TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024071023
公報種別
公開特許公報(A)
公開日
2024-05-24
出願番号
2022181723
出願日
2022-11-14
発明の名称
長尺材供給装置、及び曲げ加工装置
出願人
株式会社リコー
代理人
個人
,
個人
,
個人
主分類
B65H
63/036 20060101AFI20240517BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】加工に適さない長尺材を検出する。
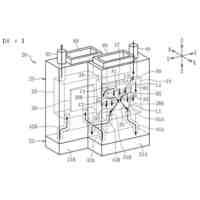
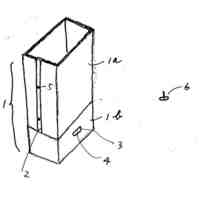
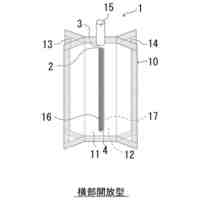
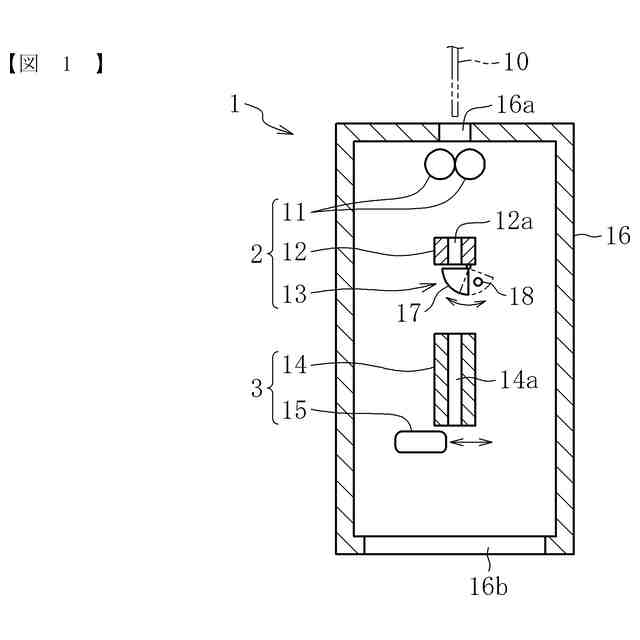
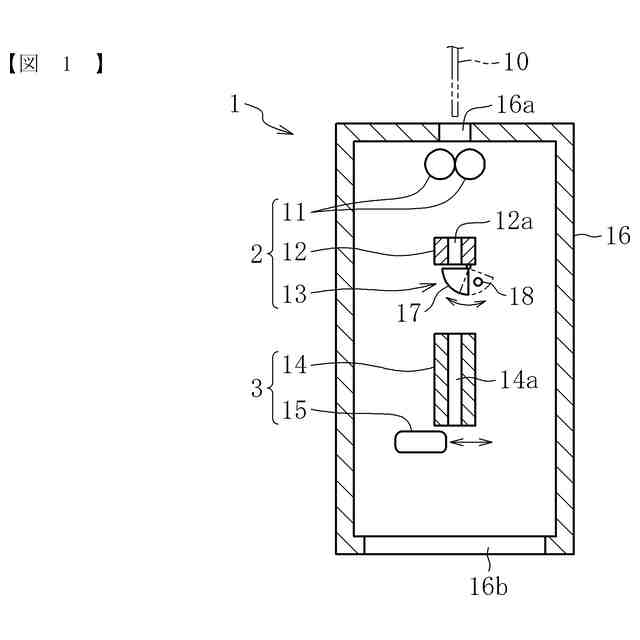
【解決手段】棒状又は線状の長尺材10を供給する長尺材供給装置2であって、長尺材10を搬送する搬送部材11と、長尺材10の形状のばらつきが所定のばらつき範囲内である場合に、長尺材10の通過を許容する選別部材12と、選別部材12の入口よりも長尺材搬送方向下流側において長尺材10の有無を検知する検知機構13を備える長尺材供給装置である。
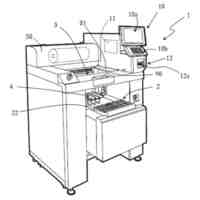
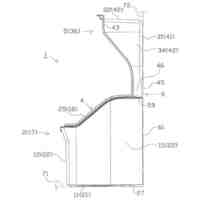
【選択図】図1
特許請求の範囲
【請求項1】
棒状又は線状の長尺材を供給する長尺材供給装置であって、
前記長尺材を搬送する搬送部材と、
前記長尺材の形状のばらつきが所定のばらつき範囲内である場合に、前記長尺材の通過を許容する選別部材と、
前記選別部材の入口よりも長尺材搬送方向下流側において前記長尺材の有無を検知する検知機構を備えることを特徴とする長尺材供給装置。
続きを表示(約 730 文字)
【請求項2】
前記選別部材は、形状のばらつきが所定のばらつき範囲内である前記長尺材の通過を許容する通過許容幅を形成する単一又は複数の部材により構成される請求項1に記載の長尺材供給装置。
【請求項3】
前記通過許容幅は、前記長尺材の幅より大きく、前記長尺材の幅の6倍以下である請求項2に記載の長尺材供給装置。
【請求項4】
