TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024085060
公報種別
公開特許公報(A)
公開日
2024-06-26
出願番号
2022199385
出願日
2022-12-14
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/76 20060101AFI20240619BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】保守担当者の労力を軽減しつつ、ボールねじの寿命を延命することができる射出成形機を提供する。
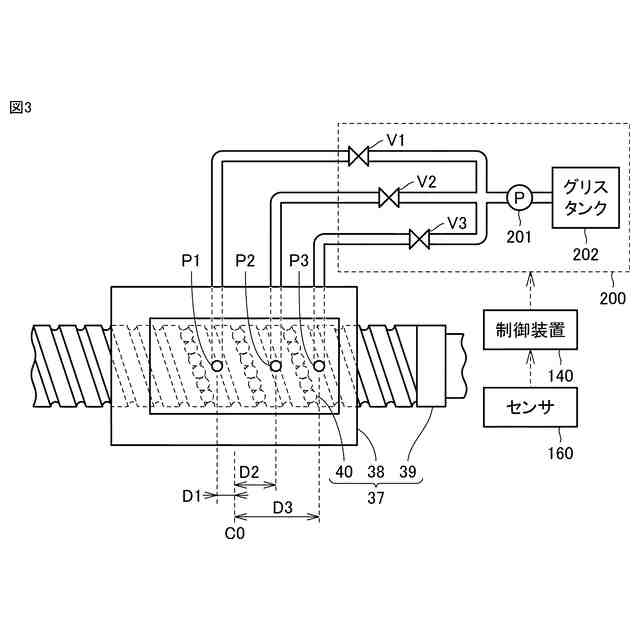
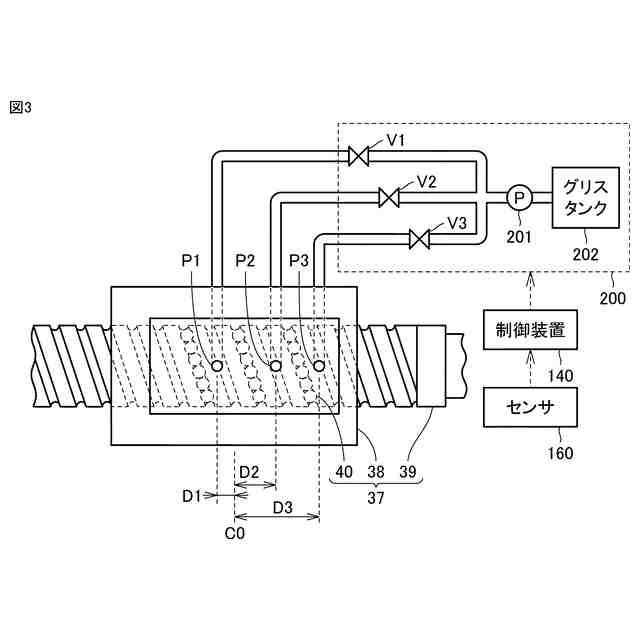
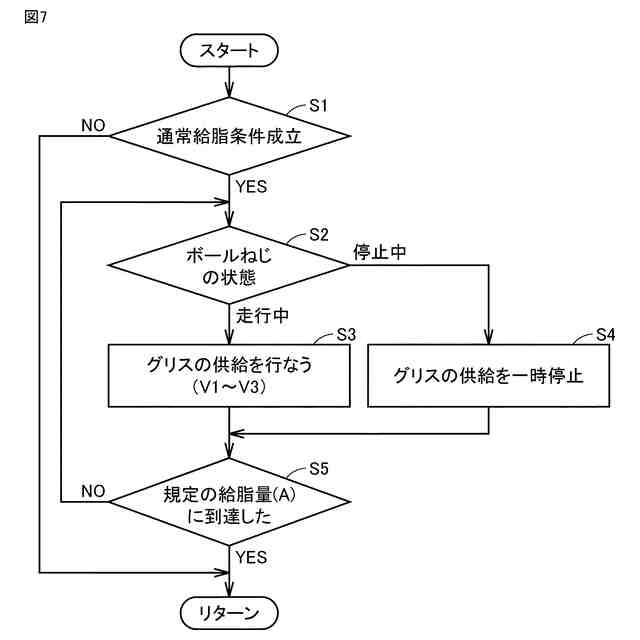
【解決手段】射出成形機は、ねじ軸39、ボール、ナット38を含むボールねじ37と、ボールねじ37にグリスの供給を行なうグリス供給機構200と、グリス供給機構200を制御する制御装置140とを備える。制御装置140は、第1の量のグリスをナット38に供給する通常給脂と、第1の量よりも多い第2の量のグリスをナット38に供給する洗浄給脂とをグリス供給機構200に行なわせるように構成される。
【選択図】図3
特許請求の範囲
【請求項1】
ねじ軸、ボール、ナットを含むボールねじと、
前記ボールねじにグリスの供給を行なうグリス供給機構と、
前記グリス供給機構を制御する制御装置とを備え、
前記制御装置は、第1の量のグリスを前記ナットに供給する通常給脂と、前記第1の量よりも多い第2の量のグリスを前記ナットに供給する洗浄給脂とを前記グリス供給機構に行なわせるように構成される、射出成形機。
続きを表示(約 1,100 文字)
【請求項2】
前記ナットは、グリスを注入する少なくとも第1注入口と第2注入口とを含み、
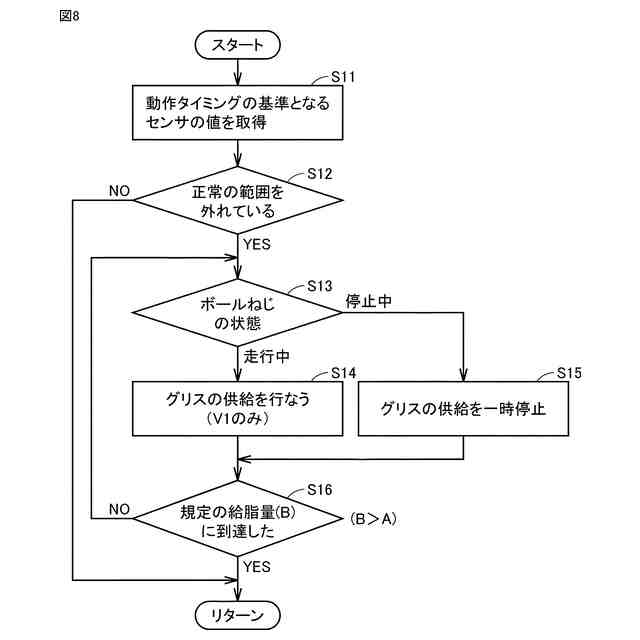
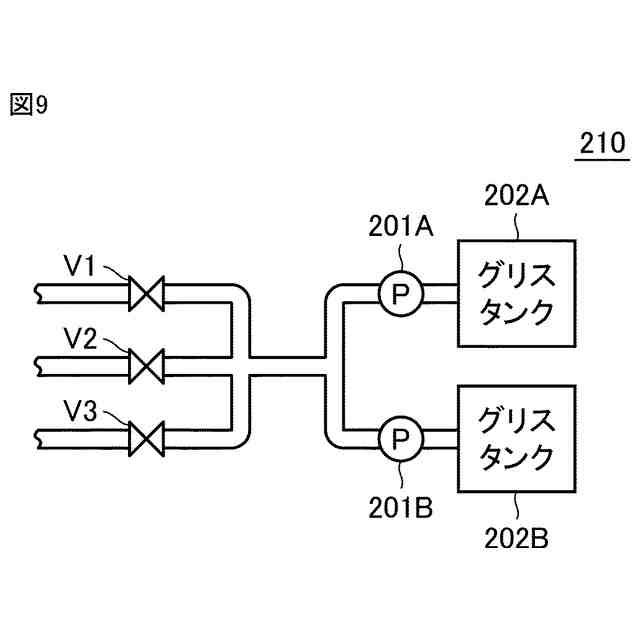
前記制御装置は、前記通常給脂時は、前記第1注入口と前記第2注入口の両方からグリスを注入し、前記洗浄給脂時は、前記第1注入口のみからグリスを注入するように、前記グリス供給機構を制御するように構成される、請求項1に記載の射出成形機。
