TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024104621
公報種別
公開特許公報(A)
公開日
2024-08-05
出願番号
2023008942
出願日
2023-01-24
発明の名称
樹脂成形装置及び樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
弁理士法人R&C
主分類
B29C
45/02 20060101AFI20240729BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形型に供給される離型フィルムの位置調整を行うことが可能な樹脂成形装置及び樹脂成形品の製造方法を提供する。
【解決手段】樹脂成形装置は、ポットブロックを含む第1型と、第1型と対向して配置された第2型とを有する成形型と、成形型を型締めする型締め機構と、第1型に供給される離型フィルムFのエッジFaの位置を調整する位置調整機構20と、位置調整機構20の作動を制御する制御部と、を備えている。位置調整機構20は、離型フィルムFを搬送する柱状ローラ21,22と、離型フィルムFのエッジFaの位置を検出するセンサ23と、を含み、制御部は、センサ23による離型フィルムFのエッジFaの位置の検出結果に基づいて、柱状ローラ21,22を離型フィルムFの搬送方向Vを軸にして傾ける制御を実行可能である。
【選択図】図4
特許請求の範囲
【請求項1】
ポットブロックを含む第1型と、前記第1型と対向して配置された第2型とを有する成形型と、
前記成形型を型締めする型締め機構と、
前記第1型に供給される離型フィルムのエッジの位置を調整する位置調整機構と、
前記位置調整機構の作動を制御する制御部と、を備え、
前記位置調整機構は、前記離型フィルムを搬送する柱状ローラと、前記離型フィルムの前記エッジの位置を検出するセンサと、を含み、
前記制御部は、前記センサによる前記離型フィルムの前記エッジの前記位置の検出結果に基づいて、前記柱状ローラを前記離型フィルムの搬送方向を軸にして傾ける制御を実行可能である樹脂成形装置。
続きを表示(約 960 文字)
【請求項2】
前記位置調整機構は複数の前記柱状ローラを有しており、
前記センサは、前記離型フィルムの搬送方向における複数の前記柱状ローラの直後に配置されている請求項1に記載の樹脂成形装置。
【請求項3】
複数の前記柱状ローラは、ローラ支持部に支持されており、
前記ローラ支持部は駆動源に接続されており、
前記制御部は、前記駆動源を駆動させて前記ローラ支持部を傾けることにより、複数の前記柱状ローラを傾ける請求項2に記載の樹脂成形装置。
【請求項4】
前記制御部は、下型からなる前記第1型に供給された前記離型フィルムの前記エッジが、前記ポットブロックの張出し部の下に位置するように前記柱状ローラを傾ける請求項1から3のいずれか一項に記載の樹脂成形装置。
【請求項5】
前記第1型は前記ポットブロックに隣接するキャビティブロックを更に含み、
前記キャビティブロックは、成形対象物を保持する吸引孔を有し、
前記制御部は、前記第1型に供給された前記離型フィルムの前記エッジが、前記ポットブロック及び前記キャビティブロックの境界と前記吸引孔との間に位置するように前記柱状ローラを傾ける請求項1から4のいずれか一項に記載の樹脂成形装置。
【請求項6】
前記離型フィルムを前記第1型に向けて送り出す送出ロールを含む送出機構を更に備え、
前記位置調整機構は、前記送出機構と前記第1型との間に配置されている請求項1から5のいずれか一項に記載の樹脂成形装置。
【請求項7】
