TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024064395
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022172954
出願日
2022-10-28
発明の名称
コーティング装置
出願人
株式会社ユウコス
代理人
弁理士法人京都国際特許事務所
主分類
B05C
1/02 20060101AFI20240507BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】不所望な位置にコーティング剤を付着させず、かつワークの無駄を生じさせることなくシート状物の表面にコーティング剤を塗布することができるコーティング装置を提供する。
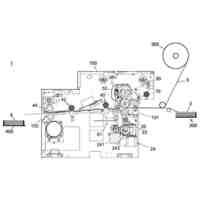
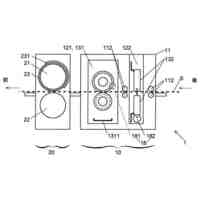
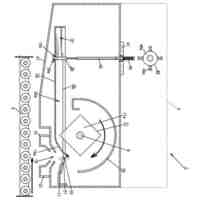
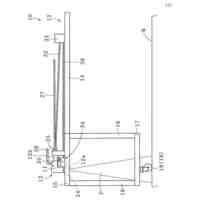
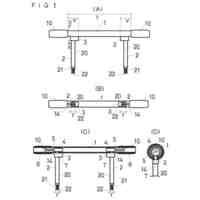
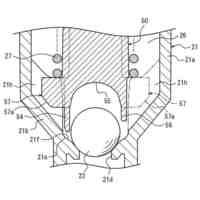
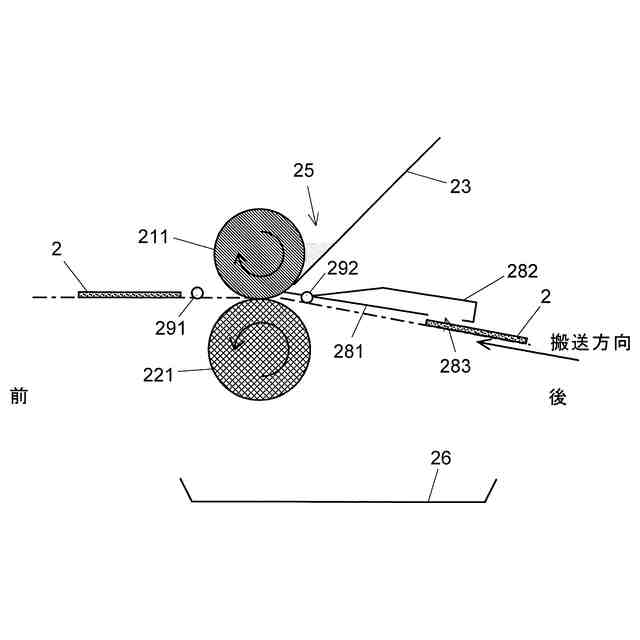
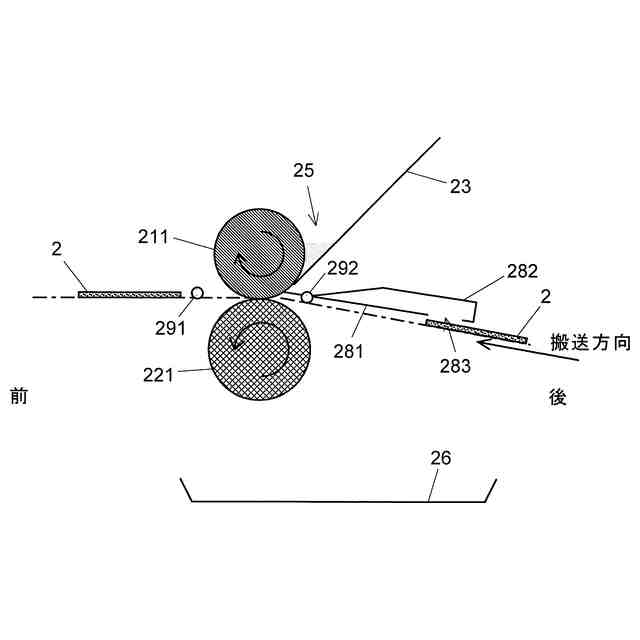
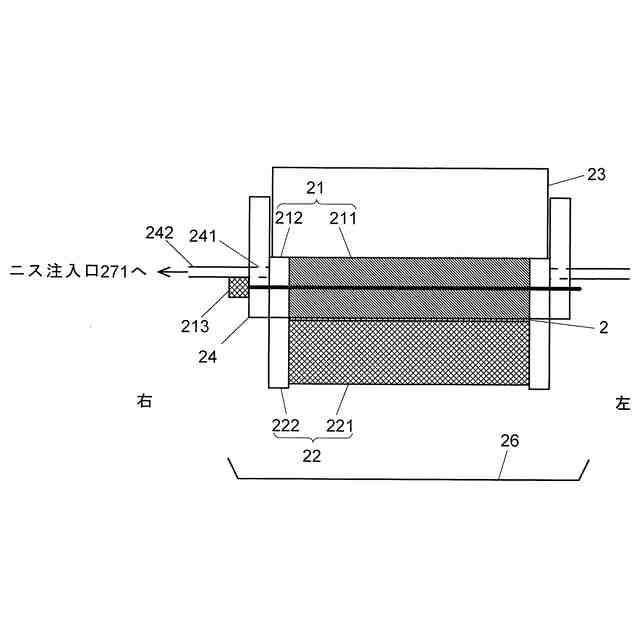
【解決手段】周面に溝2111が形成された円筒状の部材であって水平方向に回転軸を有する第1ローラ部材211と、該第1ローラ部材と平行に配置され、シート状物又は板状物であるワークを該第1ローラ部材との間に挟みこんで送出する第2ローラ部材221を有し、一方のローラ部材の周面が弾性を有するローラ対と、第1ローラ部材の周面に線状に当接する部材であって、該当接する位置から該第1ローラ部材の回転方向の手前側に位置する周面との間で下方に閉じた空間を形成する板状部材23と、前記空間に液状のコーティング剤を供給するコーティング剤供給部27とを備えるコーティング装置1。
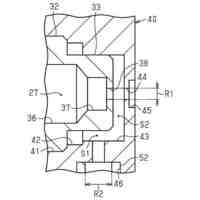
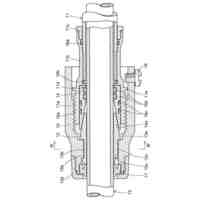
【選択図】図4
特許請求の範囲
【請求項1】
周面に溝が形成された円筒状の部材であって水平方向に回転軸を有する第1ローラ部材と、該第1ローラ部材と平行に配置され、シート状物又は板状物であるワークを該第1ローラ部材との間に挟みこんで送出する第2ローラ部材を有し、一方のローラ部材の周面が弾性を有するローラ対と、
前記第1ローラ部材の周面に線状に当接する部材であって、該当接する位置から該第1ローラ部材の回転方向の手前側に位置する周面との間で下方に閉じた空間を形成する板状部材と、
前記空間に液状のコーティング剤を供給するコーティング剤供給部と
