TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058438
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165794
出願日
2022-10-14
発明の名称
耐水素脆性に優れた高強度部品の製造方法
出願人
株式会社三ツ知
代理人
弁理士法人 快友国際特許事務所
主分類
B22F
1/00 20220101AFI20240418BHJP(鋳造;粉末冶金)
要約
【課題】 三次元積層造形法を利用して、高い強度を有するとともに耐水素脆性に優れた高強度部品を製造する技術を提供する。
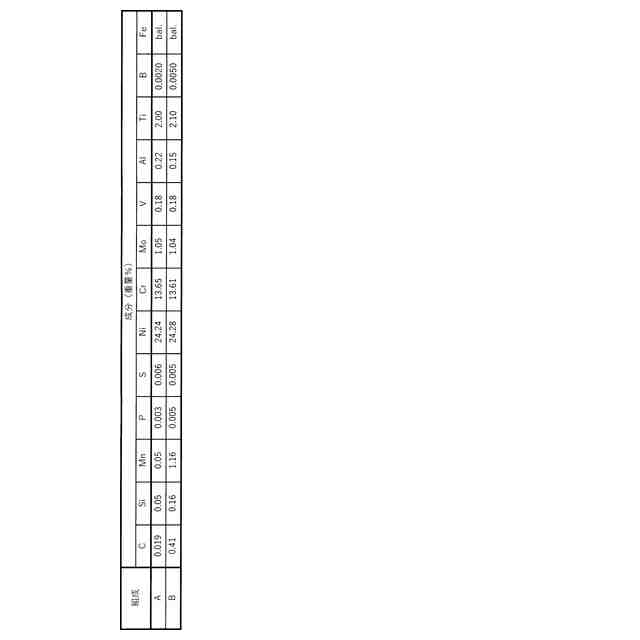
【解決手段】 耐水素脆性に優れた高強度部品の製造方法は、重量%で、C:0.010%以上0.025%以下、Si:0.15%以下、Mn:0.15%以下、P:0.01%以下、S:0.01%以下、Ni:24%以上27%以下、Cr:13.5%以上16%以下、Mo:1%以上1.5%以下、V:0.1%以上0.5%以下、Al:0.35%以下、Ti:1.90%以上2.35%以下、B:0.0006%以上0.0020%以下、を含有する金属粉末を用いて、エネルギー密度が60J/mm
3
以上であるレーザまたは電子ビームを用いた三次元積層造形法により、造形物の体積密度が99.9%以上である積層造形体を造形する工程と、前記積層造形体を仕上げ加工することにより高強度部品を製造する工程と、を備える。
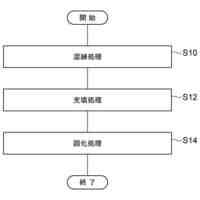
【選択図】図7
特許請求の範囲
【請求項1】
耐水素脆性に優れた高強度部品の製造方法であって、
重量%で、
C:0.010%以上0.025%以下、
Si:0.15%以下、
Mn:0.15%以下、
P:0.01%以下、
S:0.01%以下、
Ni:24%以上27%以下、
Cr:13.5%以上16%以下、
Mo:1%以上1.5%以下、
