TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024083759
公報種別
公開特許公報(A)
公開日
2024-06-24
出願番号
2022197756
出願日
2022-12-12
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
弁理士法人深見特許事務所
主分類
B29C
45/76 20060101AFI20240617BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シリンダを覆う断熱カバー内部において、過昇温が生じることを抑制する。
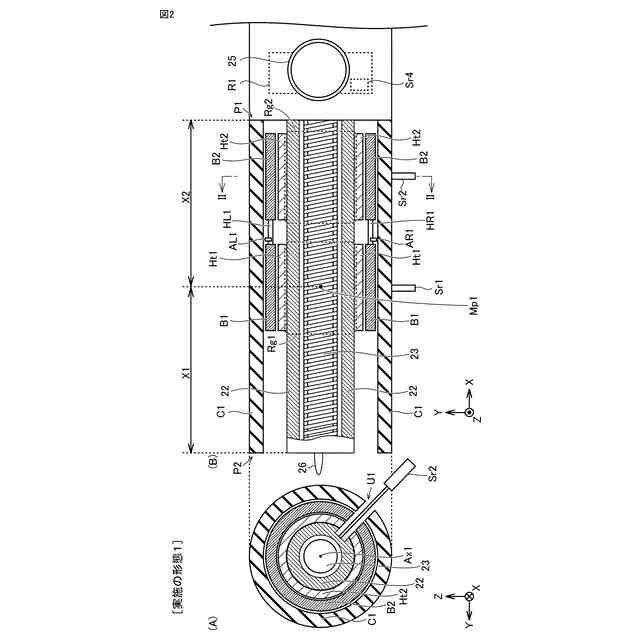
【解決手段】射出材料を混練するシリンダと、シリンダの側面を覆い、第1端部と第2端部とを有する断熱カバーと、断熱カバーとシリンダとの間に配置され、シリンダの第1領域を加熱するヒータと、第1領域と、第1領域と異なる第2領域とを熱的に接続する第1ヒートパイプとを備える。断熱カバーは、射出材料が通過する第1端部と第2端部とを有し、第1領域は、第2領域よりも第1端部と第2端部との間の中心点に近い領域である。
【選択図】図2
特許請求の範囲
【請求項1】
外部から供給された射出材料を混練し、混練された射出材料を外部へと供給するシリンダと、
前記シリンダの側面を覆い、第1端部および第2端部を有する断熱カバーと、
前記断熱カバーと前記シリンダとの間に配置され、前記シリンダの第1領域を加熱するヒータと、
前記第1領域と、前記第1領域と異なる前記シリンダの第2領域とを熱的に接続する第1ヒートパイプとを備え、
前記第1領域は、前記第2領域よりも前記第1端部と前記第2端部との間の中心点に近い領域である、射出成形機。
続きを表示(約 1,800 文字)
【請求項2】
前記シリンダに供給される射出材料を冷却する冷却装置をさらに備え、
前記第2領域は、前記第1領域よりも前記冷却装置に近い領域である、請求項1に記載の射出成形機。
【請求項3】
混練された射出材料を金型へと注入するノズルをさらに備え、
前記第2領域は、前記第1領域よりも前記ノズルに近い領域である、請求項1に記載の射出成形機。
【請求項4】
混練された射出材料を金型へと注入するノズルと、
前記断熱カバー内における第3領域と前記第1領域とを熱的に接続する第2ヒートパイプとをさらに備え、
前記第3領域は、前記第1領域よりも前記ノズルに近い領域であり、
前記第1領域は、前記第3領域よりも前記中心点に近い領域である、請求項2に記載の射出成形機。
【請求項5】
前記第1領域の温度を検出する第1温度センサと、
前記第2領域の温度を検出する第2温度センサと、
前記第1温度センサおよび前記第2温度センサと接続された制御装置とをさらに備え、
前記制御装置は、
前記第1温度センサの検出温度を取得し、