前記選別部材及び前記検知機構は、前記搬送部材よりも長尺材搬送方向下流側に、1つ又は複数配置される請求項1又は2に記載の長尺材供給装置。
【請求項5】
前記検知機構は、前記長尺材に接触して動く可動部材と、前記可動部材の変位を検知する検知手段を有する請求項1又は2に記載の長尺材供給装置。
【請求項6】
前記検知機構は、前記長尺材の通過による遮光を検知する検知手段を有する請求項1又は2に記載の長尺材供給装置。
【請求項7】
前記長尺材が前記選別部材を通過できなかった場合に、そのことを報知する報知手段を備える請求項1又は2に記載の長尺材供給装置。
【請求項8】
前記長尺材が前記選別部材を通過できなかった場合に、前記選別部材に対する前記長尺材の通過を再び行うように前記搬送部材が制御される請求項1又は2に記載の長尺材供給装置。
【請求項9】
前記通過許容幅は変更可能に構成される請求項2に記載の長尺材供給装置。
【請求項10】
前記長尺材は、全長が100mm以上、幅が3mm以下の可撓性を有する金属材により構成される請求項1又は2に記載の長尺材供給装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺材供給装置、及び曲げ加工装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
ワイヤなどの棒状又は線状の長尺材を曲げ加工する際に長尺材を曲げ加工部へ供給する長尺材供給装置が知られている。
【0003】
例えば、特許文献1(特開平9-117803号公報)においては、加工装置に長尺材を供給する長尺材供給装置として、長尺材の供給量を検知できる構成が提案されている。具体的に、この構成においては、長尺材を搬送するプーリの回転量を検知するロータリーエンコーダのパルス信号から長尺材の直線的な搬送量を算出し、算出された搬送量とあらかじめ設定された基準搬送量とを比較して搬送異常の有無を判断できるようにしている。
【0004】
ところで、供給される長尺材には、先端が変形しているものなど、加工に適さないものが含まれていることがある。このような長尺材が供給される場合、上記特許文献1に記載の長尺材供給装置においては、長尺材の供給量は検知できるものの、長尺材が加工に適したものであるか否かについては判断されないため、供給量に異常が無ければ長尺材がそのまま加工部へ搬送され、その結果、最終的な加工が狙い通りに仕上がらない虞がある。
【発明の概要】
【発明が解決しようとする課題】
【0005】
