TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024085669
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200316
出願日
2022-12-15
発明の名称
プリフォーム、プラスチックボトル及びプラスチックボトルの製造方法
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/22 20060101AFI20240620BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ブロー成形を施した後に高いガスバリア性を維持することが可能な、プリフォーム、プラスチックボトル及びプラスチックボトルの製造方法を提供する。
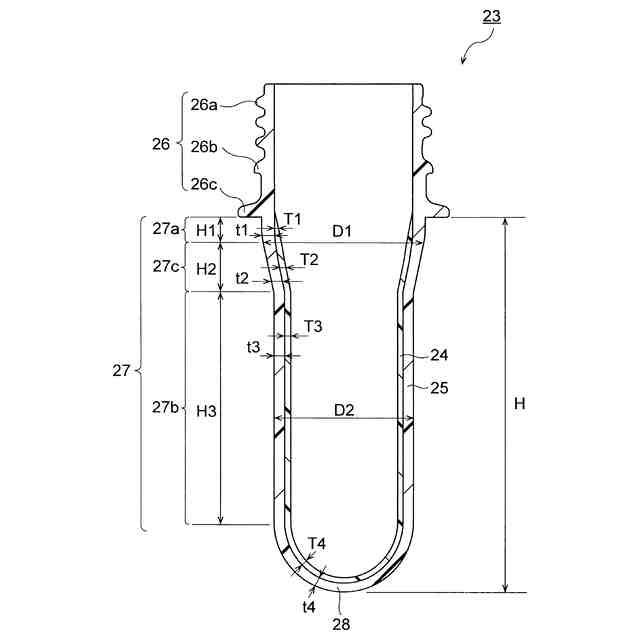
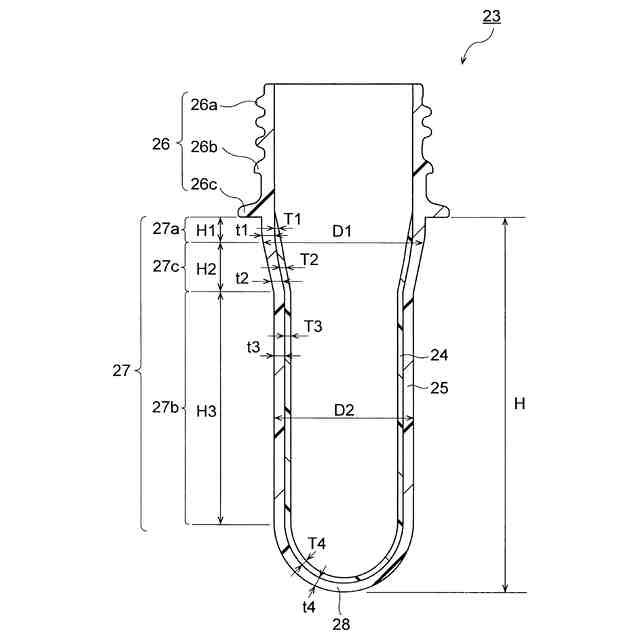
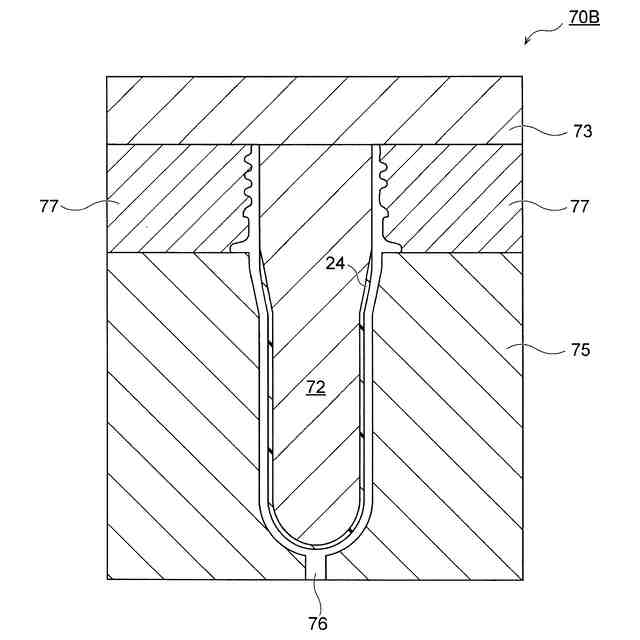
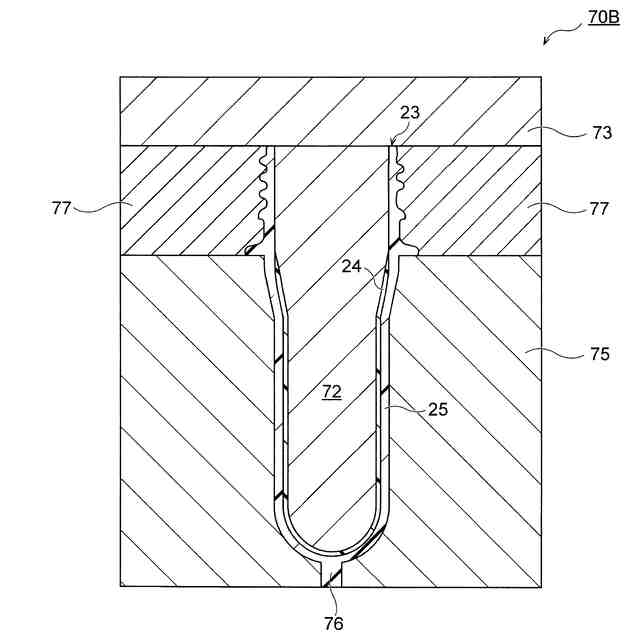
【解決手段】プリフォーム23は、口部26と、口部26に連結された胴部27と、胴部27に連結された底部28と、を備えている。口部26、胴部27及び底部28は、外層25を含んでいる。胴部27及び底部28は、外層25の内側に位置する内層24を含んでいる。外層25は、バージンポリエステル、バイオマス由来ポリエステル、メカニカルリサイクルポリエステル又はケミカルリサイクルポリエステルを含んでいる。内層24は、ポリエチレンフラノエートを含んでいる。
【選択図】図2
特許請求の範囲
【請求項1】
口部と、
前記口部に連結された胴部と、
前記胴部に連結された底部と、を備え、
前記口部、前記胴部及び前記底部は、外層を含み、
前記胴部及び前記底部は、前記外層の内側に位置する内層を含み、
前記外層は、バージンポリエステル、バイオマス由来ポリエステル、メカニカルリサイクルポリエステル又はケミカルリサイクルポリエステルを含み、
前記内層は、ポリエチレンフラノエートを含む、プリフォーム。
続きを表示(約 1,200 文字)
【請求項2】
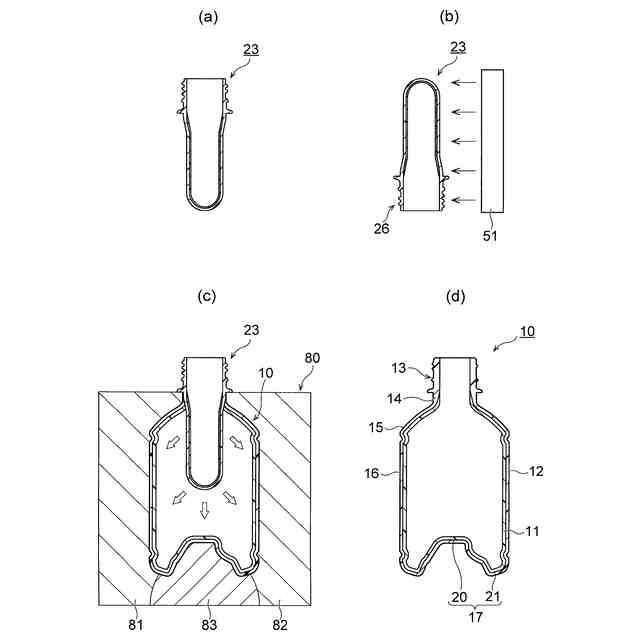
前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部側から前記小径部側に向けて縮径する縮径部とを有する、請求項1に記載のプリフォーム。
【請求項3】
前記大径部において、前記内層の厚みは、前記外層の厚みの0.2倍以上2.0倍以下であり、前記縮径部において、前記内層の厚みは、前記外層の厚みの0.33倍以上2.0倍以下であり、前記小径部において、前記内層の厚みは、前記外層の厚みの0.33倍以上2.0倍以下である、請求項2に記載のプリフォーム。
【請求項4】
前記口部は、サポートリングを有し、前記サポートリングの少なくとも一部は、前記内層を含む、請求項1に記載のプリフォーム。
【請求項5】
口部と、
前記口部に連結された胴部と、
前記胴部に連結された底部と、を備え、
前記胴部及び前記底部は、外層を含み、
前記口部、前記胴部及び前記底部は、前記外層の内側に位置する内層を含み、
前記外層は、ポリエチレンフラノエートを含み、
前記内層は、バージンポリエステル、バイオマス由来ポリエステル、メカニカルリサイクルポリエステル又はケミカルリサイクルポリエステルを含む、プリフォーム。
