TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024066267
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022175744
出願日
2022-11-01
発明の名称
シート保持機構、金型、成形機、成形システム、成形製品の製造方法および成形シートの製造方法
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
33/12 20060101AFI20240508BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】シートを保持する部材からシートが脱落することを抑制するシート保持機構を提供する。
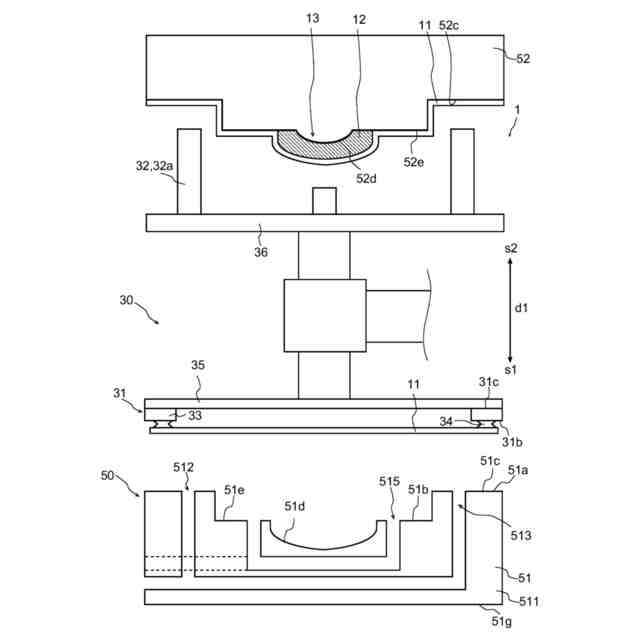
【解決手段】シート保持機構は、シートを成形する成形システムにおいてシートを保持するシート保持機構であって、開口部が設けられた枠状の形状を有する枠部33と、枠部に設けられた枠部吸着孔と、吸着開口が設けられた第1端及び第1端とは反対側に位置する第2端を有する枠部伸縮部材であって、第2端は枠部吸着孔に収容され且つ第1端は枠部吸着孔から突出し、押圧されることで第1端が枠部吸着孔に収容されるように縮む、枠部伸縮部材と、を備え、シートを、吸着開口の真空吸着によって保持する。
【選択図】図6
特許請求の範囲
【請求項1】
シートを成形する成形システムにおいて前記シートを保持するシート保持機構であって、
開口部が設けられた枠状の形状を有する枠部と、
前記枠部に設けられた枠部吸着孔と、
吸着開口が設けられた第1端及び前記第1端とは反対側に位置する第2端を有する枠部伸縮部材であって、前記第2端は前記枠部吸着孔に収容され且つ前記第1端は前記枠部吸着孔から突出し、押圧されることで前記第1端が前記枠部吸着孔に収容されるように縮む、枠部伸縮部材と、を備え、
前記シートを、前記吸着開口の真空吸着によって保持する、シート保持機構。
続きを表示(約 2,300 文字)
【請求項2】
シートを成形する成形システムにおいて前記シートを保持するシート保持機構であって、
開口部が設けられた枠状の形状を有する枠部と、
前記枠部に設けられた枠部吸着孔と、
前記枠部の前記開口部を形成する内面及び前記内面とは反対側に位置する外面の、少なくともいずれか一方に取り付けられた、前記枠部を加熱する枠部ヒーターと、を備え、
前記シートを、前記枠部吸着孔の真空吸着によって保持する、シート保持機構。
【請求項3】
シートを成形する成形システムにおいて前記シートを保持するシート保持機構であって、
開口部が設けられた枠状の形状を有する枠部と、
前記枠部に設けられ、前記枠部の前記シートと向かい合う枠部第1面において開口した枠部吸着孔と、
前記枠部第1面の前記枠部吸着孔が設けられていない領域に、前記開口部を囲うように取り付けられる、前記枠部よりも弾性変形しやすい弾性体と、を備え、
前記シートを、前記枠部吸着孔の真空吸着によって保持する、シート保持機構。
【請求項4】
シートの真空成形に用いられる金型であって、
真空成形時に前記シートと向かい合う第1面を有する金型本体であって、前記第1面は前記シートを真空成形する成形領域と前記成形領域を囲う外周領域とを有する、金型本体と、
前記金型本体に設けられ、前記外周領域において開口する吸着孔と、
前記外周領域に、前記吸着孔が設けられた領域を囲うように取り付けられる、前記金型本体よりも弾性変形しやすい弾性体と、を備え、
前記シートを、前記吸着孔の真空吸着によって保持する、金型。
【請求項5】
シートの真空成形に用いられる金型であって、
真空成形時に前記シートと向かい合う第1面を有する金型本体であって、前記第1面は前記シートを真空成形する成形領域と前記成形領域を囲う外周領域とを有する、金型本体と、
前記金型本体に設けられ、前記外周領域において開口する吸着孔と、
吸着開口が設けられた第1端及び前記第1端とは反対側に位置する第2端を有する伸縮部材であって、前記第2端は前記吸着孔に収容され且つ前記第1端は前記吸着孔から突出し、押圧されることで前記第1端が前記吸着孔に収容されるように縮む、伸縮部材と、を備え、
前記シートを、前記吸着開口の真空吸着によって保持する、金型。
【請求項6】
前記第1面に設けられ、前記成形領域の少なくとも一部を囲う線状溝と、
少なくとも一部が前記線状溝の壁面に設けられた開口を有し、真空吸着によって前記線状溝に前記シートを引き込む線状溝吸引孔と、をさらに備え、
前記吸着孔は、前記線状溝によって囲まれた領域の外側において開口している、請求項5に記載の金型。
【請求項7】