斯かる事情に鑑み、本発明においては、加工に適さない長尺材を検出できるようにすることを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明は、棒状又は線状の長尺材を供給する長尺材供給装置であって、前記長尺材を搬送する搬送部材と、前記長尺材の形状のばらつきが所定のばらつき範囲内である場合に、前記長尺材の通過を許容する選別部材と、前記選別部材の入口よりも長尺材搬送方向下流側において前記長尺材の有無を検知する検知機構を備えることを特徴とする。
【発明の効果】
【0007】
本発明によれば、加工に適さない長尺材を検出できる。
【図面の簡単な説明】
【0008】
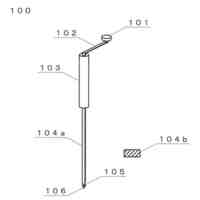
本発明の一実施形態に係る長尺体供給装置を搭載する曲げ加工装置の概略構成図である。
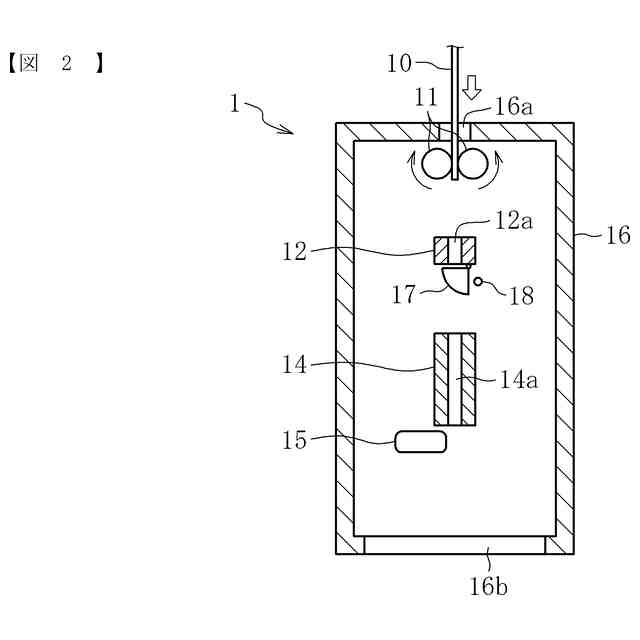
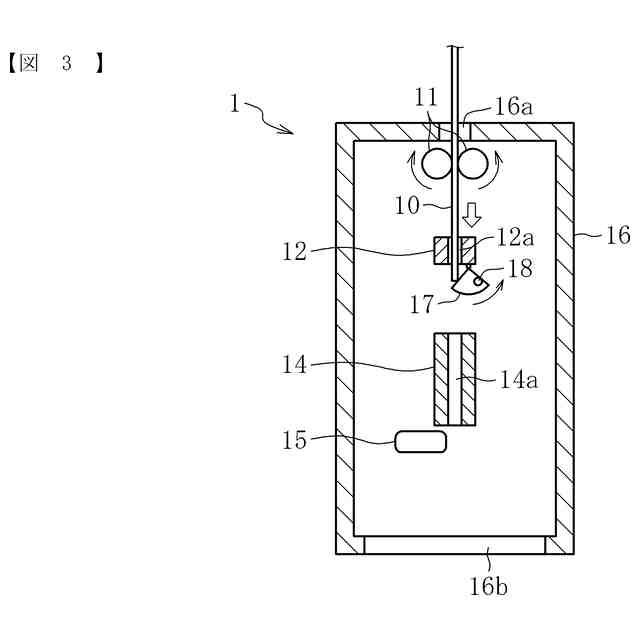
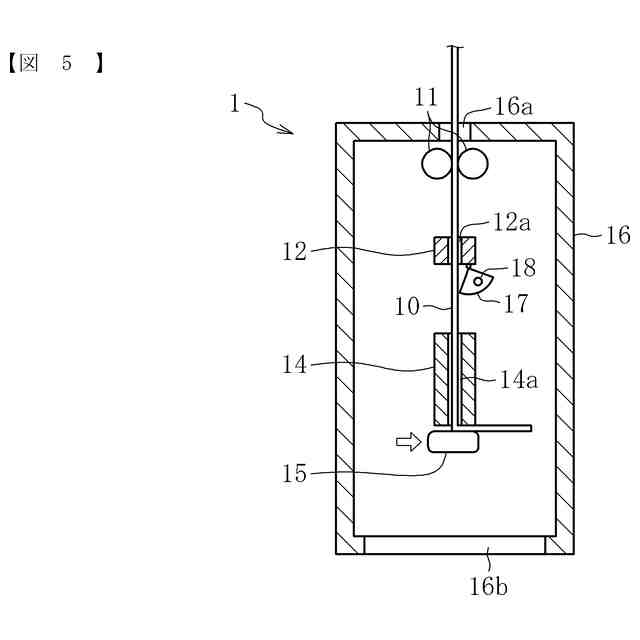
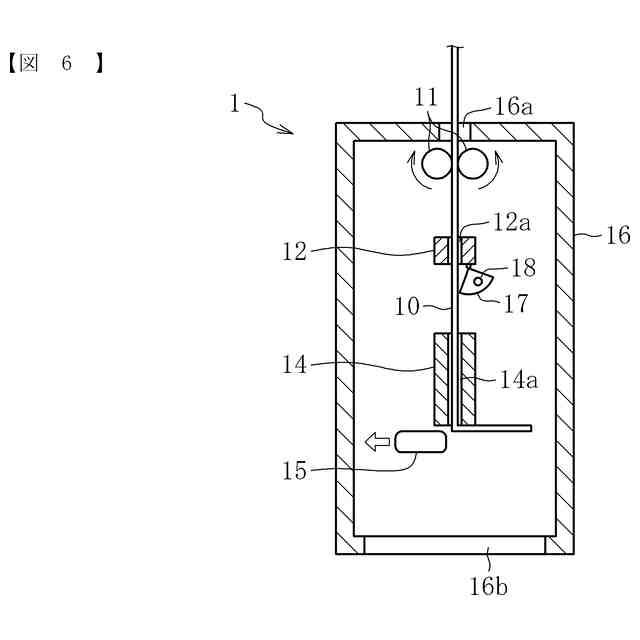
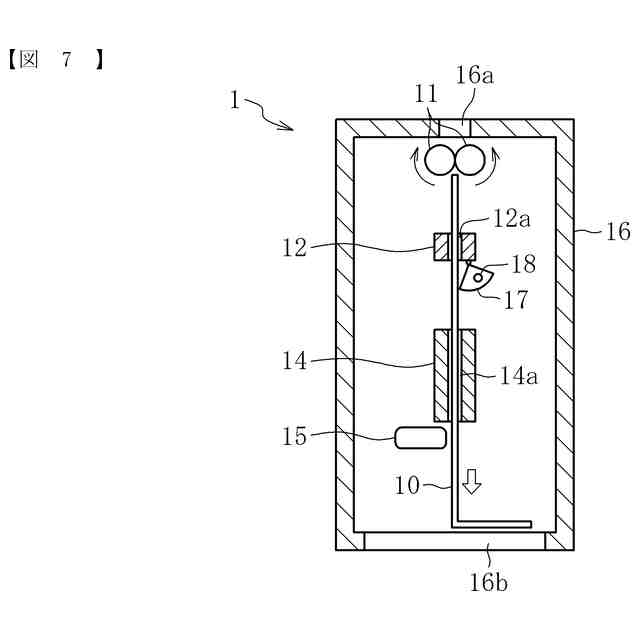
本実施形態に係る曲げ加工装置の動作を説明するための図である。
本実施形態に係る曲げ加工装置の動作を説明するための図である。
本実施形態に係る曲げ加工装置の動作を説明するための図である。
本実施形態に係る曲げ加工装置の動作を説明するための図である。
本実施形態に係る曲げ加工装置の動作を説明するための図である。
本実施形態に係る曲げ加工装置の動作を説明するための図である。
本実施形態に係る曲げ加工装置の動作を説明するための図である。
ワイヤの他の加工例を示す図である。
装置内に導入されるワイヤが変形の無いワイヤである場合の例を示す図である。
変形の無いワイヤが装置内に導入された場合の動作を示す図である。
装置内に導入されるワイヤが変形の大きいワイヤである場合の例を示す図である。
変形の大きいワイヤが装置内に導入された場合の動作を示す図である。
装置内に導入されるワイヤが変形の小さいワイヤである場合の例を示す図である。
変形の小さいワイヤが装置内に導入された場合の動作を示す図である。
本実施形態に係る曲げ加工装置の制御フローの一例を示す図である。
制御フローの他の例を示す図である。
曲げ加工装置の制御系の一例を示すブロック図である。
