TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086078
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200983
出願日
2022-12-16
発明の名称
ステータコイルの継手パイプの製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
H02K
15/085 20060101AFI20240620BHJP(電力の発電,変換,配電)
要約
【課題】スロットへの挿入時において、スロット内壁面や絶縁紙を破損させない継手パイプを簡易に製造できる方法を提供する。
【解決手段】ステータコイルの継手パイプの製造方法は、導体により構成される内層および絶縁体により構成される外層を有する筒状の継手母材と、継手母材を継手母材の軸方向と交差する方向に切断する切断部、および外層の切断面を角R加工またはテーパ加工するための外層成型部を有する刃物と、を準備する準備工程と、刃物を用いて、継手母材を切断しつつ、外層の角R加工またはテーパ加工を実行する切断加工工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
ステータコイルの継手パイプの製造方法であって、
導体により構成される内層および絶縁体により構成される外層を有する筒状の継手母材と、前記継手母材を前記継手母材の軸方向と交差する方向に切断する切断部、および前記外層の切断面を角R加工またはテーパ加工するための外層成型部を有する刃物と、を準備する準備工程と、
前記刃物を用いて、前記継手母材を切断しつつ、前記外層の前記角R加工または前記テーパ加工を実行する切断加工工程と、
を備える、ステータコイルの継手パイプの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ステータコイルの継手パイプの製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
ステータコアと、ステータコアのスロットに挿入されるステータコイルと、を備える回転電機が知られている。ステータコイルとして、セグメントコイル同士が連結する構成を有するものが知られている。セグメントコイルの連結部には、例えば特許文献1に記載されているように、筒状の継手パイプが用いられることがある。
【先行技術文献】
【特許文献】
【0003】
特開2021-132457号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に開示されている継手パイプは、端部が角張っているため、継手パイプが装着されたセグメントコイルをスロットに挿入すると、スロットの内壁面や、スロット内部に配置された絶縁紙を破損させるおそれがある。このため、スロットへの挿入時に、スロットの内壁面や絶縁紙を傷つけない継手パイプと、そのような継手パイプを簡易に製造できる方法とが求められている。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の一形態によれば、ステータコイルの継手パイプの製造方法が提供される。この製造方法は、導体により構成される内層および絶縁体により構成される外層を有する筒状の継手母材と、前記継手母材を前記継手母材の軸方向と交差する方向に切断する切断部、および前記外層の切断面を角R加工またはテーパ加工するための外層成型部を前記切断部を有する刃物と、を準備する準備工程と、前記刃物を用いて、前記継手母材を切断しつつ、前記切断面の前記角R加工または前記テーパ加工を実行する切断加工工程と、を備える。
この製造方法によれば、切断加工工程において、継手母材を切断しつつ、切断面の角R加工またはテーパ加工を実行するので、切断と加工とを別々に実行する構成と比較して、角R加工またはテーパ加工された切断面を有する継手パイプを簡易に製造できる。また、切断部および外層加工部を有する刃物を用いて継手母材の切断加工を実行するので、切断加工のための新たな設備を刃物以外に要さない。このため、製造コストを抑えながら、角R加工またはテーパ加工された切断面を有する継手パイプを製造できる。
本開示は、ステータコイルの継手パイプの製造方法以外の種々の形態で実現することも可能である。例えば、ステータコイルの継手パイプ、ステータコイル、ステータコイルの製造方法等の形態で実現することができる。
【図面の簡単な説明】
【0007】
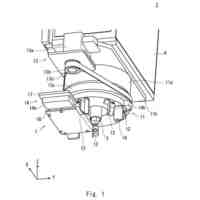
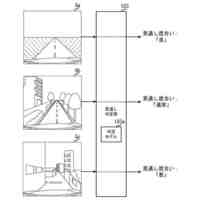
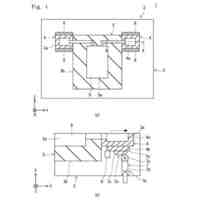
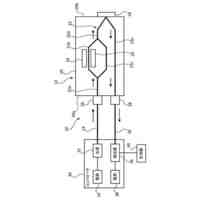
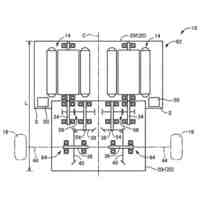
本開示の一形態におけるステータの構成を示す説明図である。
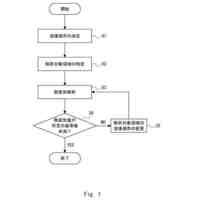
継手パイプの製造方法を示す工程図である。
