TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024118342
公報種別
公開特許公報(A)
公開日
2024-08-30
出願番号
2023024707
出願日
2023-02-20
発明の名称
プラグミル圧延方法およびプラグミル
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
B21B
17/08 20060101AFI20240823BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】外径が小さいバーであっても座屈の防止を可能とする手法を与えることによって、プラグミルでの圧延圧力を一定以上に保って中空素管内面のピット状欠陥の残存を有利に回避する、プラグミル圧延方法について提供する。
【解決手段】穿孔された中空素管の内側に、前記中空素管の中心軸線上に配した円筒状のバーの一端に装着される、プラグを挿入し、該プラグと前記中空素管の外側に配した、少なくとも1対の圧延ロールとの間で圧下を加えて前記中空素管を延伸させるプラグミル圧延方法であって、前記バーの固定支持される他端から離間する、前記バーの長手方向の中間位置を、前記バー軸方向にかかる圧延荷重に起因してバーに発生するバー半径方向の変位に応じて支える。
【選択図】図4
特許請求の範囲
【請求項1】
穿孔された中空素管の内側に、前記中空素管の中心軸線上に配した円筒状のバーの一端に装着される、プラグを挿入し、該プラグと前記中空素管の外側に配した、少なくとも1対の圧延ロールとの間で圧下を加えて前記中空素管を延伸させるプラグミル圧延方法であって、
前記バーの固定支持される他端から離間する、前記バーの長手方向の中間位置を、前記バー軸方向にかかる圧延荷重に起因してバーに発生するバー半径方向の変位に応じて支える、プラグミル圧延方法。
続きを表示(約 780 文字)
【請求項2】
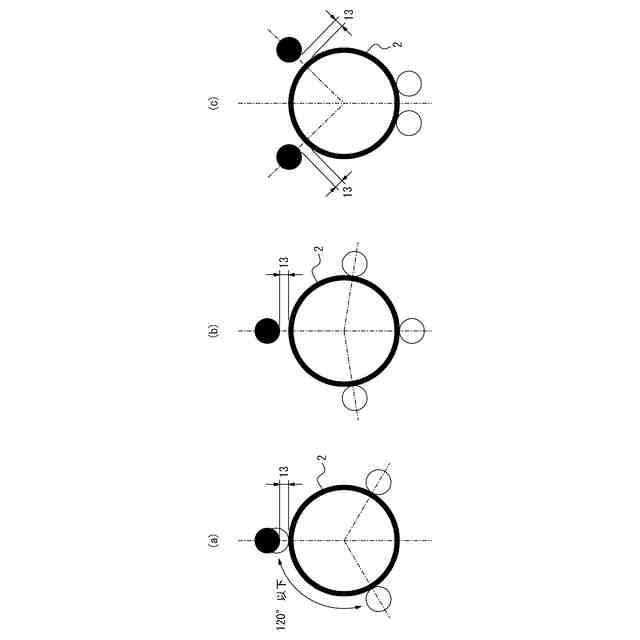
前記中間位置を、前記バーの周方向に120°以下の間隔で相互に離間する少なくとも3接点を介して把持し、前記バーの中心軸を通る水平線の下側域にある少なくとも2接点を前記バーと接触させ、かつ同上側域にある少なくとも1接点は前記バーとの間にクリアランス(隙間)を設けてある、請求項1に記載のプラグミル圧延方法。
【請求項3】
前記クリアランスが20mm以上30mm以下である請求項1または2に記載のプラグミル圧延方法。
【請求項4】
中空素管に延伸圧延を施すプラグミルであって、
前記中空素管のパスライン上に配置されるバーと、前記バーの一端に取り付けられるプラグと、前記プラグとの間で前記中空素管を圧下する一対の圧延ロールと、前記バーの固定支持される他端から離間した中間位置にて当該バー部分を把持する把持装置とを有し、
前記把持装置は、前記バー軸方向にかかる圧延荷重に起因してバーに発生するバー半径方向の変位に応じて支える機能を有するプラグミル。
【請求項5】
前記把持装置は、前記パスラインを通る水平線の下側域で前記バーと接触する、相互に120°以下の間隔で離間する少なくとも2接点を有する下側金物と、同上側域で前記バーと接触し、かつ下側軸受金物の隣接接点と前記バーの周方向に120°以下の間隔で離間する少なくとも1接点を有する上側金物との対の少なくとも1対からなり、前記上側金物は鉛直方向に位置変更する手段を有する請求項4に記載のプラグミル。
【請求項6】
前記把持装置は、前記下側金物と前記上側金物との対の2対以上からなる請求項4または5に記載のプラグミル。
【請求項7】
