TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024062115
公報種別
公開特許公報(A)
公開日
2024-05-09
出願番号
2022169899
出願日
2022-10-24
発明の名称
複合材パイプの製造方法、複合材パイプ
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
43/34 20060101AFI20240430BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】中子から容易に脱型する。
【解決手段】本開示に係る複合材パイプの製造方法は、軸線方向に延びる中子の外周面に、プリプレグ積層体を巻き付ける工程と、中子に巻きつけられたプリプレグ積層体を外周側からプレスしながら加熱する工程と、を含み、プリプレグ積層体は、中子の外周面に接触するとともに、軸線方向に対して斜めに交差する二軸方向に延びるバイアスクロス繊維からなるバイアスクロス材と、バイアスクロス材の外周側に積層されて、軸線方向及び中子の外周面の周方向の二軸方向に延びる格子状クロス繊維からなる格子状クロス材と、格子状クロス材の外周側に積層されて、繊維基材及び繊維基材に含侵された樹脂を有するシート状のプリプレグと、を有し、プレスしながら加熱する工程では、プリプレグの樹脂を溶融させて、格子状クロス材及びバイアスクロス材にプリプレグの樹脂を含侵させる。
【選択図】図3
特許請求の範囲
【請求項1】
軸線方向に延びる中子の外周面に、プリプレグ積層体を巻き付ける工程と、
前記中子に巻きつけられたプリプレグ積層体を外周側からプレスしながら加熱する工程と、
を含み、
前記プリプレグ積層体は、
前記中子の外周面に接触するとともに、前記軸線方向に対して斜めに交差する二軸方向に延びるバイアスクロス繊維からなるバイアスクロス材と、
前記バイアスクロス材の外周側に積層されて、前記軸線方向及び前記中子の外周面の周方向の二軸方向に延びる格子状クロス繊維からなる格子状クロス材と、
前記格子状クロス材の外周側に積層されて、繊維基材及び前記繊維基材に含侵された樹脂を有するシート状のプリプレグと、
を有し、
前記プレスしながら加熱する工程では、前記プリプレグの前記樹脂を溶融させて、前記格子状クロス材及び前記バイアスクロス材に前記プリプレグの前記樹脂を含侵させる
複合材パイプの製造方法。
続きを表示(約 970 文字)
【請求項2】
前記バイアスクロス材に前記格子状クロス材を積層した第一積層部を複数繰り返し積層し、複数積層された前記第一積層部の最外周の前記格子状クロス材の外周側に前記プリプレグを積層する
請求項1に記載の複合材パイプの製造方法。
【請求項3】
前記第一積層部に他の前記第一積層部を積層する際に、前記第一積層部と、他の前記第一積層部との間に、前記樹脂を含む樹脂シートを挟み込み、
前記プレスしながら加熱する工程では、前記プリプレグの前記樹脂に加えて、前記樹脂シートの前記樹脂を溶融させて、前記プリプレグ及び前記樹脂シートの前記樹脂を前記格子状クロス材及び前記バイアスクロス材に含侵させる
請求項2に記載の複合材パイプの製造方法。
【請求項4】
前記プリプレグ積層体を巻き付ける工程では、
前記プリプレグ積層体をプレスする方向と交差する方向を向く前記中子の外面の外周側に前記バイアスクロス材及び前記格子状クロス材の周方向の端縁を配置する
請求項1から3の何れか一項に記載の複合材パイプの製造方法。
【請求項5】
前記プリプレグ積層体を巻き付ける工程では、
少なくとも樹脂含侵されていない前記バイアスクロス材及び前記格子状クロス材をのり付けしながら巻きつける
請求項1から3の何れか一項に記載の複合材パイプの製造方法。
【請求項6】
軸線方向に延びる筒状をなし、前記軸線方向に対して斜めに交差する二軸方向に延びるバイアスクロス繊維からなるバイアスクロス材と、
前記バイアスクロス材の外周側に積層された筒状をなし、前記軸線方向及び前記筒状の軸線を中心とした周方向の二軸方向に延びる格子状クロス繊維からなる格子状クロス材と、
前記格子状クロス材の外周側に積層された筒状をなす繊維基材と、