前記位置調整機構が二つ備えられており、
二つの前記位置調整機構は鉛直方向で異なる高さに配置されている請求項1から6のいずれか一項に記載の樹脂成形装置。
【請求項8】
請求項1から7のいずれか一項に記載の樹脂成形装置を用いた樹脂成形品の製造方法であって、
前記第1型と前記第2型との間に前記離型フィルムを供給するフィルム供給工程と、
前記型締め機構により前記成形型を型締めする型締め工程と、
前記成形型に成形対象物及び樹脂材料を供給して樹脂成形を行う成形工程と、を含む樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置及び樹脂成形品の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
半導体チップが固定された基板等は、一般的に樹脂封止することにより電子部品として用いられる。従来、基板等を樹脂封止するための樹脂成形装置としてトランスファ成形用の金型を備えたものが知られている(例えば、特許文献1参照)。
【0003】
特許文献1にはトランスファ成形を行う樹脂成形装置が開示されている。この樹脂成形装置では、上型及び下型の型面に各々リリースフィルムが配置されている。リリースフィルムが配置された後、型締めにより上型と下型の間にワークが挟持される。この状態で、収容ポット形成孔部に収容されたモールド材料は、加熱されて溶融した状態で、上型及び下型のキャビティに供給される。上型及び下型の型面にはリリースフィルムが配置されているため、溶融したモールド材料が上型及び下型の型面に直接接触することはない。
【先行技術文献】
【特許文献】
【0004】
特開2022-129893号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1において、上型及び下型用のリリースフィルムは、それぞれ上型用フィルム供給機構及び下型用フィルム供給機構により供給されている。上型用と下型用のフィルム供給機構は、それぞれフィルム供給部とフィルム巻取部とを有しており、フィルム供給部に取付けられたロール状のリリースフィルムをフィルム巻取部へと送ることにより、上型及び下型にリリースフィルムを供給している。しかし、ロール状のリリースフィルムの交換や、リリースフィルムの張力変更等を行った場合に、金型の型面に対するリリースフィルムの位置がずれてしまうおそれがある。
【0006】
そこで、成形型に供給される離型フィルムの位置調整を行うことが可能な樹脂成形装置及び樹脂成形品の製造方法が望まれている。
【課題を解決するための手段】
【0007】
本発明に係る樹脂成形装置の一つの実施形態は、ポットブロックを含む第1型と、前記第1型と対向して配置された第2型とを有する成形型と、前記成形型を型締めする型締め機構と、前記第1型に供給される離型フィルムのエッジの位置を調整する位置調整機構と、前記位置調整機構の作動を制御する制御部と、を備え、前記位置調整機構は、前記離型フィルムを搬送する柱状ローラと、前記離型フィルムの前記エッジの位置を検出するセンサと、を含み、前記制御部は、前記センサによる前記離型フィルムの前記エッジの前記位置の検出結果に基づいて、前記柱状ローラを前記離型フィルムの搬送方向を軸にして傾ける制御を実行可能である。
【0008】
本発明に係る樹脂成形品の製造方法の一つの実施形態は、上記に記載の樹脂成形装置を用いた樹脂成形品の製造方法であって、前記第1型と前記第2型との間に前記離型フィルムを供給するフィルム供給工程と、前記型締め機構により前記成形型を型締めする型締め工程と、前記成形型に成形対象物及び樹脂材料を供給して樹脂成形を行う成形工程と、を含む。
