TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024115097
公報種別
公開特許公報(A)
公開日
2024-08-26
出願番号
2023020575
出願日
2023-02-14
発明の名称
ワーク加工装置
出願人
株式会社FUJI
代理人
個人
,
個人
,
個人
主分類
B23Q
15/00 20060101AFI20240819BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 ワーク加工装置において、加工工具交換作業における無駄を省くことができる。
【解決手段】 ワーク加工装置は、複数の加工工具を有し、前記加工工具によってワークを加工するワーク加工装置において、前記ワークの生産個数に基づいて前記ワークの加工条件を変更可能である。
【選択図】 図8
特許請求の範囲
【請求項1】
複数の加工工具を有し、前記加工工具によってワークを加工するワーク加工装置において、
前記ワークの生産個数に基づいて前記ワークの加工条件を変更可能であるワーク加工装置。
続きを表示(約 330 文字)
【請求項2】
前記加工条件は、前記ワークの生産時間、加工工具交換回数、及び、加工工具寿命の何れかを優先項目として優先して変更可能である請求項1に記載のワーク加工装置。
【請求項3】
作業者の選択操作によって前記優先項目を選択できる選択部を有する請求項2に記載のワーク加工装置。
【請求項4】
前記加工条件、前記加工工具寿命、及び、生産時間の関係から、前記加工条件を変更する請求項2に記載のワーク加工装置。
【請求項5】
前記関係を事前に学習する請求項4に記載のワーク加工装置。
【請求項6】
前記加工条件の変更は、前記加工工具の交換可能なタイミングにて実施される請求項1に記載のワーク加工装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、ワーク加工装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ワーク加工装置の一形式として、特許文献1には、行動情報生成部及び数値制御装置を備えた数値制御システムが開示されている。この数値制御システムにおいては、行動情報生成部は、加工時間優先モード又は工具寿命優先モードにおける機械学習により、加工時間優先モード及び工具寿命優先モードの新たな行動情報を生成し、生成した加工時間優先モード及び工具寿命優先モードの新たな行動情報を、行動情報出力部を介して数値制御装置に対して出力する。数値制御装置は、受信した加工時間優先モード及び工具寿命優先モードの行動情報のうち、設定装置により選択された行動情報に基づいて、固定サイクルで設定された1回分の切り込み量及び切削速度が更新された加工プログラムを実行する。数値制御装置は、更新された加工プログラムに基づいて動作指令を生成し、生成した動作指令に基づいて工作機械に切削加工を行わせる。
【先行技術文献】
【特許文献】
【0003】
