次元を持つ前記寄与度と、良否判定とを含む前記第一データ群及び前記第二データ群に対して、次元圧縮を行う圧縮ステップと、
次元圧縮された圧縮データのクラスタリングを行うクラスタリングステップと、
前記クラスタリングステップによって得られた各クラスタにおいて、前記寄与度が最大の項目を前記各クラスタの不良要因としてそれぞれ抽出する抽出ステップと
を含む、不良要因特定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、製品の生産における不良要因特定装置などに関し、特に、傾向が判明した不良要因を除外して潜在的な不良要因を抽出可能な不良要因特定装置、不良要因特定方法、及び不良要因特定プログラムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1に記載の不良要因の分析表示装置では、演算装置は、製品の生産データと検査データを製品毎に集計した代表値を元に不良発生の不良要因の分析を行う。表示装置は、分析結果から抽出されたデータ項目について、代表値のもとになった生産データ及び検査データを、分析対象となった複数の代表値の中から、統計手法による演算を用いて選択し、表示する。
【0003】
特許文献2に記載の不良要因抽出方法では、検査工程の検査結果を表す品質情報と各製造工程の製造パラメータである加工情報とを関連付けて紐付けデータとする。所定の分析を行って、複数の加工情報に不良要因として推定される順位を付ける。次に、順位付けの結果を表示画面に表示する。排除すべき加工情報が指定されたとき、指定された加工情報を排除して残りの紐付けデータを得る。次に、残りの紐付けデータを用いて、再び上記分析を行って、残りの複数の加工情報に不良要因として推定される順位を付ける。次に、その再順位付けの結果を表示画面に表示する。
【先行技術文献】
【特許文献】
【0004】
特許第4739447号公報
特許第5008525号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の不良解析手法は、突発不良であるか傾向不良であるかを確認することができなかった。また、傾向不良の規模が小さい不良について抽出することが困難であった。したがって、歩留まりを向上させる目的に対して都度の不良改善が主要な方法として挙げられていた。しかし、歩留まりが高い場合は個々の不良規模が小さい。そのため規模が大きくならないように不良予防を行う必要がある。
【0006】
特許文献1に記載の不良要因の分析表示装置では、生産プロセス全体の詳細データの計算が膨大であることから、データセットを製品ごとに統計的処理を行った代表値を演算して情報量を落としている。詳細データとは、製造プロセスから検査プロセスまでの各種センサーによる計測値を短いサンプリング間隔で記録したデータセットである。各製造プロセスの数値は一定の尺度によって成り立っていない。したがって、製品ごとの代表値は各値の尺度を打ち消しており、本来の情報量を保持できていない。
【0007】
特許文献2に記載の不良要因抽出方法では、不良要因として推定されるプロセスデータを排除して再解析を行うにあたり、全体に対するプロセスデータの分布が把握できていない。重回帰分析の影響度が高い項目が、分布上良品と不良品で区別できる場合は排除しても問題ない。しかし、不良品が良品に近しい場合においては全体の分布を確認した上で、排除を行うか決定する必要がある。
【0008】
本開示は、上記課題に鑑みてなされたものであり、製品の生産における傾向が判明した不良要因を除外して潜在的な不良要因を抽出可能な不良要因特定装置、不良要因特定方法、及び不良要因特定プログラムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本開示の例示的な不良要因特定装置は、生産工程情報に基づく多次元データを第一データ群と第二データ群とに分割する分割部と、前記第一データ群を用いて学習した分類モデルによって前記第二データ群の良否を予測する予測部と、前記分類モデルの予測で重要視された項目の寄与度を算出する算出部と、前記第一データ群及び前記第二データ群と同じ次元を持つ前記寄与度と、良否判定とを含む前記第一データ群及び前記第二データ群に対して、次元圧縮を行う圧縮部と、次元圧縮された圧縮データのクラスタリングを行うクラスタリング部と、前記クラスタリング部によって得られた各クラスタにおいて、前記寄与度が最大の項目を前記各クラスタの不良要因としてそれぞれ抽出する抽出部とを備える。
【0010】
本開示の例示的な不良要因特定プログラムは、不良要因特定をコンピュータに実行させる不良要因特定プログラムであって、生産工程情報に基づく多次元データを第一データ群と第二データ群とに分割する分割ステップと、前記第一データ群を用いて学習した分類モデルによって前記第二データ群の良否を予測する予測ステップと、前記分類モデルの予測で重要視された項目の寄与度を算出する算出ステップと、前記第一データ群及び前記第二データ群と同じ次元を持つ前記寄与度と、良否判定とを含む前記第一データ群及び前記第二データ群に対して、次元圧縮を行う圧縮ステップと、次元圧縮された圧縮データのクラスタリングを行うクラスタリングステップと、前記クラスタリングステップによって得られた各クラスタにおいて、前記寄与度が最大の項目を前記各クラスタの不良要因としてそれぞれ抽出する抽出ステップとを含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニデック株式会社
モータ
2日前
ニデック株式会社
モータ
2日前
ニデック株式会社
モータユニット
1日前
ニデック株式会社
モータユニット
1日前
ニデック株式会社
親水膜及び光学部材
1日前
ニデック株式会社
送風装置及び掃除機
3日前
ニデック株式会社
ロータ、およびモータ
1日前
ニデック株式会社
クロスフローファンおよび冷蔵庫
1日前
ニデック株式会社
ロータ、回転電機、および駆動装置
1日前
ニデック株式会社
反射調整膜、光学部材及びレンズユニット
1日前
ニデック株式会社
光学部材、レンズユニット及び光学部材の製造方法
1日前
積水樹脂株式会社
磁性シート
22日前
個人
車両レバー操作装置
22日前
株式会社豊田自動織機
無人走行体
1か月前
株式会社FUJI
工作機械
2か月前
株式会社豊田自動織機
自動走行体
1か月前
エイブリック株式会社
基準電流回路
3か月前
エイブリック株式会社
基準電圧回路
29日前
アズビル株式会社
設定システム
1か月前
エイブリック株式会社
基準電圧回路装置
25日前
株式会社熊谷組
巡回ルート作成装置
29日前
オムロン株式会社
自律作業システム
1か月前
トヨタ自動車株式会社
制御システム
2か月前
トヨタ自動車株式会社
搬送ロボット
1日前
トヨタ自動車株式会社
搬送システム
11日前
株式会社ダイヘン
電力変換装置
1か月前
株式会社ダイヘン
電力変換装置
1か月前
エイブリック株式会社
シャントレギュレータ
1か月前
トヨタ自動車株式会社
ロボットシステム
11日前
株式会社ダイフク
搬送設備
2か月前
エイブリック株式会社
ボルテージレギュレータ
1か月前
オムロン株式会社
設計装置および設計方法
1か月前
株式会社栗本鐵工所
操作装置
2日前
株式会社FUJI
作業機の操作表示システム
1か月前
東芝ライテック株式会社
管理システム
1か月前
株式会社ダイフク
物品搬送設備
11日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