を備えることを特徴とするコーティング装置。
続きを表示(約 850 文字)
【請求項2】
さらに、
前記一方のローラ部材よりも径が大きく、剛性を有する材料から成り、該一方のローラ部材の両側方に設けられたローラ部であって、該一方のローラ部材と一体的に回転して他方のローラ部材の周面と当接する剛性ローラ部
を備えることを特徴とする請求項1に記載のコーティング装置。
【請求項3】
さらに、
前記一方のローラ部材及び前記他方のローラ部材の間の距離を変更する距離変更部
を備えることを特徴とする請求項2に記載のコーティング装置。
【請求項4】
さらに、
前記ワークの前端及び/又は後端の位置を検知するセンサ
を備え、
前記距離変更部が、前記センサによる検知結果に基づいて、予め決められた長さだけ前記ワークが進入するまでの間は前記第1ローラ部材と前記第2ローラ部材を離間させておき、その後、前記ワークの後端から予め決められた長さに達するまでの間は該第1ローラ部材と該第2ローラ部材で前記ワークを挟み込んで送出する
ことを特徴とする請求項3に記載のコーティング装置。
【請求項5】
さらに、
前記第1ローラ部材と前記板状部材が線状に当接する部分の両端に設けられた側壁部材
を備えることを特徴とする請求項1に記載のコーティング装置。
【請求項6】
前記側壁部材に貫通孔が形成されており、さらに、
該貫通孔の外側に該貫通孔から流出するコーティング剤を前記コーティング剤供給部へと送出する循環流路
ことを特徴とする請求項5に記載のコーティング装置。
【請求項7】
さらに、
前記第1ローラ部材と前記板状部材の当接部の両端部のそれぞれの下方に設けられ、かつ該第1ローラ部材の回転方向の前方において該第1ローラ部材と当接する漏れ掻き取り部
を備えることを特徴とする請求項1に記載のコーティング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、印刷物などのシート状物や板状物であるワークの表面にコーティング処理を施す装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
印刷物の印刷面を保護したり、該印刷面に光沢を出したりするために、紫外線硬化樹脂材料を主成分とするニス(UVニス)などのコーティング剤で印刷面を被覆する処理が行われている(例えば特許文献1)。
【0003】
特許文献1には、枚葉紙である印刷物の印刷面を以下のようにしてコーティング剤で被覆する装置が記載されている。まず、印刷面を上にした状態で印刷物を給紙コンベアに送出する。給紙コンベアの下流側には、該給紙コンベアから送出される印刷物を挟持して搬送する一対のローラ(搬送路の上側に位置する第1ローラと、搬送路の下側に位置する第2ローラ)が設けられている。また、第1ローラの横には液状のコーティング剤が収容された容器が配置されており、底部が該コーティング剤に浸漬された第3ローラが前記第1ローラと周面同士が当接するように配置されている。
【0004】