前記第2温度センサの検出温度を取得し、
前記第1温度センサの検出温度が第1基準値を下回った場合、または、前記第2温度センサの検出温度が第2基準値を上回った場合、前記第1ヒートパイプによる前記第1領域と前記第2領域との熱的な接続の遮断処理を実行し、
前記第1基準値は、前記第2基準値よりも高い温度である、請求項1~3のいずれか1項に記載の射出成形機。
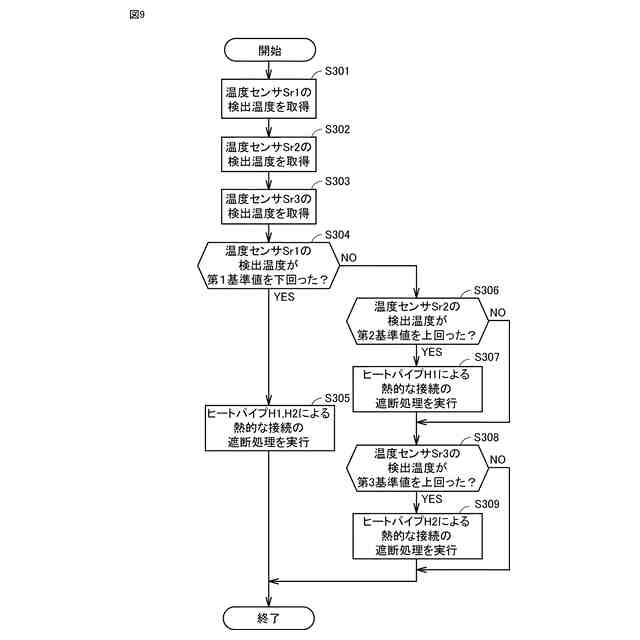
【請求項6】
前記第1領域の温度を検出する第1温度センサと、
前記第2領域の温度を検出する第2温度センサと、
前記第3領域の温度を検出する第3温度センサと、
前記第1温度センサ、前記第2温度センサおよび前記第3温度センサと接続された制御装置とをさらに備え、
前記制御装置は、
前記第1温度センサの検出温度を取得し、
前記第2温度センサの検出温度を取得し、
前記第3温度センサの検出温度を取得し、
前記第1温度センサの検出温度が第1基準値を下回った場合、前記第1ヒートパイプによる前記第1領域と前記第2領域との熱的な接続の遮断処理および前記第2ヒートパイプによる前記第1領域と前記第3領域との熱的な接続の遮断処理を実行し、
前記第2温度センサの検出温度が第2基準値を上回った場合、前記第1ヒートパイプによる前記第1領域と前記第2領域との熱的な接続の遮断処理を実行し、
前記第3温度センサの検出温度が第3基準値を上回った場合、前記第2ヒートパイプによる前記第1領域と前記第3領域との熱的な接続の遮断処理を実行し、
前記第1基準値は、前記第2基準値および前記第3基準値よりも高い温度である、請求項4に記載の射出成形機。
【請求項7】
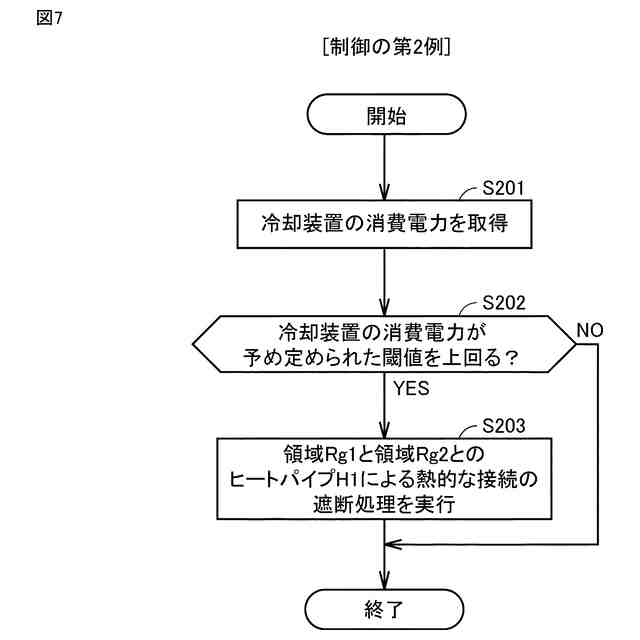
前記冷却装置の消費電力を取得し、前記冷却装置の出力を調整する制御装置をさらに備え、
前記制御装置は、前記冷却装置の消費電力が予め定められた閾値を上回った場合、前記第1ヒートパイプによる前記第1領域と前記第2領域との熱的な接続の遮断処理を実行する、請求項2に記載の射出成形機。
【請求項8】
前記遮断処理は、前記第1ヒートパイプを取り外すべき旨を報知する処理である、請求項5に記載の射出成形機。
【請求項9】
前記第1ヒートパイプの配置を変更させるアクチュエータをさらに備え、
前記遮断処理は、前記アクチュエータによって前記第1ヒートパイプの配置が変更されて前記第1領域と前記第2領域との熱的な接続が遮断される処理である、請求項5に記載の射出成形機。
【請求項10】
前記第1領域に配置された第1放熱体と、
前記第2領域に配置された第2放熱体とをさらに備え、
前記第1ヒートパイプは、
前記第1放熱体を介して前記第1領域と熱的に接続し、
前記第2放熱体を介して前記第2領域と熱的に接続する、請求項1に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
