TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024111794
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2023126235
出願日
2023-08-02
発明の名称
車載部品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
11/30 20060101AFI20240809BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接部材の溶接不良を生じにくくする技術を提供する。
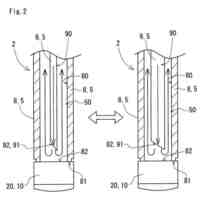
【解決手段】本体部材と、当該本体部材に第1電極及び第2電極を用いた抵抗溶接により取り付けられる溶接部材と、を備え、車両に搭載される車載部品の製造方法である。車載部品の製造方法は、溶接端部及び当該溶接端部とは反対側の非溶接端部を有する溶接部材の溶接端部を本体部材の溶接面に当接させることを備える。また、車載部品の製造方法は、本体部材の溶接面とは反対側の非溶接面に第1電極を接触させ、かつ、溶接部材の外周面における当該溶接端部近傍に、第2電極を接触させた状態で、抵抗溶接により、本体部材に溶接部材を溶接することを備える。
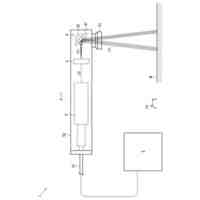
【選択図】図4
特許請求の範囲
【請求項1】
本体部材と、当該本体部材に第1電極及び第2電極を用いた抵抗溶接により取り付けられる溶接部材と、を備え、車両に搭載される車載部品の製造方法であって、
溶接端部及び当該溶接端部とは反対側の非溶接端部を有する前記溶接部材の前記溶接端部を前記本体部材の溶接面に当接させることと、
前記本体部材の前記溶接面とは反対側の非溶接面に前記第1電極を接触させ、かつ、前記溶接部材の外周面における当該溶接端部近傍に、前記第2電極を接触させた状態で、前記抵抗溶接により、前記本体部材に前記溶接部材を溶接することと、
を備える、車載部品の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の車載部品の製造方法であって、
前記溶接部材は、前記溶接端部から前記非溶接端部まで延びる軸を有し、当該軸が前記溶接面に対し傾斜した、又は、当該軸が曲がった状態で、前記本体部材に固定される、車載部品の製造方法。
【請求項3】
請求項2に記載の車載部品の製造方法であって、
前記溶接部材は、姿受け治具によって保持され、
前記姿受け治具は、前記抵抗溶接の際に押圧される押圧面であって、前記溶接面と対面する押圧面を有する、車載部品の製造方法。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の車載部品の製造方法であって、
前記第2電極は、3以上の電極部を有し、
前記抵抗溶接を行う際、前記電極部は、前記溶接部材の前記外周面を周回する周方向に並んで配置され、それぞれの前記電極部が前記溶接部材の前記外周面に接触する
車載部品の製造方法。
【請求項5】
請求項4に記載の車載部品の製造方法であって、
前記抵抗溶接を行う際、前記第2電極におけるそれぞれの前記電極部から、前記溶接部材の前記外周面に対し、略同一の大きさの荷重が加えられる
車載部品の製造方法。
【請求項6】
請求項4に記載の車載部品の製造方法であって、
3以上の前記電極部のうちの一部を、特定電極部とし、