これら3つのローラを備えたロールコータにより、容器内で第3ローラの周面に付着したコーティング剤を第1ローラの周面へと移動させ、続いて該第1ローラと第2ローラで搬送される印刷物の印刷面に該第1ローラの周面を当接させてコーティング剤を塗布する。続いて、コーティング剤を塗布した印刷物を搬送コンベアに送出し、該搬送コンベアの上方から供給される、紫外光を透過する樹脂フィルムを印刷物のコーティング剤塗布面(印刷面)に重ね合わせて上下から加圧ローラで挟みこむ。これにより、樹脂フィルムが印刷物の印刷面に貼り付けられ、樹脂フィルムと印刷物の間に存在する空気(特に、コーティング剤の硬化を阻害する酸素ガス)が排出される。その後、紫外線照射装置により、樹脂フィルムが貼り付けられた印刷物に紫外線を照射してコーティング剤を硬化させ、最後に樹脂フィルムを剥す。
【先行技術文献】
【特許文献】
【0005】
特開昭63-278847号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載のようなロールコータを用いる場合、コーティング剤の粘度等によって異なるものの、概ね20~25μm程度の厚さでコーティング剤が印刷面に塗布される。こうした厚さでコーティング剤が塗布されると、その後の搬送工程や樹脂フィルムの貼り付け工程で印刷面に塗布されたコーティング剤が印刷物と樹脂フィルムの間からはみ出て、搬送コンベアなどに付着する。搬送コンベアなどにコーティング剤が付着すると、それ以降に搬送コンペアに送出される印刷物の裏面などの不所望な位置にコーティング剤が付着してしまう。印刷面の周縁部に余白(非印刷領域)を設けてコーティング剤を塗布しないようにすれば、コーティング剤が搬送コンベアなどに付着するのを防止することができる。しかし、その場合には、樹脂フィルムを剥がした後に印刷物の余白部分をカットしなければならず、その分の工程が増えるとともに印刷用紙が無駄になる。
【0007】
ここでは典型的な一例として、印刷物の印刷面にコーティング剤を塗布する場合を説明したが、印刷物以外のシート状物や板状物であるワークの表面にコーティング剤を塗布する場合にも上記同様の問題があった。
【0008】
本発明が解決しようとする課題は、不所望な位置にコーティング剤を付着させず、かつワークの無駄を生じさせることなくワークの表面にコーティング剤を塗布することができるコーティング装置を提供することである。
【課題を解決するための手段】
【0009】
上記課題を解決するために成された本発明に係るコーティング装置は、
周面に溝が形成された円筒状の部材であって水平方向に回転軸を有する第1ローラ部材と、該第1ローラ部材と平行に配置され、シート状物又は板状物であるワークを該第1ローラ部材との間に挟みこんで送出する第2ローラ部材を有し、一方のローラ部材の周面が弾性を有するローラ対と、
前記第1ローラ部材の周面に線状に当接する部材であって、該当接する位置から該第1ローラ部材の回転方向の手前側に位置する周面との間で下方に閉じた空間を形成する板状部材と、
前記空間に液状のコーティング剤を供給するコーティング剤供給部と
を備えることを特徴とする。
【0010】