工場において、プラスチックの樹脂等を基材とする成形品を成形するために射出成形機が用いられている。特許文献1(特開2016-112772号公報)には、加熱シリンダの温度制御方法に関する技術が開示されている。
【0003】
特許文献1の射出成形機は、樹脂を融解させる加熱シリンダを有する。特許文献1における加熱シリンダの側面は、断熱カバーによって覆われている。加熱シリンダの側面と断熱カバーとの間には、複数のバンドヒータが配置されている。特許文献1では、加熱シリンダの側面と断熱カバーとの間に、複数のバンドヒータに加えてヒートポンプ回路が設けられている。加熱シリンダが目標温度よりも高くなってしまった場合に、ヒートポンプ回路は、冷却流体を用いて断熱カバー内を冷却する。
【先行技術文献】
【特許文献】
【0004】
特開2016-112772号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の射出成形機において、断熱カバーは、複数のバンドヒータによって上昇した加熱シリンダが外気に晒されることによる加熱シリンダの温度の急低下を抑制することができる。言い換えれば、断熱カバーは、断熱カバー内部の熱が容易に外部に放出されることを抑制して、加熱シリンダを保温する。しかしながら、断熱カバー内部では、熱の放出が抑制されることによって、温度が下がりにくくなる領域が生じてしまう場合がある。断熱カバー内の温度が下がりにくい領域は、シリンダを加熱するヒータがオン状態となることによって過昇温となってしまう場合があった。
【0006】
本開示は、このような課題を解決するためになされたものであって、その目的は、シリンダを覆う断熱カバー内部において、過昇温が生じることを抑制する射出成形機を提供することである。
【課題を解決するための手段】
【0007】
一実施形態に係る射出成形機は、外部から供給された射出材料を混練し、混練された射出材料を外部へと供給するシリンダと、シリンダの側面を覆い、第1端部および第2端部を有する断熱カバーと、断熱カバーとシリンダとの間に配置され、シリンダの第1領域を加熱するヒータと、第1領域と、第1領域と異なるシリンダの第2領域とを熱的に接続する第1ヒートパイプとを備える。第1領域は、前記第2領域よりも第1端部と第2端部との間の中心点に近い領域である。
【発明の効果】
【0008】
本開示に係る射出成形機によれば、シリンダを覆う断熱カバー内部において、過昇温が生じることを抑制できる。
【図面の簡単な説明】
【0009】
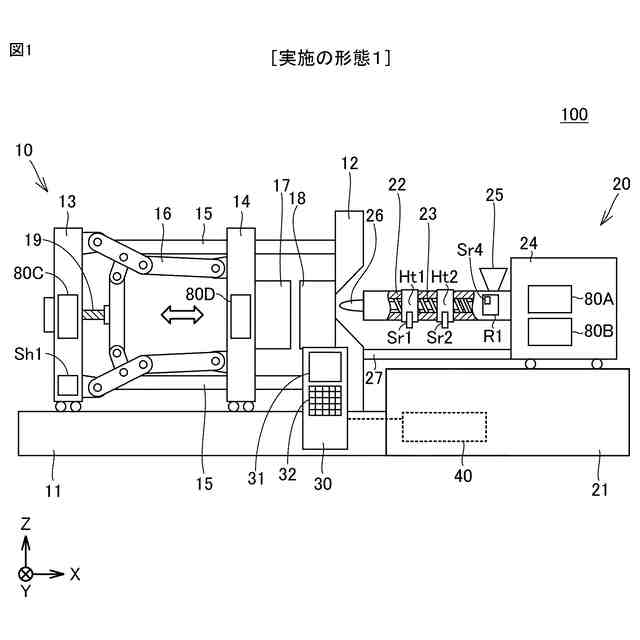
射出成形機の外観図である。
実施の形態1における断熱カバーおよびシリンダの構造を説明するための図である。
放熱板およびヒートパイプを説明するための斜視図である。
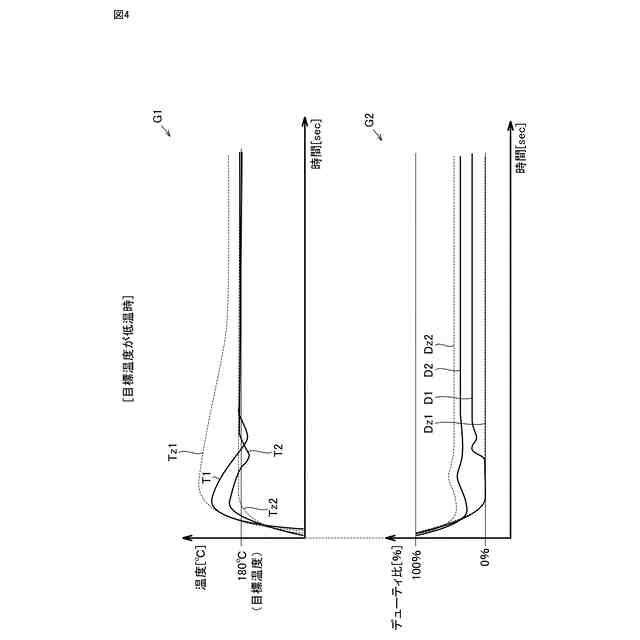
