TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024082637
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2022196613
出願日
2022-12-08
発明の名称
ガラス繊維ボード及びガラス繊維ボードの製造方法
出願人
三菱製紙株式会社
代理人
主分類
D21H
13/40 20060101AFI20240613BHJP(製紙;セルロースの製造)
要約
【課題】本発明は、断熱性及び耐火性に優れたガラス繊維ボード並びに生産性に優れたガラス繊維ボートの製造方法を提供することにある。
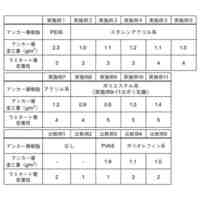
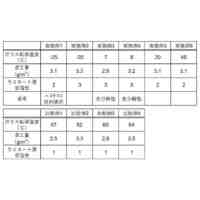
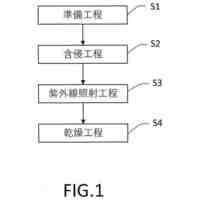
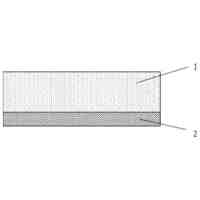
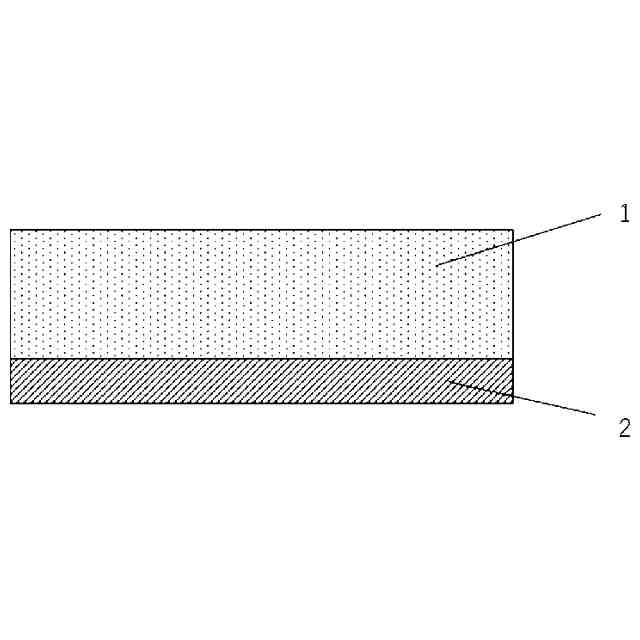
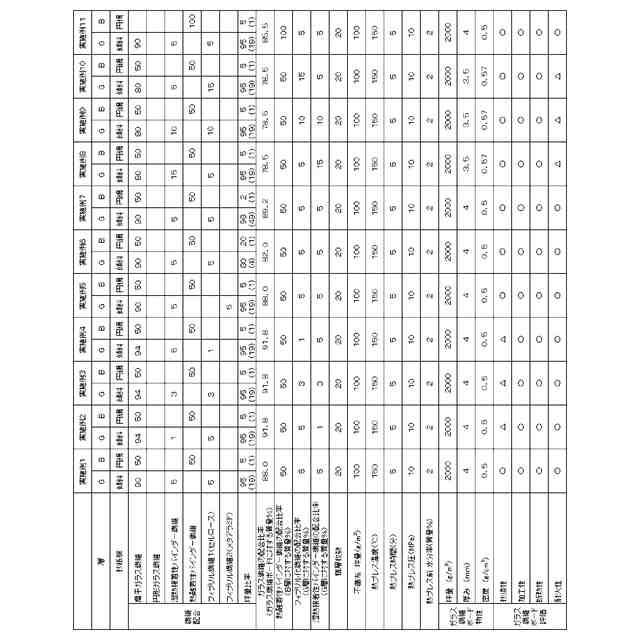
【解決手段】ガラス繊維と湿熱接着性バインダー繊維とフィブリル化繊維を含有するG層と、熱融着性バインダー繊維を含有するB層とが交互に積層されてなり、全層数が3以上であり、該ガラス繊維の配合比率がガラス繊維ボードに対して70~95質量%であり、熱融着性バインダー繊維の配合比率が熱融着性バインダー繊維を含有する層に対して20質量%以上であるガラス繊維ボード、及び、G層とB層とからなる不織布を製造する工程、該不織布を複数枚積層して積層不織布を製造する工程、積層不織布を熱プレス加工して一体化させる工程を含むガラス繊維ボードの製造方法。
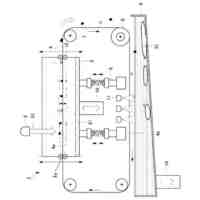
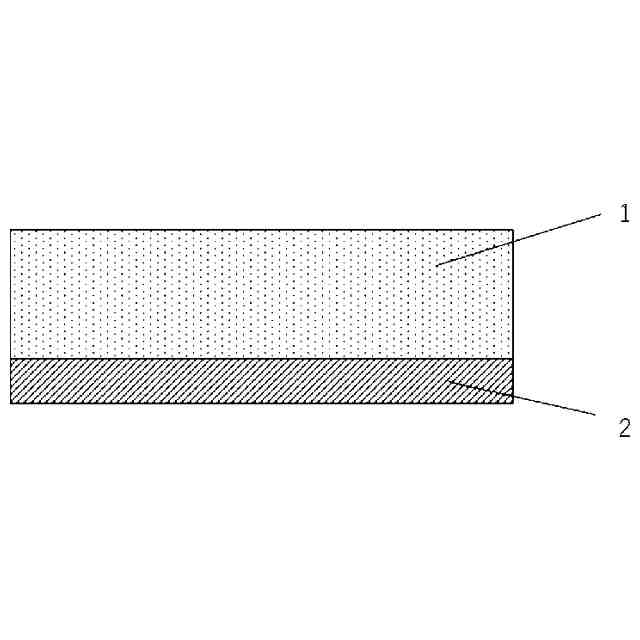
【選択図】図1
特許請求の範囲
【請求項1】
ガラス繊維と湿熱接着性バインダー繊維とフィブリル化繊維を含有するG層と、熱融着性バインダー繊維を含有するB層とが交互に積層されてなり、全層数が3以上であり、該ガラス繊維の配合比率がガラス繊維ボードに対して70~95質量%であり、熱融着性バインダー繊維の配合比率が熱融着性バインダー繊維を含有する層に対して20質量%以上であることを特徴とするガラス繊維ボード。
続きを表示(約 420 文字)
【請求項2】
該G層と該B層の質量比率が1:1~100:1である請求項1記載のガラス繊維ボード。
【請求項3】
該フィブリル化繊維がフィブリル化セルロース繊維であり、該フィブリル化繊維の配合比率がG層に対して1~15質量%である請求項1又は2記載のガラス繊維ボード。
【請求項4】
該湿熱接着性バインダー繊維がシラノール変性ポリビニルアルコール繊維であり、該湿熱接着性バインダー繊維の配合比率がG層に対して1~15質量%である請求項1又は2記載のガラス繊維ボード。
【請求項5】
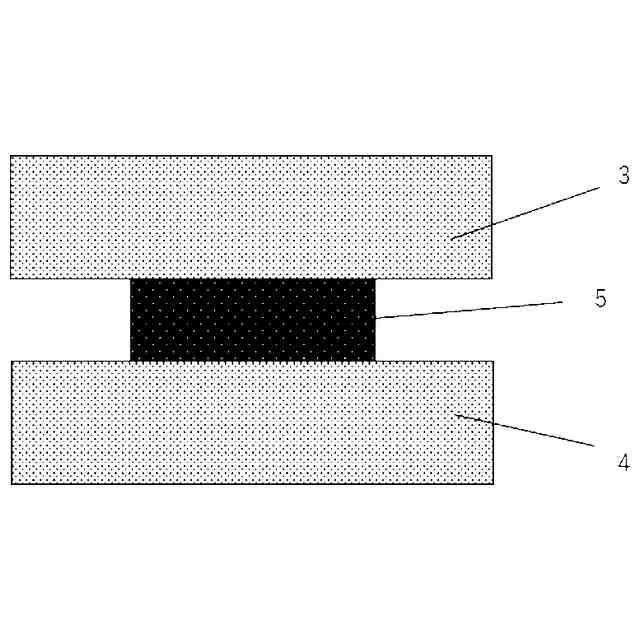