V:0.10%以上0.50%以下、
Al:0.35%以下、
Ti:1.90%以上2.35%以下、
B:0.0006%以上0.0020%以下、
を含有し、残部がFe及び不可避的不純物からなる成分組成を有する金属粉末を用いて、エネルギー密度が60J/mm
3
以上であるレーザまたは電子ビームを用いた三次元積層造形法により、造形物の体積密度が99.9%以上である積層造形体を造形する工程と、
前記積層造形体を仕上げ加工することにより高強度部品を製造する工程と、を備える製造方法。
続きを表示(約 710 文字)
【請求項2】
前記積層造形体を、885~915℃または965~995℃で10分~2時間保持した後、室温まで急冷する固溶化熱処理工程と、
前記固溶化熱処理工程の後に、前記積層造形体を、680~700℃で16時間以上保持した後、室温まで空冷する時効処理工程と、をさらに備える、請求項1に記載の製造方法。
【請求項3】
前記三次元積層造形法は、粉末床溶融結合方式、または、指向性エネルギー堆積方式のいずれかである、請求項1に記載の製造方法。
【請求項4】
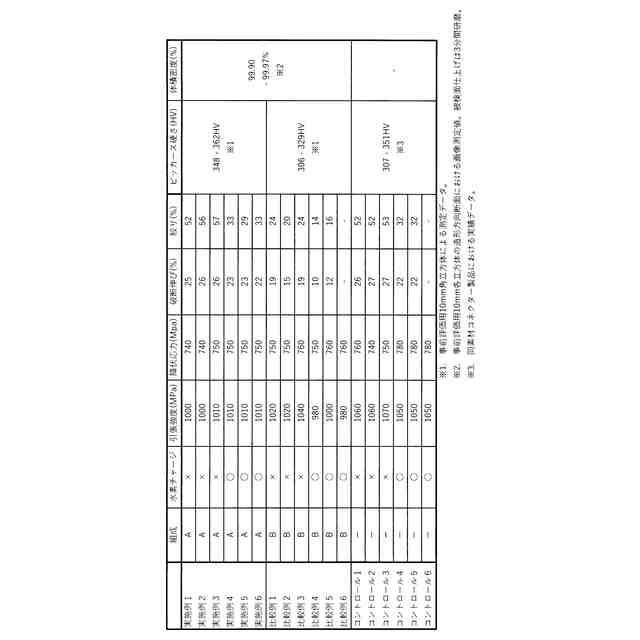
前記時効処理工程を実行後の前記積層造形体は、引張強度が950MPa以上であり、降伏応力が700MPa以上であり、破断伸びが23%以上であり、絞りが50%以上である、請求項2に記載の製造方法。
【請求項5】
前記時効処理工程を実行後の前記積層造形体に対して100MPa水素雰囲気下、270℃で200時間保持する水素チャージを行った後の前記積層造形体は、前記水素チャージを行う前の前記積層造形体に対して、破断伸びが0.8倍以上であり、絞りが0.5倍以上である、請求項4に記載の製造方法。
【請求項6】
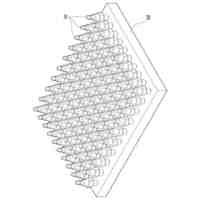
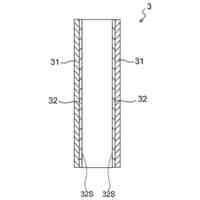
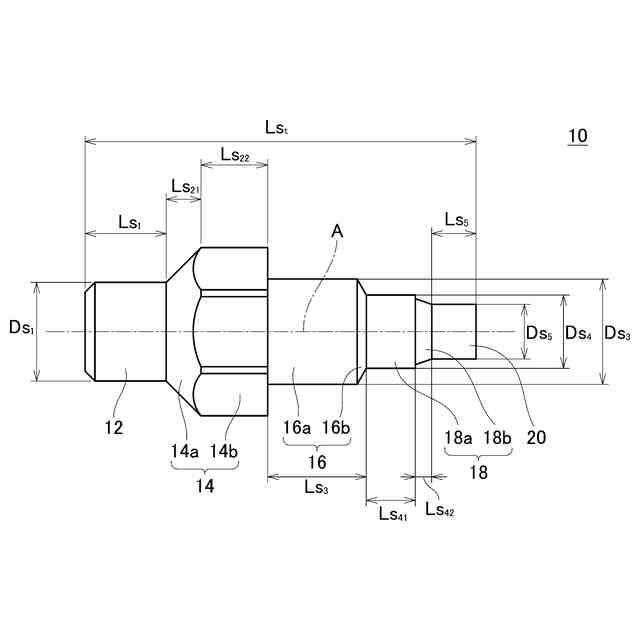