【請求項3】
前記ねじ軸の回転軸に沿う方向の前記ナットの中心位置と前記第1注入口との距離は、前記中心位置と前記第2注入口との距離よりも短い、請求項2に記載の射出成形機。
【請求項4】
前記グリス供給機構は、
前記通常給脂時に供給する第1種類のグリスを貯留する第1保持部と、
前記洗浄給脂時に供給する第2種類のグリスを貯留する第2保持部とを含み、
前記第2種類のグリスは、前記第1種類のグリスよりも粘度が高い、請求項1に記載の射出成形機。
【請求項5】
前記制御装置は、前記洗浄給脂時に、前記第2種類のグリスを前記第2の量供給した後に、前記第1種類のグリスを前記ナットに充填させるように、前記グリス供給機構を制御するように構成される、請求項4に記載の射出成形機。
【請求項6】
前記グリス供給機構は、
前記ナットから排出されたグリスから異物を取り除くフィルタを含み、
前記フィルタを通過したグリスは、前記ナットの給脂に再利用される、請求項1に記載の射出成形機。
【請求項7】
前記グリス供給機構は、
前記通常給脂時に供給するグリスを貯留する第1保持部と、
前記洗浄給脂時に供給するグリスを貯留する第2保持部とをさらに含み、
前記フィルタを通過したグリスは、前記第2保持部に送られ前記洗浄給脂時に再利用される、請求項6に記載の射出成形機。
【請求項8】
前記ボールねじの状態を示す物理値を検出するセンサをさらに備え、
前記制御装置は、前記センサの出力に基づいて前記洗浄給脂を行なうタイミングを決定するように構成され、
前記センサは、前記物理値として、前記ねじ軸の振動、前記ねじ軸を回転させるサーボモータのトルク、射出成形機の射出圧力、前記ナットから排出されたグリスの鉄粉濃度の少なくともいずれか1つを検出する、請求項1~7のいずれか1項に記載の射出成形機。
【請求項9】
前記制御装置は、前記ナットに保持された前記ねじ軸が前記ナットに対して摺動する延べ距離に基づいて前記洗浄給脂を行なうタイミングを決定するように構成される、請求項1~7のいずれか1項に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
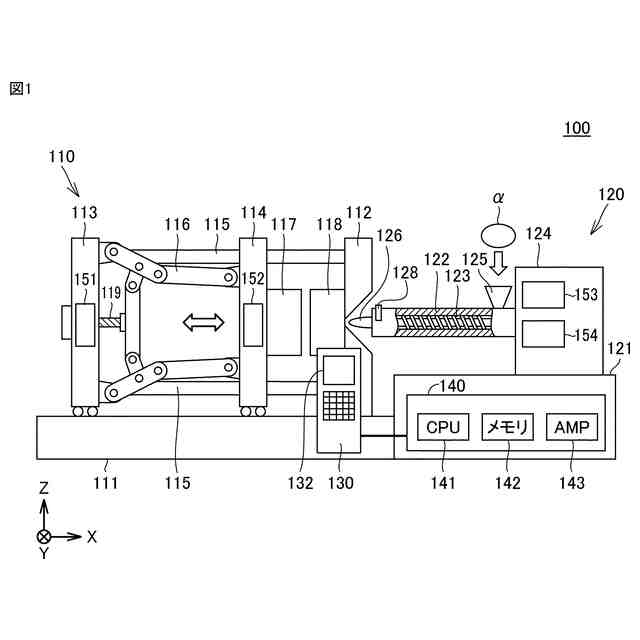