国際公開第2021/187268号
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した特許文献1に記載されている数値制御システムにおいて、オペレータの手間を増やすことなく、加工プログラムを最適化することができる。しかし、加工工具交換作業はオペレータが行っており、加工工具交換作業における無駄を省くことが要請されている。
【0005】
このような事情に鑑みて、本明細書は、加工工具交換作業における無駄を省くことができるワーク加工装置を開示する。
【課題を解決するための手段】
【0006】
本明細書は、複数の加工工具を有し、前記加工工具によってワークを加工するワーク加工装置において、前記ワークの生産個数に基づいて前記ワークの加工条件を変更可能であるワーク加工装置を開示する。
【0007】
本開示によれば、ワーク加工装置において、ワークの生産個数に基づいてワークの加工条件を変更することが可能となる。例えば、加工条件としては、ワークの生産時間、加工工具交換回数、及び加工工具寿命が挙げられる。ワークの生産個数に基づいてワークの加工条件を変更することにより、少なくとも2つ以上の加工工具の交換タイミングを互いに一致させたり、加工工具の交換タイミングを段取り替えタイミングに一致させたりすることが可能となる。よって、加工工具交換作業における無駄を省くことができる。
【図面の簡単な説明】
【0008】
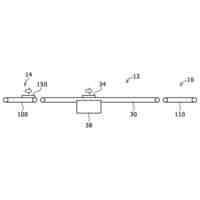
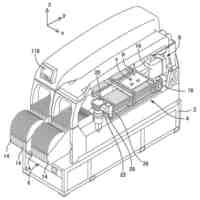
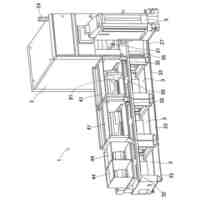
ワーク加工装置が適用された工作機械10を示す概略正面図である。
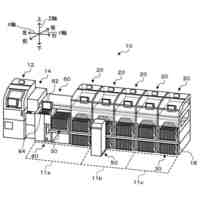
ワーク加工装置が適用された工作機械10を示す正面図である。
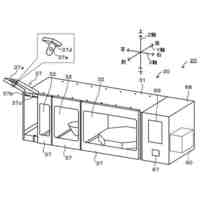
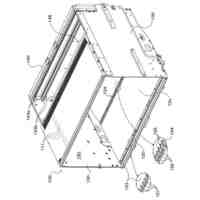
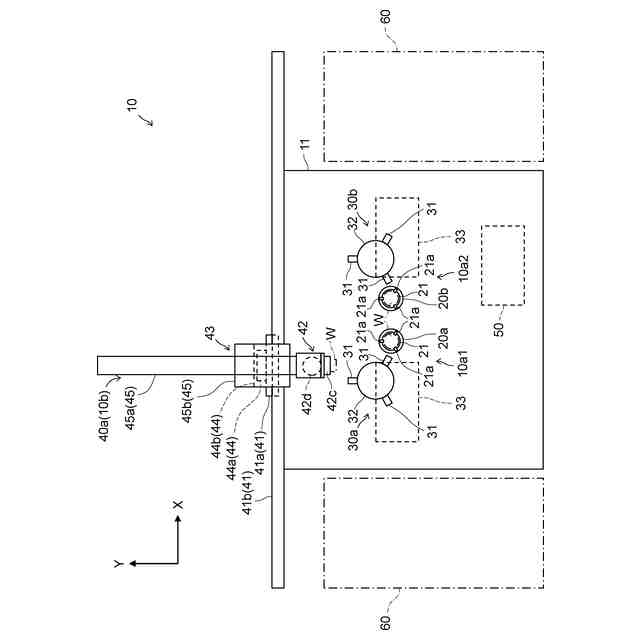
図2に示す工作機械10を示す側面図である。
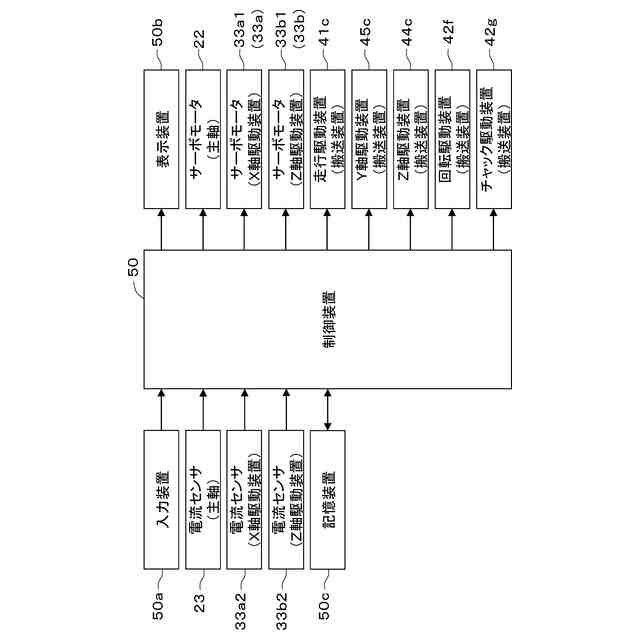
工作機械10を示すブロック図である。
優先項目選択画面51を示す図である。
交換回数パターン選択画面52を示す図である。
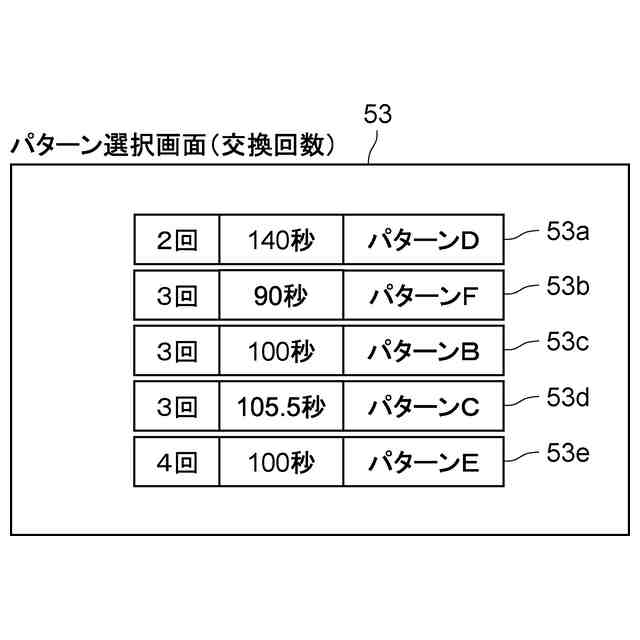
交換回数パターン選択画面53を示す図である。
生産時間パターン選択画面54を示す図である。
生産時間パターン選択画面55を示す図である。
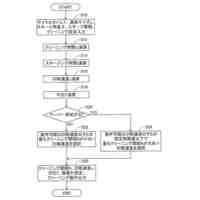
図4に示す制御装置50にて実施されるプログラムを表すフローチャートである。
切削速度とサイクルタイム、工具寿命及び加工可能回数との関係Rを示す図である。
