TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024059032
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022166514
出願日
2022-10-17
発明の名称
部品の製造方法、部品及び装置
出願人
南部化成株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/14 20060101AFI20240422BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フィルム部材をインサート材とするインサート成形により、フィルム部材を金型内で確実に位置決めしつつデッドスペースを抑制して機能面を確保し易い部品の製造方法、部品及びこれを用いた装置を提供する。
【解決手段】本開示の部品100の製造方法は、溶融樹脂をインサート成形金型30内に導くピンゲート15の先端部15aがインサート成形金型30の内面からキャビティ26側に突出するように配置するステップと、インサート材としてのフィルム部材110を準備するステップと、フィルム部材110に位置決め穴115を形成するステップと、ピンゲート15の先端部15aが位置決め穴115を貫通するようにフィルム部材110をインサート成形金型30内に配置するステップと、ピンゲート15を通じてインサート成形金型30内に溶融樹脂を供給するステップとを含むことを特徴とする。
【選択図】図3C
特許請求の範囲
【請求項1】
溶融樹脂をインサート成形金型内に導くピンゲートの先端部がインサート成形金型の内面からキャビティ側に突出するように配置するステップと、
インサート材としてのフィルム部材を準備するステップと、
前記フィルム部材に位置決め穴を形成するステップと、
前記ピンゲートの先端部が前記位置決め穴を貫通するように前記フィルム部材をインサート成形金型内に配置するステップと、
前記ピンゲートを通じてインサート成形金型内に溶融樹脂を供給するステップと
を含む、部品の製造方法。
続きを表示(約 560 文字)
【請求項2】
前記ピンゲートの先端部は、インサート成形金型のパーティングラインを越えて突出している、請求項1に記載の部品の製造方法。
【請求項3】
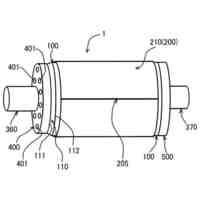
インサート材としてのフィルム部材のインサート成形により形成された部品であって、
前記フィルム部材と、
前記フィルム部材に沿って設けられた樹脂部と
を備え、
前記フィルム部材には穴が設けられており、
前記樹脂部の前記フィルム部材が配置されている側の面における前記穴に対応する面方向位置にはゲート痕が形成されている、部品。
【請求項4】
前記ゲート痕は、前記樹脂部の前記フィルム部材が配置されている側の面に形成された凹部の底部に形成されている、請求項3に記載の部品。
【請求項5】
請求項3又は4に記載の部品と、
回路要素を搭載した回路基板と
を備える装置であって、
前記フィルム部材は、導電部を有するフレキシブルプリント基板として構成されており、
前記回路基板における前記回路要素が露出した領域を前記フィルム部材で覆った、装置。
【請求項6】
前記部品は、前記回路基板と電気的に接続するコネクタを有する、請求項5に記載の装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、フィルム部材をインサート材とするインサート成形による部品の製造方法、部品及び装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来より、フィルム部材をインサート材として樹脂部品をインサート成形することにより、部品の小型化・省スペース化に加えて、樹脂部品の機能性を高めたり、製造コストを削減する試みがなされている。フィルム部材をインサート材として樹脂部品をインサート成形する場合、溶融樹脂をフィルム部材に直交する方向から金型内に射出すると(ダイレクトゲート方式)、溶融樹脂を金型内に供給するゲート位置にゲート痕が形成されたりフィルム部材が熱の影響を受けるため当該領域を意匠面や回路等の機能面として使用しづらくなっていた。また、ゲートをフィルム部材の外縁部に配置し、フィルム部材に沿って溶融樹脂を金型内に供給すると(サイドゲート方式)、樹脂流路を十分に確保できず成形性に問題が生じる可能性があるほか、インサートしたフィルム部材が樹脂の流れによって金型内で動いてしまい所望の樹脂部品を得られない場合があった。
【0003】
このような問題に対して、例えば特許文献1では、インサート成形に用いる加飾シートにおいて、金型に固定するための位置決めリブを設けた、インサート成形用シート等が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-112881号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の構成では、位置決めリブがフィルム部材から突出しているために成形された樹脂部品の形状が制限されるほか、位置決めリブとは別に溶融樹脂を金型内に供給するゲートを配置する必要がある。そのため、位置決めリブ位置及びゲート位置を樹脂部品の機能面として機能させづらくデッドスペースが増加するため、これらの点で改善の余地があった。
【0006】
本開示は、このような課題に鑑みてなされたものであり、その目的は、フィルム部材をインサート材とするインサート成形により、フィルム部材を金型内で確実に位置決めしつつデッドスペースを抑制して機能面を確保し易い部品の製造方法、部品及びこれを用いた装置を提供することにある。
【課題を解決するための手段】
【0007】
本開示の部品の製造方法は、
[1]
溶融樹脂をインサート成形金型内に導くピンゲートの先端部がインサート成形金型の内面からキャビティ側に突出するように配置するステップと、
インサート材としてのフィルム部材を準備するステップと、
前記フィルム部材に位置決め穴を形成するステップと、
前記ピンゲートの先端部が前記位置決め穴を貫通するように前記フィルム部材をインサート成形金型内に配置するステップと、
前記ピンゲートを通じてインサート成形金型内に溶融樹脂を供給するステップと
を含むことを特徴とする。
【0008】
また、本開示の部品の製造方法は、
[2]
上記[1]の構成において、前記ピンゲートの先端部は、インサート成形金型のパーティングラインを越えて突出していることが好ましい。
【0009】
また、本開示の部品は、
[3]
インサート材としてのフィルム部材のインサート成形により形成された部品であって、
前記フィルム部材と、
前記フィルム部材に沿って設けられた樹脂部と
を備え、
前記フィルム部材には穴が設けられており、
前記樹脂部の前記フィルム部材が配置されている側の面における前記穴に対応する面方向位置にはゲート痕が形成されていることを特徴とする。
【0010】
また、本開示の部品は、
[4]
上記[3]の構成において、前記ゲート痕は、前記樹脂部の前記フィルム部材が配置されている側の面に形成された凹部の底部に形成されていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
4か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
4か月前
株式会社不二越
射出成形機
7か月前
東レエンジニアリング株式会社
処理装置
7か月前
株式会社吉野工業所
計量キャップ
5か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社城北精工所
押出成形用ダイ
2か月前
パナック株式会社
複合体の製造方法
8か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
東レ株式会社
リーフディスク型フィルター
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
トヨタ自動車株式会社
真空成形装置
14日前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社スリーエス
光造形装置
11日前
NISSHA株式会社
加飾成形品の製造方法
26日前
株式会社ウィル
電鋳ロールの製造方法
9か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