請求項4に記載の金型と、
前記シートの一部が収容されて樹脂が射出成形される収容空間を前記金型の前記成形領域とともに形成する、対向金型と、を備え、
前記対向金型は、前記金型と前記対向金型とが前記収容空間を形成しているときに前記弾性体の少なくとも一部を収容する凹部を有する、成形機。
【請求項8】
シートを成形する成形システムであって、
前記シートを保持するシート保持機構と、
前記シートの真空成形に用いられる金型を含む成形機と、を備え、
前記シート保持機構は、開口部が設けられた枠状の形状を有する枠部と、前記枠部に設けられ、前記枠部の前記シートと向かい合う枠部第1面において開口した枠部吸着孔と、前記枠部第1面の前記枠部吸着孔が設けられていない領域に設けられ、前記開口部を囲う線状凸部と、を有して、前記シートを前記枠部吸着孔の真空吸着によって保持し、
前記金型は、真空成形時に前記シートと向かい合う第1面を有する金型本体であって、前記第1面は前記シートを真空成形する成形領域と前記成形領域を囲う外周領域とを有する、金型本体と、前記外周領域に設けられ、前記成形領域を囲う吸着線状溝と、前記金型本体に設けられ、少なくとも一部が前記吸着線状溝の壁面に設けられた開口を有する吸着孔と、を有し、
前記シート保持機構は、保持した前記シートを前記金型の前記成形領域を囲う領域に密着させ、
前記シート保持機構が前記シートを前記第1面の前記成形領域を囲う領域に密着させているときに、前記線状凸部の少なくとも一部が前記吸着線状溝に挿入される、成形システム。
【請求項9】
請求項1乃至3のいずれか一項に記載のシート保持機構と、
前記シートの真空成形に用いられ、真空成形時に前記シートと向かい合う第1面を有する金型本体を有する金型を含む成形機であって、前記第1面は前記シートを真空成形する成形領域と前記成形領域を囲う外周領域とを有する、成形機と、
前記シート保持機構に保持された前記シートを前記第1面の前記成形領域を囲う領域に密着させるように、前記シート保持機構を駆動する駆動装置と、を備える、成形システム。
【請求項10】
請求項4乃至6のいずれか一項に記載の金型を含む成形機と、
前記シートを保持するシート保持機構と、
前記シート保持機構に保持された前記シートを前記金型の前記成形領域を囲う領域に密着させるように、前記シート保持機構を駆動する駆動装置と、を備える、成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、シート保持機構、金型、成形機、成形システム、成形製品の製造方法および成形シートの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
現在、真空成形を利用して基材を成形する方法が広く知られている。例えば、特許文献1には、基材を真空成形した後に、真空成形された基材の表面に対して樹脂の射出成形を行うことによって、基材を成形することが開示されている。特許文献1には、基材を吸着させることにより基材を保持する保持機構を用いて、気体の流路が接続された凹部を有する金型に基材を搬送し、吸引ポンプによって気体の流路から気体を引くことによって、基材を凹部の形状に沿うように真空成形することが開示されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2018/186414号
【発明の概要】
【発明が解決しようとする課題】
【0004】
金型にシートを搬送し、金型を用いて基材を成形する方法において、シートを保持する部材からシートが脱落することを抑制することが求められていた。例えば、シート保持機構を用いて金型にシートを搬送する場合に、シート保持機構からシートが脱落することを抑制することが求められていた。また、金型を用いて基材を成形する場合に、金型からシートが脱落することを抑制することが求められていた。
【0005】
本開示はこのような点を考慮してなされたものであり、シートを保持する部材からシートが脱落することを抑制することを目的とする。
【課題を解決するための手段】
【0006】
本開示の第1の態様は、シートを成形する成形システムにおいて前記シートを保持するシート保持機構であって、
開口部が設けられた枠状の形状を有する枠部と、
前記枠部に設けられた枠部吸着孔と、
吸着開口が設けられた第1端及び前記第1端とは反対側に位置する第2端を有する枠部伸縮部材であって、前記第2端は前記枠部吸着孔に収容され且つ前記第1端は前記枠部吸着孔から突出し、押圧されることで前記第1端が前記枠部吸着孔に収容されるように縮む、枠部伸縮部材と、を備え、
前記シートを、前記吸着開口の真空吸着によって保持する、シート保持機構である。
【0007】
