TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024108675
公報種別
公開特許公報(A)
公開日
2024-08-13
出願番号
2023013159
出願日
2023-01-31
発明の名称
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
個人
,
個人
主分類
B29C
33/18 20060101AFI20240805BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】低コスト化を図ることが可能な成形型を提供する。
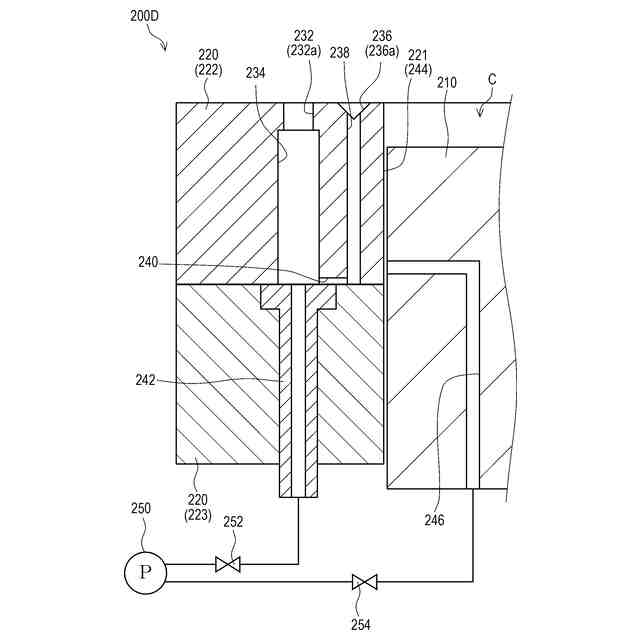
【解決手段】一方の型と、離型フィルムが配置されるキャビティを有する他方の型と、を具備する成形型であって、前記他方の型は、主面部材と側面部材とを具備し、前記側面部材は、前記一方の型に対向する第1対向面に形成され、前記離型フィルムを吸着する第1吸着部と、前記第1対向面において、前記第1吸着部よりも前記キャビティ側に形成され、前記離型フィルムを吸着する第2吸着部と、前記第1吸着部及び前記第2吸着部から空気を吸引するための吸引経路と、を具備し、前記吸引経路は、空気の流通方向一端側が吸引装置に接続されると共に、他端側が前記第1吸着部に接続される第1分岐経路、及び、前記第2吸着部に接続される第2分岐経路に分岐され、前記第2分岐経路における断面の最小断面積は、前記第1分岐経路における断面の最小断面積よりも小さい。
【選択図】図6
特許請求の範囲
【請求項1】
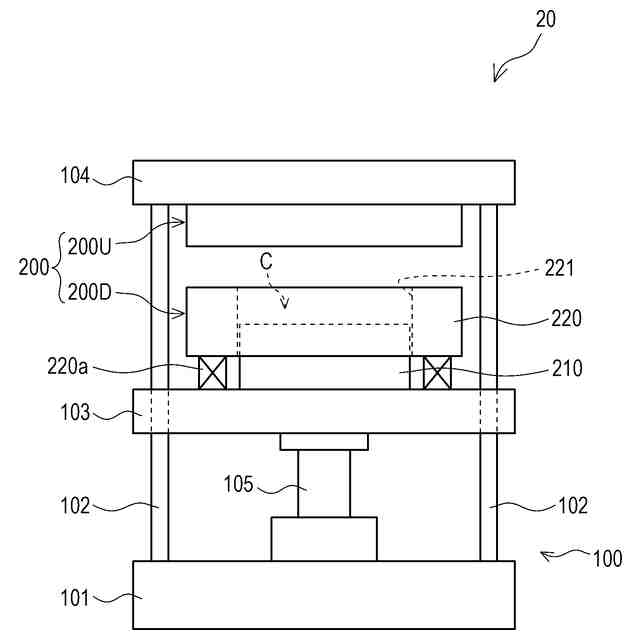
一方の型と、前記一方の型に対向して配置され、離型フィルムが配置されるキャビティを有する他方の型と、を具備する成形型であって、
前記他方の型は、前記キャビティの主面を形成する主面部材と、前記キャビティの側面を形成する側面部材と、を具備し、
前記側面部材は、
前記一方の型に対向する第1対向面に形成され、前記離型フィルムを吸着する第1吸着部と、
前記第1対向面において、前記第1吸着部よりも前記キャビティ側に形成され、前記離型フィルムを吸着する第2吸着部と、
前記第1吸着部及び前記第2吸着部から空気を吸引するための吸引経路と、
を具備し、
前記吸引経路は、
空気の流通方向一端側が吸引装置に接続されると共に、空気の流通方向他端側が前記第1吸着部に接続される第1分岐経路、及び、前記第2吸着部に接続される第2分岐経路に分岐され、
前記第2分岐経路における空気の流通方向に対して直交する断面の最小断面積は、前記第1分岐経路における空気の流通方向に対して直交する断面の最小断面積よりも小さい、
成形型。
続きを表示(約 940 文字)
【請求項2】