樹脂からなり、前記バイアスクロス材、前記格子状クロス材及び前記繊維基材を内包するとともに前記軸線を中心とした筒状をなすパイプ本体と、
を備える複合材パイプ。
【請求項7】
前記バイアスクロス材に前記格子状クロス材を積層した第一積層部が、複数積層されている
請求項6に記載の複合材パイプ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、複合材パイプの製造方法、複合材パイプに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1には、角筒状の中子にプリプレグを巻回及び積層して、分割型を用いて加熱及び加圧しながら成形するFRP(Fiber Reinforced Plastics)製角パイプの成形方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2007-203468号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されている成型方法では、加熱及び加圧後に冷却してから脱型することとなるが、巻回及び積層したプリプレグは冷却時の熱収縮が大きく、中子の脱型が困難になる場合があるという課題がある。
本開示は、上記事情に鑑みてなされたものであり、中子から容易に脱型することが可能な複合材パイプの製造方法、複合材パイプを提供するものである。
【課題を解決するための手段】
【0005】
上記の課題を解決するために以下の構成を採用する。
本開示の一態様によれば、複合材パイプの製造方法は、軸線方向に延びる中子の外周面に、プリプレグ積層体を巻き付ける工程と、前記中子に巻きつけられたプリプレグ積層体を外周側からプレスしながら加熱する工程と、を含む。前記プリプレグ積層体は、前記中子の外周面に接触するとともに、前記軸線方向に対して斜めに交差する二軸方向に延びるバイアスクロス繊維からなるバイアスクロス材と、前記バイアスクロス材の外周側に積層されて、前記軸線方向及び前記中子の外周面の周方向の二軸方向に延びる格子状クロス繊維からなる格子状クロス材と、前記格子状クロス材の外周側に積層されて、繊維基材及び前記繊維基材に含侵された樹脂を有するシート状のプリプレグと、を有する。前記プレスしながら加熱する工程では、前記プリプレグの前記樹脂を溶融させて、前記格子状クロス材及び前記バイアスクロス材に前記プリプレグの前記樹脂を含侵させる。
【0006】
本開示の一態様によれば、複合材パイプは、筒状をなし、該筒状の軸線に対して斜めに交差する二軸方向に延びるバイアスクロス繊維からなるバイアスクロス材と、前記バイアスクロス材の外周側に積層された筒状をなし、前記軸線の延びる軸線方向及び前記軸線を中心とした周方向の二軸方向に延びる繊維からなる格子状クロス材と、前記格子状クロス材の外周側に積層された筒状をなす繊維基材と、樹脂からなり、前記バイアスクロス材、前記格子状クロス材及び前記繊維基材を内包するとともに前記軸線を中心とした筒状をなすパイプ本体と、を備える。
【発明の効果】
【0007】
本開示によれば、中子から容易に脱型することが可能となる。
【図面の簡単な説明】
【0008】
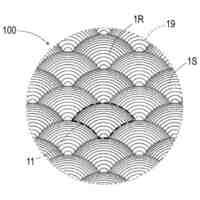
本開示の実施形態における複合材パイプを示す斜視断面図である。
本開示の実施形態における複合材パイプの断面図である。
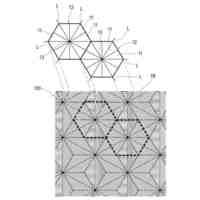
本開示の実施形態におけるバイアスクロス材を拡大した平面図である。
本開示の実施形態における格子状クロス材を拡大した平面図である。
本開示の実施形態におけるプリプレグを拡大した平面図である。
本開示の実施形態における複合材パイプの製造方法のフローチャートである。
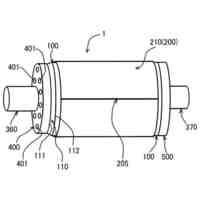
本開示の実施形態における中子を示す斜視図である。
中子にバイアスクロス材、格子状クロス材、プリプレグを順に積層した状態を示す断面図である。
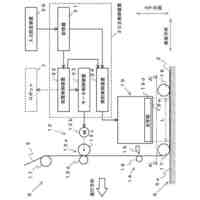
複合材をプレスしながら加熱する装置の概略構成を示す図である。