本発明に係るコーティング装置では、第1ローラ部材と第2ローラ部材によりシート状物又は板状物であるワークを挟み込んで送出する際に、該ワークの表面にコーティング剤を塗布する。第1ローラ部材の周面と板状部材は線状に当接しており、これらによって形成される、下方に閉じた空間にコーティング剤供給部から液状のコーティング剤を供給する。コーティング剤は、いったん第1ローラ部材の周面と該周面に形成された溝に付着し、続いて板状部材との当接部で溝の外に付着したコーティング剤の多くが掻きとられて溝の内部にコーティング剤が残留する。その後、第1ローラ部材と第2ローラ部材によってワークを挟み込むと、前記一方のローラ部材が弾性変形してワークが他方のローラ部材に押し当てられる。これにより、第1ローラ部材の周面の溝に残留したコーティング剤が、該溝から流出してワークのコーティング面に塗布される。コーティング剤が塗布されたワークには、例えば、その後、紫外光透過フィルムを貼り付けて紫外線を照射することによりコーティング剤を硬化させるなどの適宜の処理が行われる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ユウコス
コーティング装置
1か月前
株式会社ユウコス
フィルム貼付装置
2か月前
株式会社ユウコス
罫線入りシート製造装置
2か月前
ベック株式会社
被膜形成方法
3か月前
ベック株式会社
被膜形成方法
20日前
ベック株式会社
被膜形成方法
3か月前
株式会社リコー
塗工装置
1か月前
三菱製紙株式会社
液体塗布装置
1か月前
トヨタ自動車株式会社
塗工装置
20日前
東レエンジニアリング株式会社
塗布装置
2か月前
株式会社新免鉄工所
表面処理方法
3か月前
株式会社山水
鋼材塗装方法
1日前
関西ペイント株式会社
複層塗膜形成方法
1か月前
東レエンジニアリング株式会社
塗布装置
2か月前
個人
塗装用ハケ
今日
有限会社加藤軽合金
マーキング装置
3か月前
株式会社リコー
塗布装置
28日前
御崎コンベヤー株式会社
液体塗布装置
2か月前
個人
室内空間環境制御方法
8日前
トヨタ自動車株式会社
シール材塗布装置
1か月前
東洋製罐株式会社
成形品確認装置
1か月前
株式会社オンテックス
木目調塗装用刷毛
2か月前
旭サナック株式会社
粉体塗装装置
1か月前
株式会社三和技巧
塗装装置
2か月前
株式会社オンテックス
木目調塗装用器具
3か月前
有限会社ガリュー
噴射ノズル
3か月前
トヨタ紡織株式会社
ミスト発生装置
3か月前
株式会社ニチリン
塗布装置
1か月前
理想科学工業株式会社
塗布装置
1か月前
株式会社吉野工業所
ポンプ装置
23日前
近畿日本鉄道株式会社
エア噴射ノズル
1か月前
株式会社吉野工業所
蓄圧式吐出具
1か月前
ヤマホ工業株式会社
伸縮式散布杆
1か月前
トヨタ自動車東日本株式会社
積層塗膜形成方法
27日前
兵神装備株式会社
ノズル、及び液供給システム
1か月前
株式会社吉野工業所
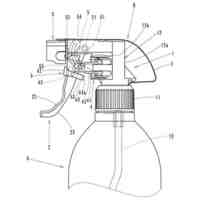
トリガー式液体噴出器
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