【発明の効果】
【0009】
本発明の実施形態によれば、成形型に供給される離型フィルムの位置調整を行うことが可能な樹脂成形装置及び樹脂成形品の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
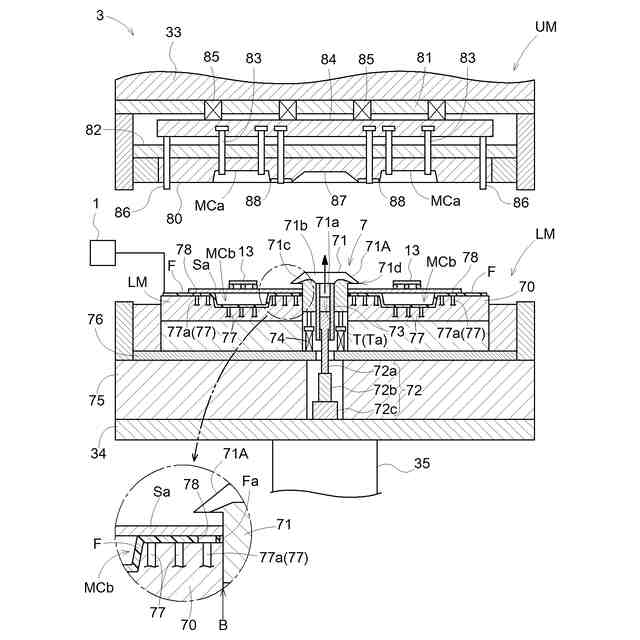
本実施形態に係る樹脂成形装置を含む樹脂成形ユニットを表す模式図である。
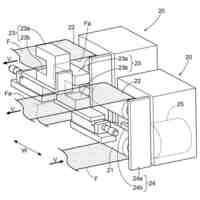
樹脂成形装置の構成を表す模式図である。
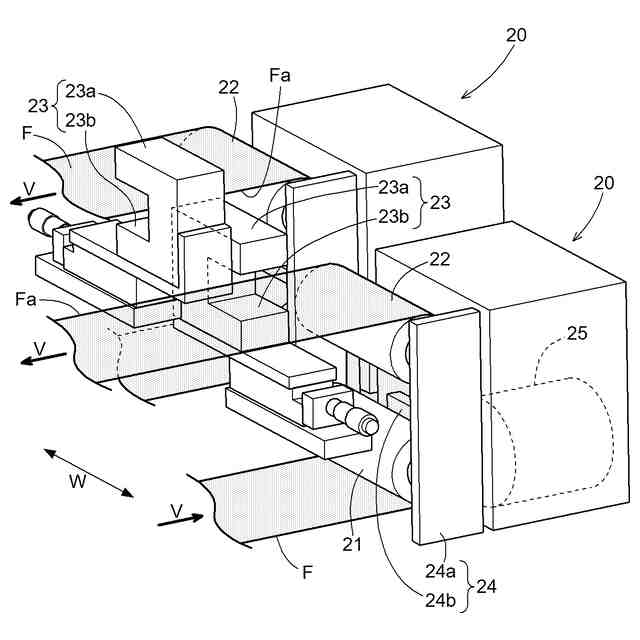
図2のIII-III線矢視断面図である。
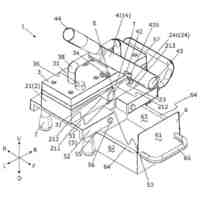
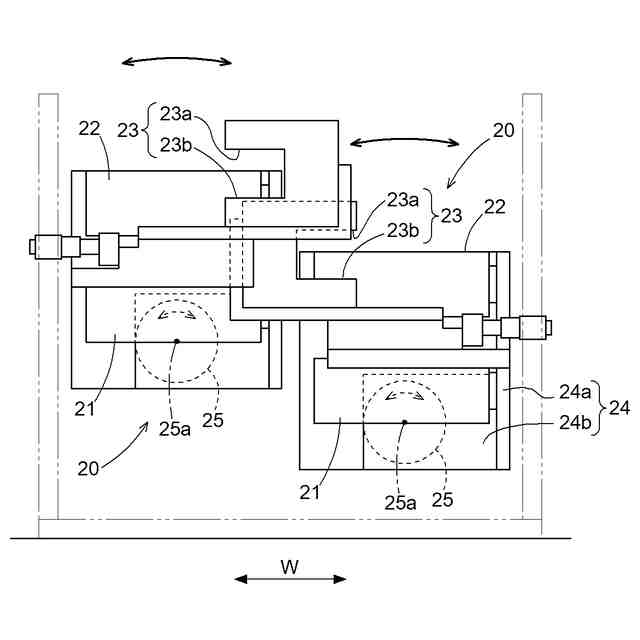
位置調整機構を表す斜視図である。
位置調整機構を表す正面図である。
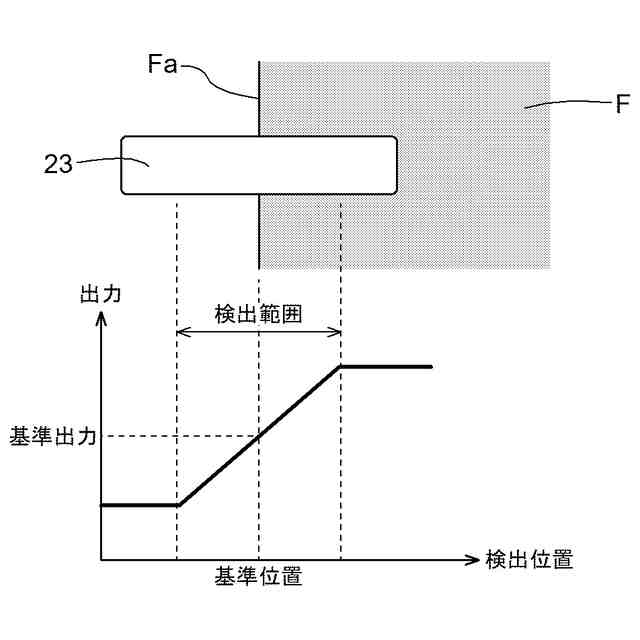
離型フィルムのエッジの位置と透過式センサの出力との関係を表す図である。
離型フィルムの位置を調整する構成を表す概略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
樹脂材料の切断器具
19日前
TOWA株式会社
樹脂成形装置及び樹脂成形品の製造方法
1か月前
TOWA株式会社
搬送機構、樹脂成形装置及び樹脂成形品の製造方法
14日前
TOWA株式会社
成形型、樹脂成形装置、及び、樹脂成形品の製造方法
28日前
東レ株式会社
溶融紡糸設備
2か月前
東レ株式会社
金型の製造方法
7か月前
東レ株式会社
シート成形口金
7か月前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
積層基材の製造方法
9か月前
輝創株式会社
接合方法
7か月前
世紀株式会社
造形装置
8か月前
東レ株式会社
一体化成形品の製造方法
28日前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
延伸フィルムの製造方法
7か月前
帝人株式会社
成形体の製造方法
2か月前
グンゼ株式会社
印刷層の除去方法
7か月前
六浦工業株式会社
接着装置
7か月前
株式会社吉野工業所
計量キャップ
9か月前
大塚テクノ株式会社
樹脂製の構造体
5か月前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社リコー
シート処理システム
18日前
株式会社アフィット
粉末焼結積層造形装置
9か月前
東レ株式会社
リーフディスク型フィルター
9か月前
株式会社リコー
シート処理システム
1か月前
トヨタ自動車株式会社
真空成形方法
3か月前
株式会社城北精工所
押出成形用ダイ
5か月前
小林工業株式会社
振動溶着機
2か月前
KTX株式会社
シェル型の作製方法
2か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
東レエンジニアリング株式会社
立体造形装置
9か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社スリーエス
光造形装置
4か月前
UBEマシナリー株式会社
シミュレータ装置
8か月前
ヒロホー株式会社
搬送容器の製造方法
2か月前
NISSHA株式会社
加飾成形品の製造方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