前記第2分岐経路は、
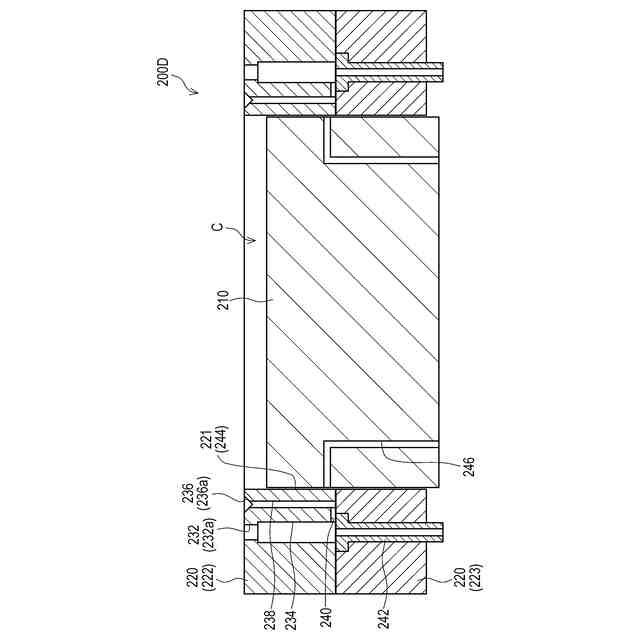
前記第1分岐経路との分岐点から、前記主面部材側に延びる第1経路と、
前記第1経路から、前記第1対向面へと延びる第2経路と、
を具備する、
請求項1に記載の成形型。
【請求項3】
前記側面部材は、前記第1対向面が形成された第1側面部材と、前記第1側面部材に対して前記第1対向面とは反対側に配置された第2側面部材と、を含み、
前記第1経路は、前記第1側面部材のうち、前記第2側面部材に対向する第2対向面に形成されている、
請求項2に記載の成形型。
【請求項4】
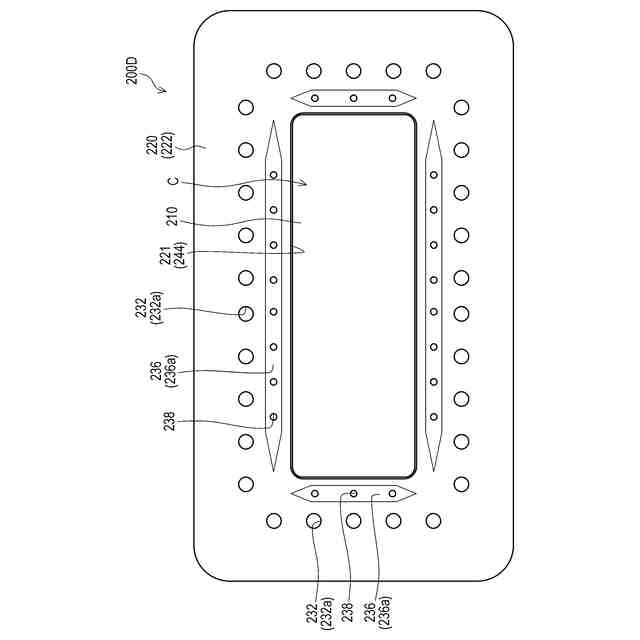
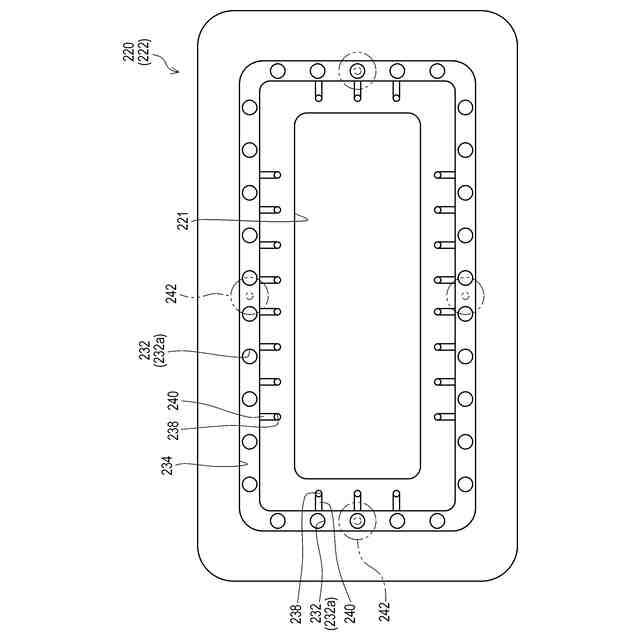
前記第1分岐経路は、前記第1対向面に垂直な方向から見て、前記キャビティの周囲を連なって囲むように形成される環状部を具備する、
請求項1から請求項3までのいずれか一項に記載の成形型。
【請求項5】
前記第2分岐経路は複数形成され、
複数の前記第2分岐経路は、前記環状部にそれぞれ接続されている、
請求項4に記載の成形型。
【請求項6】
前記第1吸着部は、複数の第1吸着孔部と、隣接する前記第1吸着孔部同士を連結する第2吸着孔部と、を含み、
前記第1対向面において、前記第2吸着孔部が隣接する前記第1吸着孔部同士を連結するために延びる方向に垂直な方向における長さについて、前記第1吸着孔部が、前記第2吸着孔部よりも大きい、
請求項1から請求項5までのいずれか一項に記載の成形型。
【請求項7】
前記第1吸着部は、前記キャビティの周囲を連なって囲むように形成されている、
請求項6に記載の成形型。
【請求項8】
請求項1から請求項7までのいずれか一項に記載の成形型を具備する樹脂成形装置。
【請求項9】
請求項8に記載の樹脂成形装置を用いた樹脂成形品の製造方法であって、
前記離型フィルムを前記他方の型に配置するフィルム配置工程と、
前記離型フィルムが配置された前記他方の型を用いて樹脂成形を行う樹脂成形工程と、
を含む、樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形型、樹脂成形装置、及び、樹脂成形品の製造方法の技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
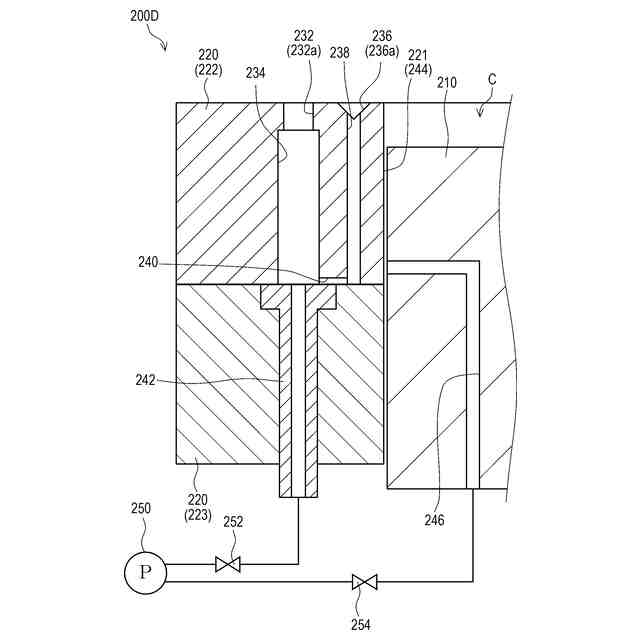