温度センサの検出温度とヒータのデューティ比とを示す第1図である。
温度センサの検出温度とヒータのデューティ比とを示す第2図である。
ヒートパイプによる熱的な接続を遮断する制御の第1例を示す。
ヒートパイプによる熱的な接続を遮断する制御の第2例を示す。
実施の形態2における断熱カバーおよびシリンダの構造を説明するための図である。
実施の形態2におけるヒートパイプによる熱的な接続を遮断する制御例を示す。
実施の形態3における断熱カバーおよびシリンダの構造を説明するための図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
8か月前
東レ株式会社
溶融紡糸設備
10日前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
積層基材の製造方法
7か月前
輝創株式会社
接合方法
5か月前
世紀株式会社
造形装置
6か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
グンゼ株式会社
印刷層の除去方法
5か月前
AGC株式会社
車両窓用窓ガラス
8か月前
株式会社吉野工業所
計量キャップ
6か月前
株式会社不二越
射出成形機
8か月前
六浦工業株式会社
接着装置
5か月前
東レエンジニアリング株式会社
処理装置
8か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
KTX株式会社
シェル型の作製方法
3日前
小林工業株式会社
振動溶着機
10日前
株式会社城北精工所
押出成形用ダイ
3か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
東レ株式会社
リーフディスク型フィルター
6か月前
ダイハツ工業株式会社
3Dプリンタ
7か月前
トヨタ自動車株式会社
真空成形装置
1か月前
トヨタ自動車株式会社
真空成形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
NISSHA株式会社
加飾成形品の製造方法
2か月前
東レエンジニアリング株式会社
立体造形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
三井化学株式会社
光学部材の製造方法
8か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
3日前
TOWA株式会社
樹脂成形装置
7か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
ヒロホー株式会社
搬送容器の製造方法
3日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