本開示の実施形態の第一変形例におけるプリプレグ積層体を中子に巻き付けた状態を示す断面図である。
本開示の実施形態の第二変形例におけるプリプレグ積層体が中子に巻き付けられた状態を示す断面図である。
本開示の実施形態の第三変形例における複合材をプレスしながら加熱する装置の概略構成を示す図である。
【発明を実施するための形態】
【0009】
次に、本開示の一実施形態に係る複合材パイプの製造方法、複合材パイプを図面に基づき説明する。
<実施形態>
(複合材パイプ)
図1、図2に示すように、本実施形態における複合材パイプ1は、それぞれ軸線方向Daに延びる筒状をなしたバイアスクロス材2と、格子状クロス材3と、繊維基材4と、パイプ本体5と、を備えている。本実施形態では、複合材パイプ1の断面輪郭が矩形状をなし軸線方向Daに延びる角筒状である場合を例示しているが、この形状に限られない。複合材パイプ1の断面輪郭の形状としては、円形状や、矩形状以外の多角形状等を例示できる。なお、軸線方向Daとは、筒状をなす複合材パイプ1の軸線aが延びる方向である。
【0010】
図3は、本開示の実施形態におけるバイアスクロス材を拡大した平面図である。図4は、本開示の実施形態における格子状クロス材を拡大した平面図である。図5は、本開示の実施形態における繊維基材4を拡大した平面図である。
バイアスクロス材2は、軸線aに対して斜めに交差する方向である二軸方向に延びるバイアスクロス繊維12からなる。
図3に示すように、本実施形態のバイアスクロス繊維12は、二軸方向D1,D2として、軸線方向Daを0度として、+45度ずれた方向、及び-45度ずれた方向にそれぞれ延びている場合を例示している。なお、バイアスクロス繊維12の延びる方向は、軸線aに対して±45度ずれた二軸方向D1,D2に限られず、例えば、軸線方向Daに対する角度の絶対値が、0度よりも大きく90度よりも小さい範囲であればよく、例えば、20度から70度の角度範囲とするのが好ましく、40度から50度の角度範囲とするのがより好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
7か月前
津田工業株式会社
部材
10か月前
東レ株式会社
シート成形口金
4か月前
津田工業株式会社
部材
10か月前
東レ株式会社
金型の製造方法
4か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
6か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
8か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
世紀株式会社
造形装置
5か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
4か月前
株式会社不二越
射出成形機
7か月前
東レエンジニアリング株式会社
処理装置
7か月前
株式会社吉野工業所
計量キャップ
5か月前
AGC株式会社
車両窓用窓ガラス
7か月前
津田駒工業株式会社
自動繊維束配置装置
10か月前
六浦工業株式会社
接着装置
4か月前
グンゼ株式会社
印刷層の除去方法
4か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
東レ株式会社
リーフディスク型フィルター
5か月前
パナック株式会社
複合体の製造方法
9か月前
トヨタ自動車株式会社
真空成形方法
5日前
株式会社アフィット
粉末焼結積層造形装置
5か月前
トヨタ自動車株式会社
真空成形装置
22日前
株式会社城北精工所
押出成形用ダイ
2か月前
ダイハツ工業株式会社
3Dプリンタ
6か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
三井化学株式会社
光学部材の製造方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
NISSHA株式会社
加飾成形品の製造方法
1か月前
株式会社ウィル
電鋳ロールの製造方法
9か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