前記バーは、円筒形状である請求項4または5に記載のプラグミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、継目無鋼管の製造において、円柱状鋼片をマンネスマン穿孔等にて中空素管とした後、この中空素管をプラグミルにて延伸圧延するプラグミル圧延方法およびこの方法に用いるプラグミルに関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
継目無鋼管の製造工程は、まず円柱形の鋼片を加熱炉で高温に加熱して、ピアサーと呼称されるマンネスマン穿孔機によって中空素管とし、この中空素管をエロンゲーターと呼称される第二穿孔機にて拡管および延伸圧延を行う。その後、プラグミルにて延伸圧延を行い、例えばリーラーミルにて拡管および磨管を行う。次に、再加熱炉にて再び高温に加熱された後、サイザー或いはストレッチレデューサーにて成型され、所定寸法を得た継目無鋼管となる。
【0003】
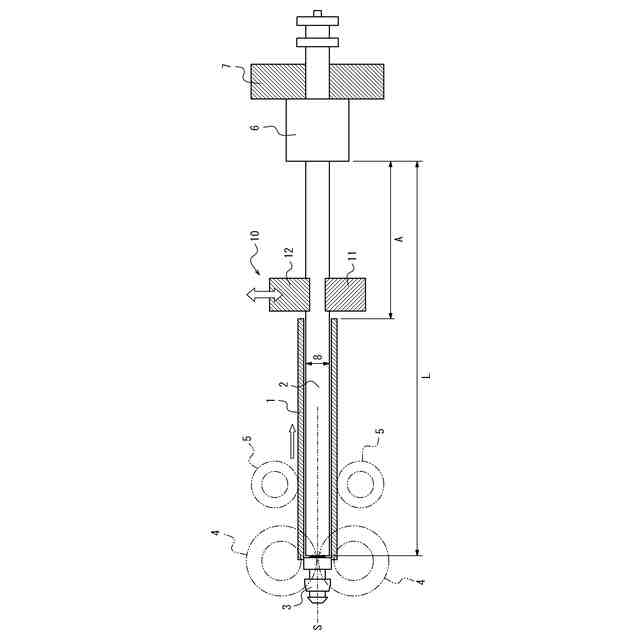
ここで、プラグミルは、図1に示すように、中空素管1のパスラインS上に配置される円筒状の(マンドレル)バー2と、このバー2の一端(先端)に取り付けられるプラグ3と、このプラグ3との間で中空素管1を圧下する一対の圧延ロール4と、圧延後の中空素管1を逆送するための戻しロール5と、を有する。また、バー2の他端(後端)は、後端金具6およびバークランプ7にて保持されるとともに、バー2の軸方向位置を調整可能としている。
【0004】
このプラグミルによる延伸圧延は、中空素管1の外側に位置する圧延ロール4と、中空素管1の内側に挿入されるプラグ3で中空素管1に圧下を加えて中空素管1を延伸させる圧延技術である。ちなみに、図1は、中空素管1の延伸圧延が終了している状態であり、この後、圧延ロール4を開放しかつプラグ3をバー2より外してから、延伸後の中空素管1を戻しロール3によって逆送してプラグミルの入側へ搬送する。
【0005】
さて、プラグミルで延伸圧延される前の中空素管は、ピアサーおよびエロンゲーターでの圧延により、内側が粗度の高い表面性状となっている。そこで、プラグミルによる延伸圧延は、中空素管の表面を滑らかにする役割も担っている。中空素管の表面を滑らかにするためには、一定以上の圧延圧力を中空素管に与える必要がある。この中空素管に与える圧延圧力の増大に比例し、プラグミルにおける圧延ロール4やバー2にかかる圧力も増大する。バー2には、プラグ3を通して軸方向圧力が作用するため、一定以上の圧延圧力が加わると、バー2の断面係数に応じてバー2に座屈が発生する。したがって、座屈応力の小さい、外径8の小さい細いバー2で延伸圧延する必要のある、厚肉の中空素管では、バーの座屈を防止しつつ大きな圧延圧力を与えることが不可能になるケースがある。
【0006】
鋼管製品は、規格毎に管の長さ範囲の規定がある。例えば、継目無で製造する鋼管製品の代表として、API5CTの油井管規格がある。本規格において主となる長さ範囲である、Range2における管長は8m程度であり、同Range3における管長は最大14m程度となる。また、成型工程にサイザーを用いる場合、最終製品長さに対し、プラグミルでの中空素管長さはほぼ等価となることを踏まえると、プラグミルのバー長さは必然的に14m以上であることが求められる。したがって、この種の製品をプラグミル圧延で製造する場合、長尺となるバーの座屈を防止することは極めて難しい。
【0007】
かようにプラグミルで圧延される際に圧下が十分加えられなかった中空素管は、前記粗度の高い内面性状を完全に滑らかにすることができず、鋼管製品内面にピット状の欠陥が発生する可能性が高くなる。
【0008】
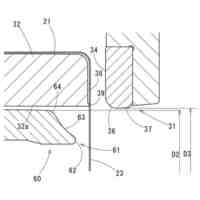
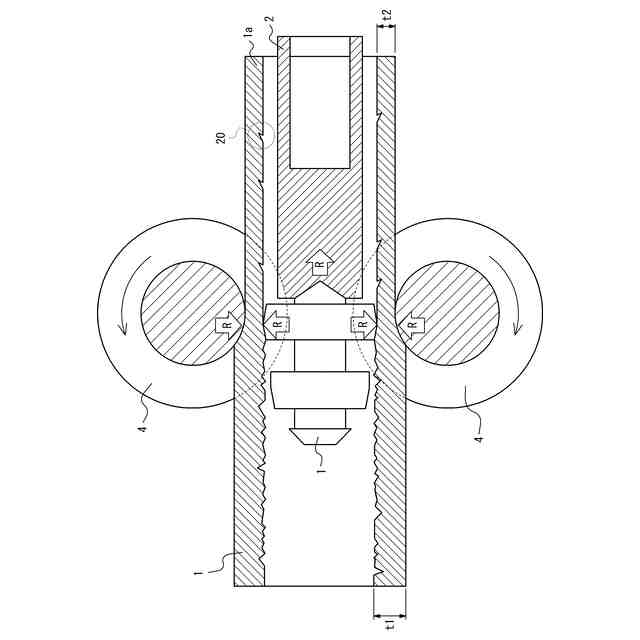