前記抵抗溶接を行う際、前記特定電極部から、前記溶接部材の前記外周面に対し、他の前記電極部よりも大きな荷重が加えられる
車載部品の製造方法。
【請求項7】
請求項6に記載の車載部品の製造方法であって、
それぞれの前記電極部は、前記抵抗溶接の際に前記溶接部材の前記外周面と接触する接触面を有し、
前記特定電極部の前記接触面における前記周方向の長さは、他の前記電極部の前記接触面における前記周方向の長さよりも短い
車載部品の製造方法。
【請求項8】
請求項4に記載の車載部品の製造方法であって、
それぞれの前記電極部は、前記抵抗溶接の際に前記溶接部材の前記外周面と接触する接触面を有し、それぞれの前記電極部の前記接触面における前記周方向の長さは、略同一である
車載部品の製造方法。
【請求項9】
請求項1から請求項3までのいずれか1項に記載の車載部品の製造方法であって、
当該車載部品は、排気ガスを通過させるための排気系部品である、車載部品の製造方法。
【請求項10】
請求項1から請求項3までのいずれか1項に記載の車載部品の製造方法であって、
前記抵抗溶接は、プロジェクション溶接である、車載部品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接部材が抵抗溶接により取り付けられた本体部材を備える車載部品の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、リングプロジェクション溶接機に備えた接合用の治具にプロジェクションが形成された排気管と他部材とを装着させ、排気管及び他部材をリングプロジェクション溶接により接合する溶接方法が開示されている。この溶接方法では、接合用の治具によって排気管及び他部材が上下方向から挟み込まれた状態で、加圧及び通電が行われる。
【先行技術文献】
【特許文献】
【0003】
特開2006-150397号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、抵抗溶接によって、本体部材に取り付けられる溶接部材には、様々な形状及び構成のものがあり、用途及び使用環境などによって、選ばれる溶接部材は異なる。特許文献1の溶接方法では、溶接部材の形状及び構成によって、溶接部材に均一な圧力を加えにくかったり、溶接部材に均一な電流が流れにくかったりするため、本体部材に対する溶接部材の溶接不良が生じる可能性があるという問題があった。
【0005】
本開示の一局面は、溶接部材の溶接不良を生じにくくする技術を提供することを目的としている。
【課題を解決するための手段】
【0006】
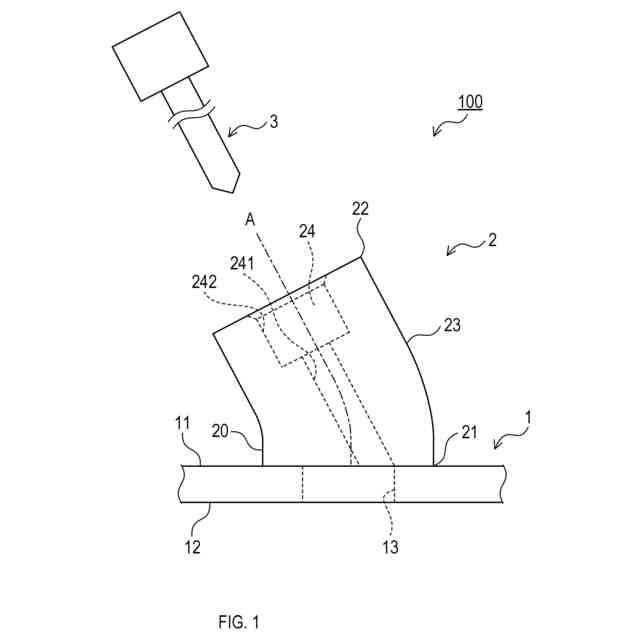
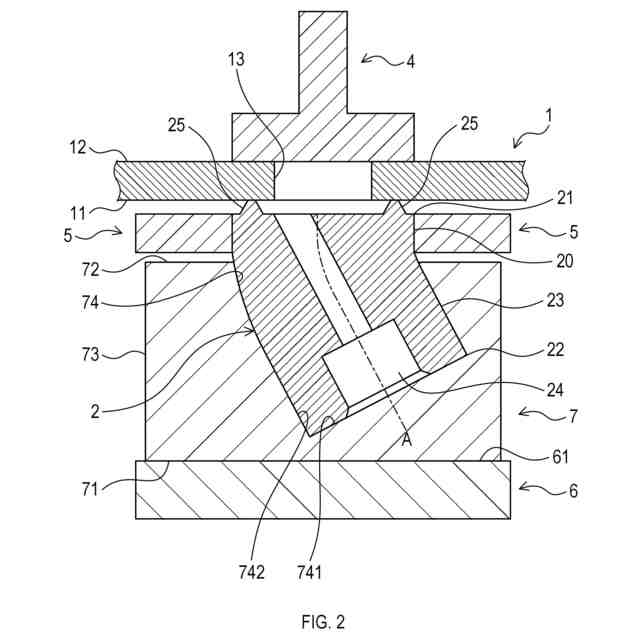
本開示の一態様は、本体部材と、当該本体部材に第1電極及び第2電極を用いた抵抗溶接により取り付けられる溶接部材と、を備え、車両に搭載される車載部品の製造方法である。車載部品の製造方法は、溶接端部及び当該溶接端部とは反対側の非溶接端部を有する溶接部材の溶接端部を本体部材の溶接面に当接させることを備える。また、車載部品の製造方法は、本体部材の溶接面とは反対側の非溶接面に第1電極を接触させ、かつ、溶接部材の外周面における当該溶接端部近傍に、第2電極を接触させた状態で、抵抗溶接により、本体部材に溶接部材を溶接することを備える。
【0007】
このような構成では、第2電極が溶接部材の外周面における溶接端部近傍に配置されるため、溶接部材の形状及び構成に関わらず、抵抗溶接に際、溶接部材の本体部材との接合箇所に電流が均一に流れやすい。したがって、本体部材に対する溶接部材の溶接不良を生じにくくすることができる。