特許文献1には、樹脂成形品を取り出し易くするために離型フィルムが設けられる成形型が開示されている。特許文献1に記載の成形型には、離型フィルムを吸着するための外周吸着溝、主吸着溝及び貫通穴が形成されている。具体的には、特許文献1に記載の成形型には、キャビティの外側に、離型フィルムを吸着保持可能な外周吸着溝及び主吸着溝が形成されている。また特許文献1に記載の成形型には、キャビティの内側(周面部材と底面部材との間)に、離型フィルムを吸着保持可能な貫通穴が形成されている。前記成形型の外周吸着溝、主吸着溝及び貫通穴にはそれぞれ開閉弁を介して真空ポンプが接続され、それぞれ独立して吸引を行うことができるように構成されている。
【0003】
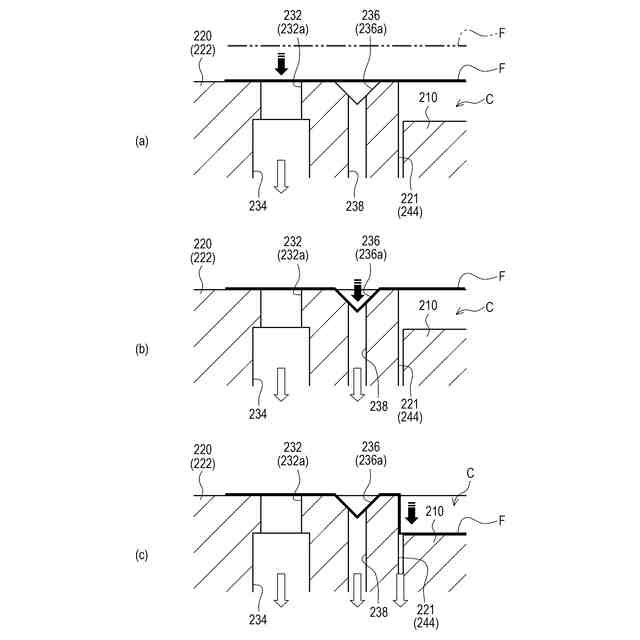
このように構成された成形型において、まず最も外側に形成された外周吸着溝により離型フィルムが吸着され、離型フィルムが成形型の表面に固定される。次に、外周吸着溝よりも内側に形成された主吸着溝により離型フィルムが吸着され、離型フィルムに張力が加えられる。その後、キャビティの内側に形成された貫通穴により離型フィルムが吸着されることで、離型フィルムがキャビティの形状に沿って吸着される。このように段階的に離型フィルムの吸着を行うことにより、離型フィルムにしわやたるみが発生することを防止することができる。
【先行技術文献】
【特許文献】
【0004】
特開2017-35832号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、特許文献1に記載のように複数の吸着溝等で離型フィルムを段階的に吸着することが可能な成形型においては、段階的に吸引するために開閉弁などの多くの部品が必要であり、コストがかさむ。
【0006】
本発明は以上の如き状況に鑑みてなされたものであり、その解決しようとする課題は、低コスト化を図ることが可能な成形型、樹脂成形装置、及び、樹脂成形品の製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の解決しようとする課題は以上の如くであり、この課題を解決するため、本発明に係る成形型は、一方の型と、前記一方の型に対向して配置され、離型フィルムが配置されるキャビティを有する他方の型と、を具備する成形型であって、前記他方の型は、前記キャビティの主面を形成する主面部材と、前記キャビティの側面を形成する側面部材と、を具備し、前記側面部材は、前記一方の型に対向する第1対向面に形成され、前記離型フィルムを吸着する第1吸着部と、前記第1対向面において、前記第1吸着部よりも前記キャビティ側に形成され、前記離型フィルムを吸着する第2吸着部と、前記第1吸着部及び前記第2吸着部から空気を吸引するための吸引経路と、を具備し、前記吸引経路は、空気の流通方向一端側が吸引装置に接続されると共に、空気の流通方向他端側が前記第1吸着部に接続される第1分岐経路、及び、前記第2吸着部に接続される第2分岐経路に分岐され、前記第2分岐経路における空気の流通方向に対して直交する断面の最小断面積は、前記第1分岐経路における空気の流通方向に対して直交する断面の最小断面積よりも小さいものである。