ガラス繊維と湿熱接着性バインダー繊維とフィブリル化繊維を含有するG層と、熱融着性バインダー繊維を含有するB層とからなる不織布を製造する工程、該不織布を複数枚積層して積層不織布を製造する工程、積層不織布を熱プレス加工して一体化させる工程を、この順に含むことを特徴とするガラス繊維ボードの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガラス繊維ボート及びガラス繊維ボードの製造方法を提供することにある。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ガラス繊維は、安価でありながら、耐熱性、難燃性などに優れているため、建築材料(建材)、自動車用部品、絶縁体などに広く使用されてきた。建材としては、例えば壁紙材料、クッションフロア、天井材などの耐火性、断熱性などが要求される用途に広く活用されている。自動車用部材としては、電池カバーやブレーキパッド、フロントバンパー、天井材、内装材などに使用されている。そのため、これまで、ガラス繊維を使用した不織布も提案されているが、更なる不燃性、耐火性、断熱性、強度などを得るために、ガラス繊維を使用したボードも提案されている。
【0003】
例えば、ガラス繊維を使用したボードとして、特許文献1では、ガラス繊維が所望の圧縮形状に圧縮されるとともにガラス繊維同士の接触点が軟化点より低い温度で融着されてなるガラス繊維成形品が開示されている。しかしながら、ガラス繊維の軟化点は700度以上であることが一般的であり、特許文献1の実施例では、Eガラス繊維の軟化点840℃であり、それより60℃低い780℃で30分保持している。このように、高い温度での融着が必要となることから、圧着の際に多くのエネルギーが必要となり、また、コストが高くなるという生産性での問題があった。また、得られたガラス繊維成形品は、ガラス繊維の軟化点に近い温度で圧縮していることから、高密度となるため、建材に使用するには重くて適さない場合があり、自動車用部材などにも軽量化が求められていることから適さない場合があるという問題があった。
【0004】
また、特許文献2では、ガラス繊維と無機バインダー溶液を撹拌して混合溶液を作る段階;前記混合溶液から水を除去して抽出物を得る段階;及び前記抽出物を圧縮、乾燥する段階;を含むことを特徴とするガラス繊維ボードの製造方法が開示されている。しかしながら、混合溶液から水を除去するためには篩を使用していて、ボード一枚毎に行っているため生産効率が悪いという問題があった。また、水分を含んだ状態で圧縮、乾燥を行っていて、乾燥温度は250~300℃であることが望ましく、乾燥時間は10~15分であることが望ましいと記載されていることから、乾燥の際に多くのエネルギーや時間を要し、コストが高くなるという生産性での問題があった。
【先行技術文献】
【特許文献】
【0005】
特開2002-363847号公報
特表2014-518950号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
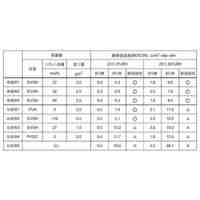