【0008】
本開示の一態様では、溶接部材は、溶接端部から非溶接端部まで延びる軸を有し、当該軸が溶接面に対し傾斜した、又は、当該軸が曲がった状態で、本体部材に固定されてもよい。このような構成によれば、軸が溶接面に対し傾斜した、又は、軸が曲がった状態で、本体部材に固定されるような形状の溶接部材でも、溶接部材全体における電流の経路の長さのばらつきを抑制することができる。
【0009】
本開示の一態様では、溶接部材は、姿受け治具によって保持されてもよい。姿受け治具は、抵抗溶接の際に押圧される押圧面であって、溶接面と対面する押圧面を有してもよい。このような構成によれば、溶接部材の形状に関わらず、押圧面を有する姿受け治具によって溶接部材が安定して保持されるため、押圧面を介して溶接部材に圧力を均一に加えやすくすることができる。
【0010】
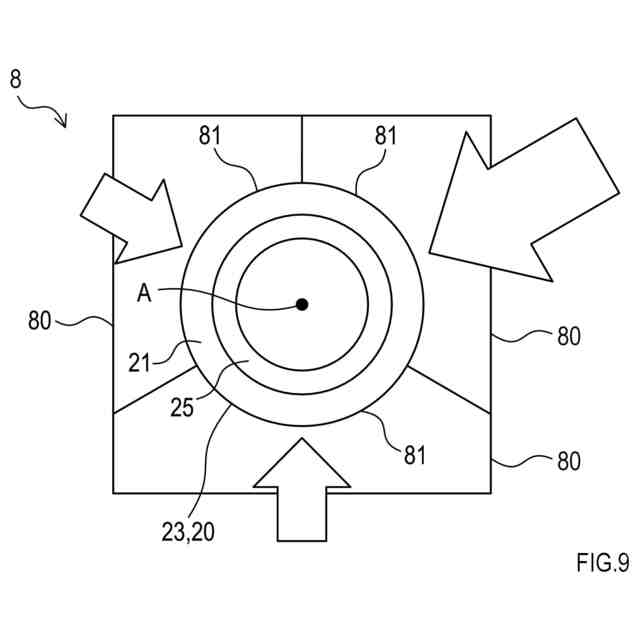
本開示の一態様では、第2電極は、3以上の電極部を有し、抵抗溶接を行う際、電極部は、溶接部材の外周面を周回する周方向に並んで配置され、それぞれの電極部が溶接部材の外周面に接触してもよい。このような構成によれば、第2電極が、全体として均一に溶接部材の外周面に接触するよう促すことができ、抵抗溶接の際の電流の流れが良好になる。したがって、抵抗溶接をより良好に行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
5日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社不二越
ドリル
2か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
菅機械産業株式会社
測長装置
2か月前
日東精工株式会社
チャックユニット
2か月前
日東精工株式会社
チャックユニット
3か月前
株式会社MOLDINO
ドリル
18日前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
回転アーク溶接方法
1か月前
ブラザー工業株式会社
工作機械
8日前
津根精機株式会社
鉄筋切断装置
28日前
株式会社ダイヘン
くびれ検出制御方法
1か月前
福井県
マルチマテリアルの点接合構造
1か月前
ブラザー工業株式会社
工作機械
8日前
ビアメカニクス株式会社
レーザ加工装置
3か月前
個人
交換式給油ブラシの切削油の給油器
25日前
国立大学法人 東京大学
加工方法
3か月前
株式会社不二越
エンドミル
11日前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社ソディック
ワイヤ放電加工装置
4か月前
株式会社不二越
歯車製造装置
3か月前
トヨタ自動車株式会社
積層造形方法
3か月前
株式会社進和
肉盛加工ノズル
29日前
白光株式会社
ツイーザー装置
3か月前
第一システム株式会社
切粉検査装置
2か月前
トヨタ自動車株式会社
熱変形解析方法
2か月前
トヨタ自動車株式会社
レーザ加工方法
1か月前
アポロ精工株式会社
はんだ付けパイプ
3か月前
株式会社IHI検査計測
表面処理装置
3か月前
コントレイル合同会社
レーザ加工装置
22日前
ブラザー工業株式会社
工作機械
8日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