【請求項6】
前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部側から前記小径部側に向けて縮径する縮径部とを有する、請求項5に記載のプリフォーム。
【請求項7】
前記大径部において、前記外層の厚みは、前記内層の厚みの0.5倍以上2.0倍以下であり、前記縮径部において、前記外層の厚みは、前記内層の厚みの0.5倍以上2.0倍以下であり、前記小径部において、前記外層の厚みは、前記内層の厚みの0.5倍以上2.0倍以下である、請求項6に記載のプリフォーム。
【請求項8】
前記口部は、サポートリングを有し、前記サポートリングの少なくとも一部は、前記外層を含む、請求項5に記載のプリフォーム。
【請求項9】
前記外層の内面は、全体にわたって前記内層に覆われている、請求項5に記載のプリフォーム。
【請求項10】
口部と、
前記口部に連結された胴部と、
前記胴部に連結された底部と、を備え、
前記口部、前記胴部及び前記底部は、外層を含み、
前記胴部及び前記底部は、前記外層の内側に位置する内層を含み、
前記外層は、バージンポリエステル、バイオマス由来ポリエステル、メカニカルリサイクルポリエステル又はケミカルリサイクルポリエステルを含み、
前記内層は、ポリエチレンフラノエートを含む、プラスチックボトル。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、プリフォーム、プラスチックボトル及びプラスチックボトルの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ポリエチレンテレフタレート等のポリエステルは、機械的特性、化学的安定性、耐熱性、ガスバリア性および透明性等に優れ、かつ安価であることから、飲料品等を充填するボトル等の製造に広く使用されている。特に、内容物の持続的な品質維持のため、より高いガスバリア性を有するボトルの開発が求められている。
【0003】
従来から、酸化ケイ素、酸化アルミニウム等の無機酸化物の蒸着膜、あるいはアルミニウム等の無機物の蒸着膜を設けて、ガスバリア性を向上させたボトルが提案されている。例えば、特許文献1および特許文献2には、ガスバリア性を向上させるために、無機酸化物の蒸着膜を備えるプラスチックボトルが提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2001-301731号公報
特開2007-223098号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、無機物及び無機酸化物の蒸着膜は延伸性に乏しく、プリフォームに対してブロー成形を施した場合に、プリフォームの延伸に追従できない場合がある。この場合、蒸着膜にクラック等が生じてしまい、プラスチックボトルのガスバリア性が低下する可能性がある。このため、ボトルに対して蒸着膜を形成する場合、プリフォームに対してブロー成形を施すことにより得られるボトルに対して蒸着膜を形成することが好ましい。
【0006】
一方、ボトルの生産性の観点からは、ボトルを成形する前、例えば、プリフォーム等にガスバリア性を付与し、これに対してブロー成形を施すことによりボトルを作製することが望ましい。このため、ブロー成形を施した後であっても、高いガスバリア性を維持できるプリフォームが求められている。
【0007】