円盤状刃物を用いた製造方法の一例を示す説明図である。
【発明を実施するための形態】
【0008】
A.第1実施形態:
A1.ステータ100の構成:
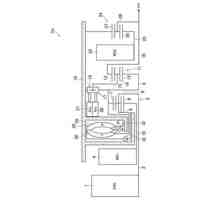
図1は、本開示の一形態におけるステータ100の構成を示す説明図である。図1の右側にはステータ100の斜視図が示され、図1の中央にはステータ100の部分断面図が示され、図1の左側にはステータ100の断面における部分拡大図が示されている。なお、断面図および拡大図中では、後述するセグメントコイル130同士が継手パイプ140により接続される前の状態を示している。ステータ100は、回転電機を構成する部品として用いられる。ステータ100は、ステータコア110と、ステータコイル120と、絶縁紙10と、を備える。ステータコア110は、略円筒状形状であり、例えばプレス加工により円環状に形成された無方向性電磁鋼板が複数積層されて構成されている。ステータコア110は、複数のティース111と、複数のスロット112と、を有する。各ティース111は、ステータコア110の内周面に形成され、径方向内側に向かって突出している。スロット112は、周方向に隣り合う2つのティース111の間に形成される溝部分により形成されている。絶縁紙10は、スロット112の内壁面に沿って配置されており、ステータコア110とステータコイル120とを絶縁する。
【0009】
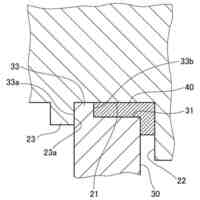
ステータコイル120は、継手パイプ140により接続された複数のセグメントコイル130により、構成されている。セグメントコイル130は、矩形状の断面を有し、U字形状に曲げ加工された平角線である。セグメントコイル130は、銅などの導体の表面に、エナメル樹脂などの絶縁体を被覆することで形成される。セグメントコイル130の先端131は、絶縁体による被膜が剥離され、後述する継手パイプ140に接続される。なお、先端131は、テーパ加工されている。
【0010】
継手パイプ140は、矩形状の断面を有する筒状の部材である。継手パイプ140は、銅などの導体により構成される内層(後述する内層147)と、エナメル樹脂などの絶縁体により構成され内層の表面を被覆する外層(後述する外層146)と、を有する。継手パイプ140の両端には、それぞれセグメントコイル130が接続される。具体的には、継手パイプ140の内径よりもセグメントコイル130の先端131の外径は小さく構成されているため、先端131が継手パイプ140内に挿入される。上述のように、セグメントコイル130の先端131の被膜は剥離されているため、セグメントコイル130の導体部分と、継手パイプ140の内層147とが接することにより、継手パイプ140の両端に接続されたセグメントコイル130のそれぞれは、互いに電気的に接続可能となる。また、セグメントコイル130の先端131は、テーパ加工されているため、容易に継手パイプ140に挿入できる。なお、セグメントコイル130と継手パイプ140との間隙135では、セグメントコイル130の被膜が剥離された部分が外部に露出している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
通知装置
今日
トヨタ自動車株式会社
駆動装置
4日前
トヨタ自動車株式会社
システム
4日前
トヨタ自動車株式会社
リアクトル
4日前
トヨタ自動車株式会社
表示制御装置
4日前
トヨタ自動車株式会社
情報処理方法
4日前
トヨタ自動車株式会社
表示制御装置
4日前
トヨタ自動車株式会社
温度計測装置
今日
トヨタ自動車株式会社
運転支援装置
今日
トヨタ自動車株式会社
情報処理装置
今日
トヨタ自動車株式会社
情報処理方法
4日前
トヨタ自動車株式会社
運転診断装置
今日
トヨタ自動車株式会社
車両制御装置
4日前
トヨタ自動車株式会社
異音診断装置
4日前
トヨタ自動車株式会社
情報処理装置
4日前
トヨタ自動車株式会社
見守りシステム
今日
トヨタ自動車株式会社
ダイカスト金型
4日前
トヨタ自動車株式会社
車両の制御装置
今日
トヨタ自動車株式会社
熱変形解析方法
4日前
トヨタ自動車株式会社
データ収集装置
4日前
トヨタ自動車株式会社
エンジンシステム
4日前
トヨタ自動車株式会社
共振回避システム
今日
トヨタ自動車株式会社
誘導表示システム
今日
トヨタ自動車株式会社
隊列走行システム
4日前
トヨタ自動車株式会社
光電界センサ装置
4日前
トヨタ自動車株式会社
オイル交換通知方法
4日前
トヨタ自動車株式会社
車両用動力伝達装置
今日
トヨタ自動車株式会社
車両用ブレーキ装置
今日
トヨタ自動車株式会社
集合導線の切断方法
今日
トヨタ自動車株式会社
空調機補助ユニット
今日
トヨタ自動車株式会社
内燃機関の制御装置
今日
トヨタ自動車株式会社
電動車両の駆動装置
今日
トヨタ自動車株式会社
バッテリ温度調整装置
4日前
トヨタ自動車株式会社
バッテリ温度調整装置
4日前
トヨタ自動車株式会社
自動変速機の制御装置
今日
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