切削抵抗とサイクルタイム、工具寿命及び加工可能回数との関係Rを示す図である。
刃先温度とサイクルタイム、工具寿命及び加工可能回数との関係Rを示す図である。
加工パターンAを示す図である。
加工パターンBを示す図である。
加工パターンCを示す図である。
加工パターンDを示す図である。
加工パターンEを示す図である。
加工パターンFを示す図である。
加工可能回数と加工時間との関係を示す図である。
【発明を実施するための形態】
【0009】
(工作機械)
以下、ワーク加工装置が適用された工作機械の一例である実施形態について説明する。以下の各図において、XYZ座標系を用いて図中の方向を説明する。このXYZ座標系においては、水平面に平行な平面をXZ平面とする。このXZ平面において、後述する工作機械10の主軸20a,20bの軸線方向をZ軸方向と表記し、Z軸方向に直交する方向をX軸方向と表記する。また、XZ平面に垂直な方向はY軸方向と表記する。
【0010】
工作機械10は、ワークWの加工を実施するワーク加工装置である。工作機械10は、図1に示すように、複数(本実施形態では、2つ)の加工部10aと、1つの搬送装置10bと、を備えている。加工部10aは、ワークWを刃具(加工工具)31により加工する。搬送装置10bは、各加工部10aにワークWを搬入したり搬出したりする装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
実装機
1か月前
株式会社FUJI
装着機
20日前
株式会社FUJI
フィーダ
1か月前
株式会社FUJI
ストッカ
1か月前
株式会社FUJI
自動化用パレット
22日前
株式会社FUJI
押圧装置、及び押圧方法
1か月前
株式会社FUJI
ストッカおよびストッカシステム
1か月前
株式会社FUJI
ダイ部品供給装置及びダイ部品供給方法
1か月前
株式会社FUJI
回路基板形成装置、および回路基板形成方法
1か月前
株式会社FUJI
装着機
27日前
株式会社FUJI
演算装置
6日前
株式会社FUJI
部品実装機
20日前
株式会社FUJI
部品実装ライン
1か月前
株式会社FUJI
部品実装システム
6日前
株式会社FUJI
キッティング装置
20日前
株式会社FUJI
装着作業システム
20日前
株式会社FUJI
部品実装システム
6日前
株式会社FUJI
対基板作業システム
22日前
株式会社FUJI
部品供給ユニットの入出庫システム
27日前
株式会社FUJI
印刷部材の個体管理システム及び個体管理方法並びに個体管理タグ付きの印刷機マスク
1か月前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
インチング制御方法
3か月前
トヨタ自動車株式会社
積層コア
7日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
6日前
株式会社不二越
歯車加工機
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