本開示はこのような点を考慮してなされたものであり、ブロー成形を施した後に高いガスバリア性を維持することが可能な、プリフォーム、プラスチックボトル及びプラスチックボトルの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示の第1の態様は、口部と、前記口部に連結された胴部と、前記胴部に連結された底部と、を備え、前記口部、前記胴部及び前記底部は、外層を含み、前記胴部及び前記底部は、前記外層の内側に位置する内層を含み、前記外層は、バージンポリエステル、バイオマス由来ポリエステル、メカニカルリサイクルポリエステル又はケミカルリサイクルポリエステルを含み、前記内層は、ポリエチレンフラノエートを含む、プリフォームである。
【0009】
本開示の第2の態様は、上述した第1の態様によるプリフォームにおいて、前記胴部は、前記口部側に位置する大径部と、前記底部側に位置する小径部と、前記大径部と前記小径部との間に位置し、前記大径部側から前記小径部側に向けて縮径する縮径部とを有していても良い。
【0010】
本開示の第3の態様は、上述した第2の態様によるプリフォームにおいて、前記大径部において、前記内層の厚みは、前記外層の厚みの0.2倍以上2.0倍以下であっても良く、前記縮径部において、前記内層の厚みは、前記外層の厚みの0.33倍以上2.0倍以下であっても良く、前記小径部において、前記内層の厚みは、前記外層の厚みの0.33倍以上2.0倍以下であっても良い。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
8か月前
東レ株式会社
溶融紡糸設備
11日前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
積層基材の製造方法
7か月前
東レ株式会社
繊維強化樹脂成形体
9か月前
東レ株式会社
接合用繊維強化樹脂
9か月前
睦月電機株式会社
樹脂成形用金型
9か月前
世紀株式会社
造形装置
6か月前
輝創株式会社
接合方法
5か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
AGC株式会社
車両窓用窓ガラス
9か月前
株式会社吉野工業所
計量キャップ
6か月前
東レエンジニアリング株式会社
処理装置
8か月前
六浦工業株式会社
接着装置
5か月前
株式会社不二越
射出成形機
8か月前
グンゼ株式会社
印刷層の除去方法
5か月前
株式会社城北精工所
押出成形用ダイ
3か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
東レ株式会社
リーフディスク型フィルター
6か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
KTX株式会社
シェル型の作製方法
4日前
ダイハツ工業株式会社
3Dプリンタ
7か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
小林工業株式会社
振動溶着機
11日前
トヨタ自動車株式会社
真空成形装置
1か月前
トヨタ自動車株式会社
真空成形方法
1か月前
パナック株式会社
複合体の製造方法
10か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
株式会社スリーエス
光造形装置
1か月前
ヒロホー株式会社
搬送容器の製造方法
4日前
TOWA株式会社
樹脂成形装置
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