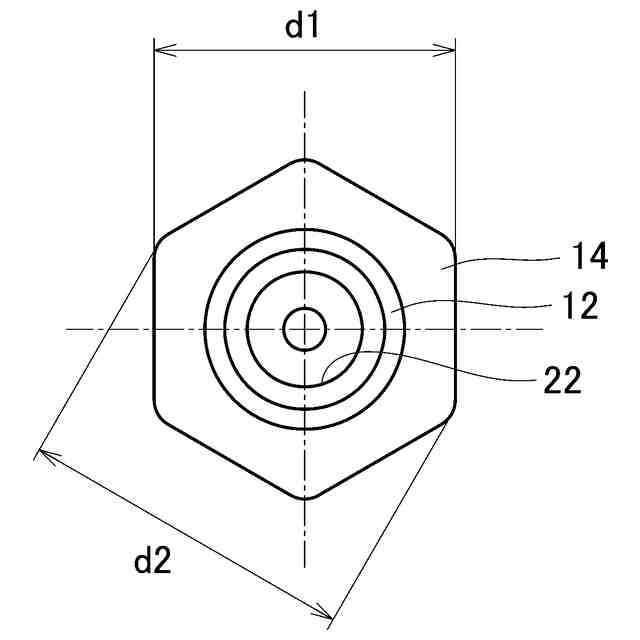
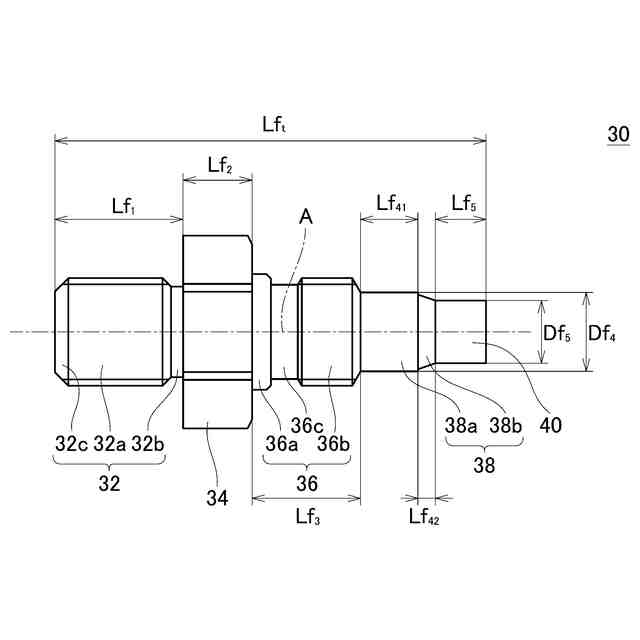
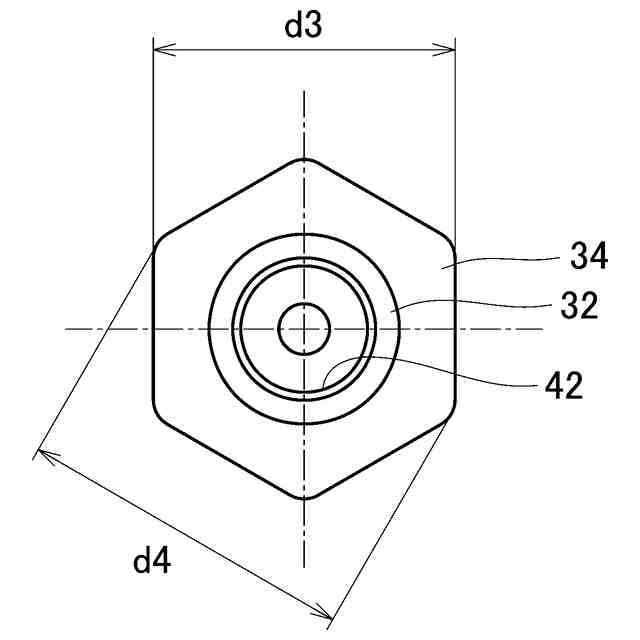
前記積層造形体は、その軸方向に貫通する貫通孔を有し、前記軸方向に沿って同心状の異なる径を有する複数の部分が連結された筒形状を有している、請求項1~5のいずれかに記載の製造方法。
【請求項7】
前記高強度部品は、2つの配管を接続する配管締結具であり、
前記仕上げ加工は、前記軸方向に離間する2つの前記部分にねじ部を形成する工程を含む、請求項6に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は高強度部品の製造方法に関する。詳しくは、耐水素脆性に優れた高強度部品の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
次世代のエネルギーインフラストラクチャとして、水素をエネルギー媒体とした燃料電池等を利用するシステムが開発されている。当該システムに使用される水素配管部品、特に配管継手は、高圧もしくは液化状態の水素に曝されるため、高強度な鋼材であることが求められ、かつ水素特有の現象である「金属の水素脆化」への耐性が要求される。
【0003】
非特許文献1には、オーステナイト組織が安定して存在する成分を含有する鋼材が好適であることが記載されており、その成分指標として、ニッケル当量が28.5以上であることが、材料選択や材料開発の指針となっている。この成分指標を満足する既存鋼材の内、ニッケル当量が高く、かつ強度の高い鋼材としては、JIS G4311に定められるSUH660があり、水素配管部品、特に高圧配管継手(コネクター)へのSUH660の利用が検討されている。
【0004】