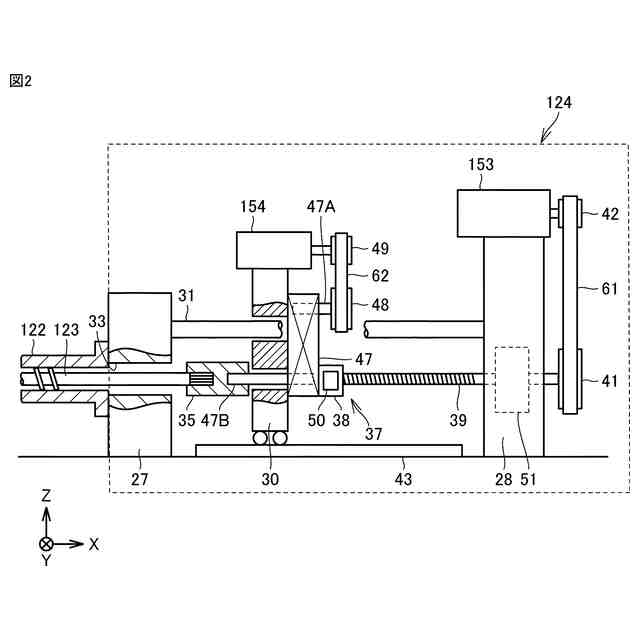
射出成形機は、成形材料を溶融して射出する射出装置および型締装置を備える。射出装置は、先端部にノズルを有する加熱シリンダと、当該加熱シリンダ内に周方向と軸方向とに回転可能に配されたスクリュとを備える。スクリュは駆動機構によって回転方向と軸方向とに駆動する。スクリュ駆動機構は、射出用サーボモータの回転駆動力をスクリュの軸方向への駆動力に変換して伝達するボールねじを備える。
【0003】
たとえば、特開2021-74917号公報(特許文献1)には、ボールねじを備える射出成形機が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-74917号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ボールねじの典型的な摩耗モデルは、ボールねじに異物が噛み込み、ねじ軸またはナットのボール転走面に微小な傷がつき、そこをボールが通過することで、そこから転走面が剥離し、さらにそれをボールが踏むことで新たな傷ができ、加速度的に磨耗が進むというものである。
【0006】
摩耗の目安となるグリス中の鉄粉濃度が上昇してきた場合に、手動でグリスを供給し鉄粉などの異物を押し出すことで、ボールねじの寿命を延ばそうとすることがある。
【0007】
しかし、従来は保守担当者が定期的に鉄粉濃度を測定し、必要に応じてグリスを供給しなければならなかった。
【0008】
本開示は、このような課題を解決するためになされたものであって、その目的は、保守担当者の労力を軽減しつつ、ボールねじの寿命を延ばすことができる射出成形機を提供することである。
【課題を解決するための手段】
【0009】
一実施形態による射出成形機は、ねじ軸、ボール、ナットを含むボールねじと、ボールねじにグリスの供給を行なうグリス供給機構と、グリス供給機構を制御する制御装置とを備える。制御装置は、第1の量のグリスをナットに供給する通常給脂と、第1の量よりも多い第2の量のグリスをナットに供給する洗浄給脂とをグリス供給機構に行なわせるように構成される。
【発明の効果】
【0010】
本開示に係る射出成形機によれば、保守担当者の手間を増加させずに射出成形機に含まれるボールねじの寿命を延ばすことができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