本発明は、断熱性及び耐火性に優れたガラス繊維ボード並びに生産性に優れたガラス繊維ボートの製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために鋭意研究した結果、下記発明を見出した。
【0008】
(1)ガラス繊維と湿熱接着性バインダー繊維とフィブリル化繊維を含有するG層と、熱融着性バインダー繊維を含有するB層とが交互に積層されてなり、全層数が3以上であり、該ガラス繊維の配合比率がガラス繊維ボードに対して70~95質量%であり、熱融着性バインダー繊維の配合比率が熱融着性バインダー繊維を含有する層に対して20質量%以上であることを特徴とするガラス繊維ボード。
【0009】
(2)該G層と該B層の質量比率が1:1~100:1である上記(1)記載のガラス繊維ボード。
【0010】
(3)該フィブリル化繊維がフィブリル化セルロース繊維であり、該フィブリル化繊維の配合比率がG層に対して1~15質量%である上記(1)又は(2)記載のガラス繊維ボード。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱製紙株式会社
印刷用紙
1か月前
三菱製紙株式会社
印刷用塗工紙
2か月前
日本製紙株式会社
上質紙
16日前
個人
炭・竹パウダ-を使用した紙
1か月前
三菱製紙株式会社
不織布の製造方法
1か月前
相川鉄工株式会社
パルパー装置
6か月前
日本製紙株式会社
ヒートシール紙
2か月前
日本製紙株式会社
紙製バリア材料
3か月前
日本製紙株式会社
ヒートシール紙
2か月前
独立行政法人 国立印刷局
精選装置及び精選方法
4か月前
大王製紙株式会社
板紙
1か月前
株式会社アトリエMay
葦繊維の製造方法
2か月前
日本製紙株式会社
段ボール用ライナ
1か月前
栗田工業株式会社
紙の製造方法及び薬剤
2か月前
新橋製紙株式会社
古紙の蒸解方法
3か月前
日本製紙株式会社
顔料塗工紙
2か月前
大王製紙株式会社
板紙
2か月前
セイコーエプソン株式会社
解繊装置
1か月前
日本製紙株式会社
塗工紙および紙製緩衝体
1か月前
王子ホールディングス株式会社
滅菌紙、および滅菌包装体
26日前
日本製紙株式会社
板紙
4か月前
セイコーエプソン株式会社
オイル吸収体
2か月前
日本製紙株式会社
塗工紙
4か月前
マクセル株式会社
耐水化セルロース布紙の製造方法
4か月前
花王株式会社
紙塗工用ワックス分散液
4か月前
ミヨシ油脂株式会社
紙密度調整剤
4か月前
日本製紙株式会社
グラビア印刷用塗工紙
2か月前
星光PMC株式会社
紙用撥水剤の製造方法及び紙の製造方法
5か月前
株式会社ユポ・コーポレーション
記録用紙
1か月前
三菱製紙株式会社
ガラス繊維ボード及びガラス繊維ボードの製造方法
5か月前
大福製紙株式会社
粉末担持紙及び粉末担持紙の製造方法
3か月前
花王株式会社
紙塗工用樹脂粒子水分散液
16日前
北越コーポレーション株式会社
包装原紙
4か月前
北越コーポレーション株式会社
包装用紙
1か月前
北越コーポレーション株式会社
包装原紙
4か月前
北越コーポレーション株式会社
包装原紙
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