本開示の第2の態様は、シートを成形する成形システムにおいて前記シートを保持するシート保持機構であって、
開口部が設けられた枠状の形状を有する枠部と、
前記枠部に設けられた枠部吸着孔と、
前記枠部の前記開口部を形成する内面及び前記内面とは反対側に位置する外面の、少なくともいずれか一方に取り付けられた、前記枠部を加熱する枠部ヒーターと、を備え、
前記シートを、前記枠部吸着孔の真空吸着によって保持する、シート保持機構である。
【0008】
本開示の第3の態様は、シートを成形する成形システムにおいて前記シートを保持するシート保持機構であって、
開口部が設けられた枠状の形状を有する枠部と、
前記枠部に設けられ、前記枠部の前記シートと向かい合う枠部第1面において開口した枠部吸着孔と、
前記枠部第1面の前記枠部吸着孔が設けられていない領域に、前記開口部を囲うように取り付けられる、前記枠部よりも弾性変形しやすい弾性体と、を備え、
前記シートを、前記枠部吸着孔の真空吸着によって保持する、シート保持機構である。
【0009】
本開示の第4の態様は、シートの真空成形に用いられる金型であって、
真空成形時に前記シートと向かい合う第1面を有する金型本体であって、前記第1面は前記シートを真空成形する成形領域と前記成形領域を囲う外周領域とを有する、金型本体と、
前記金型本体に設けられ、前記外周領域において開口する吸着孔と、
前記外周領域に、前記吸着孔が設けられた領域を囲うように取り付けられる、前記金型本体よりも弾性変形しやすい弾性体と、を備え、
前記シートを、前記吸着孔の真空吸着によって保持する、金型である。
【0010】
本開示の第5の態様は、シートの真空成形に用いられる金型であって、
真空成形時に前記シートと向かい合う第1面を有する金型本体であって、前記第1面は前記シートを真空成形する成形領域と前記成形領域を囲う外周領域とを有する、金型本体と、
前記金型本体に設けられ、前記外周領域において開口する吸着孔と、
吸着開口が設けられた第1端及び前記第1端とは反対側に位置する第2端を有する伸縮部材であって、前記第2端は前記吸着孔に収容され且つ前記第1端は前記吸着孔から突出し、押圧されることで前記第1端が前記吸着孔に収容されるように縮む、伸縮部材と、を備え、
前記シートを、前記吸着開口の真空吸着によって保持する、金型である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
7か月前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
4か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
繊維強化樹脂成形体
8か月前
東レ株式会社
接合用繊維強化樹脂
8か月前
睦月電機株式会社
樹脂成形用金型
8か月前
東レ株式会社
積層基材の製造方法
6か月前
世紀株式会社
造形装置
5か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
4か月前
六浦工業株式会社
接着装置
4か月前
AGC株式会社
車両窓用窓ガラス
8か月前
株式会社吉野工業所
計量キャップ
6か月前
グンゼ株式会社
印刷層の除去方法
4か月前
東レエンジニアリング株式会社
処理装置
8か月前
株式会社不二越
射出成形機
8か月前
ダイハツ工業株式会社
3Dプリンタ
6か月前
トヨタ自動車株式会社
真空成形装置
1か月前
パナック株式会社
複合体の製造方法
9か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
東レ株式会社
リーフディスク型フィルター
6か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
株式会社城北精工所
押出成形用ダイ
3か月前
トヨタ自動車株式会社
真空成形方法
23日前
東レエンジニアリング株式会社
立体造形方法
5か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
TOWA株式会社
樹脂成形装置
7か月前
東レエンジニアリング株式会社
立体造形装置
6か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
株式会社スリーエス
光造形装置
1か月前
三井化学株式会社
光学部材の製造方法
8か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
NISSHA株式会社
加飾成形品の製造方法
1か月前
株式会社ウィル
電鋳ロールの製造方法
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