13日前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
積層基材の製造方法
7か月前
世紀株式会社
造形装置
6か月前
輝創株式会社
接合方法
5か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
グンゼ株式会社
印刷層の除去方法
5か月前
六浦工業株式会社
接着装置
5か月前
株式会社吉野工業所
計量キャップ
6か月前
小林工業株式会社
振動溶着機
13日前
KTX株式会社
シェル型の作製方法
6日前
株式会社城北精工所
押出成形用ダイ
3か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
トヨタ自動車株式会社
真空成形装置
1か月前
東レ株式会社
リーフディスク型フィルター
6か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
トヨタ自動車株式会社
真空成形方法
1か月前
ダイハツ工業株式会社
3Dプリンタ
7か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
東レエンジニアリング株式会社
立体造形装置
6か月前
株式会社スリーエス
光造形装置
1か月前
NISSHA株式会社
加飾成形品の製造方法
2か月前
TOWA株式会社
樹脂成形装置
7か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
株式会社イクスフロー
成形装置
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
6日前
ヒロホー株式会社
搬送容器の製造方法
6日前
東レエンジニアリング株式会社
立体造形方法
3か月前
株式会社日本製鋼所
プリプレグ製造装置
2か月前
東レエンジニアリング株式会社
テープ貼付装置
4か月前
株式会社カネカ
成形体の製造方法、及び成形体
6か月前
株式会社日本製鋼所
プリプレグ製造装置
2か月前
旭化成株式会社
装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