【0008】
また、本発明に係る樹脂成形装置は、前記成形型を具備するものである。
【0009】
また、本発明に係る樹脂成形品の製造方法は、前記樹脂成形装置を用いた樹脂成形品の製造方法であって、前記離型フィルムを前記他方の型に配置するフィルム配置工程と、前記離型フィルムが配置された前記他方の型を用いて樹脂成形を行う樹脂成形工程と、を含むものである。
【発明の効果】
【0010】
本発明によれば、低コスト化を図ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
切断装置、切断方法、及び切断品の製造方法
5日前
東レ株式会社
溶融紡糸設備
2か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
金型の製造方法
7か月前
津田駒工業株式会社
連続成形機
6か月前
世紀株式会社
造形装置
8か月前
輝創株式会社
接合方法
8か月前
帝人株式会社
成形体の製造方法
2か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
一体化成形品の製造方法
1か月前
東レ株式会社
延伸フィルムの製造方法
7か月前
六浦工業株式会社
接着装置
8か月前
株式会社吉野工業所
計量キャップ
9か月前
グンゼ株式会社
印刷層の除去方法
7か月前
株式会社日本製鋼所
押出成形装置
4日前
株式会社日本製鋼所
押出成形装置
4日前
大塚テクノ株式会社
樹脂製の構造体
6か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
株式会社リコー
シート処理システム
1か月前
トヨタ自動車株式会社
真空成形方法
3か月前
株式会社城北精工所
押出成形用ダイ
6か月前
KTX株式会社
シェル型の作製方法
2か月前
トヨタ自動車株式会社
真空成形装置
4か月前
小林工業株式会社
振動溶着機
2か月前
株式会社リコー
シート処理システム
25日前
東レ株式会社
リーフディスク型フィルター
9か月前
株式会社日本製鋼所
射出成形機
2か月前
UBEマシナリー株式会社
シミュレータ装置
8か月前
株式会社イクスフロー
成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
2か月前
株式会社スリーエス
光造形装置
4か月前
ヒロホー株式会社
搬送容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形装置
9か月前
NISSHA株式会社
加飾成形品の製造方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