ここで、鋼管内面のピット状欠陥の発生メカニズムを図2に示す。すなわち、プラグ圧延前の中空素管1の内面は前記のように粗度の高い表面性状となっている。プラグミルにおいて圧延ロール4とプラグ3との間で中空素管1が圧下および延伸されると、延伸後の中空素管1aのように、管内面の表面性状は改善する。表面性状の改善代は中空素管1の管厚t1と中空素管1aの管厚t2の差が大きい程大きい。この差を大きくするには、より大きな圧延圧力Rが必要となる。換言すると、上記したバー2の座屈を防止するために大きな圧延圧力Rを与えることが難しい場合は、中空素管1aの内面にピット状の欠陥20が残存することになる。
【0009】
この中空素管の内面欠陥について、特許文献1では、中空素管の内面に潤滑剤を噴射してプラグの摩擦を軽減して欠陥の発生を抑制する技術が提案されている。さらに、同文献1には、バーの変形を抑制するために、バーに内蔵する潤滑剤の流路を工夫することが提案されている。しかしながら、同文献1に記載のバー構造は、膨張や撓みを許容する構造であるため、上記したバーの座屈に関わる問題を解消するには別の観点からの検討が必要である。
【先行技術文献】
【特許文献】
【0010】
特開2017-217683号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
1か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
3か月前
トヨタ自動車株式会社
プレス金型
14日前
トヨタ自動車株式会社
プレス装置
3か月前
トヨタ紡織株式会社
金型装置
5日前
トヨタ自動車株式会社
鍛造加工装置
2か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
株式会社サンテック
ヘミング加工方法
4か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
株式会社小矢部精機
膜厚制御装置
1か月前
石田鉄工株式会社
格子状製品の製造方法
18日前
株式会社リード
金属管曲げ型
2か月前
株式会社不二越
歯車転造加工ユニット
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
冨士発條株式会社
プレス成形方法
3か月前
ニデック株式会社
金型及び打ち抜き方法
5日前
大同特殊鋼株式会社
鋼種判別装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ニデック株式会社
金型及びプレス加工装置
5日前
本田技研工業株式会社
プレス成形方法
5か月前
神鋼鋼線工業株式会社
ばね用線材
1か月前
ダイハツ工業株式会社
曲げ加工装置
22日前
ダイハツ工業株式会社
曲げ加工装置
22日前
本田技研工業株式会社
プレス成形方法
5か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
4か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
1か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
2か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
2か月前
旭サナック株式会社
圧造機
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
4か月前
トヨタ自動車株式会社
プレス装置
3か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