検知機構の他の構成例を示す図である。
選別部材の他の構成例を示す図である。
選別部材のさらに別の構成例を示す図である。
通過許容幅を変更可能な選別部材の構成例を示す図である。
通過許容幅を変更可能な選別部材の他の構成例を示す図である。
通過許容幅を変更可能な選別部材のさらに別の構成例を示す図である。
選別部材及び検知機構が複数配置される例を示す図である。
【発明を実施するための形態】
【0009】
以下、添付の図面に基づき、本発明について説明する。なお、本発明を説明するための各図面において、同一の機能もしくは形状を有する部材及び構成部品などの構成要素については、判別が可能な限り同一符号を付すことにより一度説明した後ではその説明を省略する。
【0010】
図1は、本発明の一実施形態に係る長尺体供給装置を搭載する曲げ加工装置の概略構成図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
払拭装置、液体吐出装置
2日前
株式会社リコー
払拭装置、液体吐出装置
2日前
株式会社リコー
ヘッドモジュール、液体吐出装置
2日前
株式会社リコー
ヘッドメンテナンス装置、液体吐出装置
2日前
株式会社リコー
圧電アクチュエータ、液体吐出ヘッド及び液体吐出装置
2日前
個人
構造体
7か月前
個人
包装体
6日前
個人
収納用具
3か月前
個人
物品収納具
3か月前
個人
半蓋半箱筒
9か月前
個人
折り畳み水槽
5日前
個人
ダンボール宝箱
12日前
個人
掃除楽々ゴミ箱
4か月前
個人
開封用カッター
5か月前
個人
圧縮収納袋
16日前
個人
折りたたみコップ
6か月前
個人
パウチ容器
6か月前
個人
チャック付き袋体
6か月前
個人
塗料容器用蓋
3日前
個人
伸縮するゴミ収納器
6か月前
株式会社イシダ
箱詰装置
2か月前
株式会社イシダ
包装装置
9か月前
個人
粘着テープ剥がし具
5か月前
三甲株式会社
容器
2か月前
三甲株式会社
容器
2か月前
個人
開口しやすいレジ袋
7か月前
個人
プラスチックバッグ
8か月前
個人
穿孔紐通し結束器具
8か月前
積水樹脂株式会社
接着剤
4か月前
三甲株式会社
容器
8か月前
個人
粘着テープ剥がし具
1か月前
三甲株式会社
容器
8か月前
三甲株式会社
容器
8か月前
個人
粘着テープ切断装置
2か月前
個人
チャック付き保存袋
5か月前
個人
装飾品展示台兼梱包箱
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