しかしながら、このような部品を、例えば、溶製材を全切削して削り上げることにより製造する場合、ニッケル当量を高める成分(Ni,Cr等)の切削性の悪さにより、加工効率が著しく低下する上、切削形状や面粗さの品質低下をもたらす。また、切削代低減を目的として、鍛造によるネットシェイプブランクを製造する工法も考えられるが、上記成分は鍛造の際の加工硬化が著しいため、段差が大きい形状を有する部品の製造が難しい。さらに、削り代の大きい切削や加工変形の大きい鍛造の精度は、作業者の技術に大きく依存するため、生産効率や品質にばらつきが生じ易い。
【0005】
一方で、非特許文献2に開示されるように、最近では、様々な金属粉末を用いた様々な形状を有する造形体を、金属三次元積層造形法により造形する技術が開発されている。これにより、比較的複雑な形状を有する造形体の造形も可能となり、造形体を最終仕上げ形状に近い形状で設計し、切削加工代を小さくすることができ、設計自由度が高まる。
【先行技術文献】
【非特許文献】
【0006】
斎藤彰、手塚俊雄、相川芳明、川又和憲、「水素インフラの技術基準(鋼種拡大)に関する研究開発」、2019年
小泉雄一郎、千葉晶彦、野村直之、中野貴由、「金属系材料の3次元積層造形技術の基礎」、2017年
【発明の概要】
【発明が解決しようとする課題】
【0007】
最近では、水素配管部品等の高強度部品を、三次元積層造形法を利用して製造する技術の開発が進んでいる。しかしながら、金属粉末の成分によっては、造形時に内部残存する気孔や結晶粒界に生じる微小クラック(以下、マイクロクラックという。)が生じ易く、同じ成分を含有する従来の鋼材(例えば、溶製バー材)と比較して、強度や耐水素脆性の面で依然として要求されるレベルには達していない。すなわち、材料成分側の要因によって、レーザ等の照射条件をどのように変えても、十分に造形欠陥を低減できないという問題がある。特に、汎用されているSUH660は、溶製バー材においては、耐水素脆性かつ高強度な材料として高強度部品の製造に用いられているにも関わらず、三次元積層造形体では上述したマイクロクラックが顕著に生じる。本明細書では、このような成分組成を有する金属粉末を利用して、三次元積層造形法により、高い強度を有するとともに耐水素脆性に優れた高強度部品を製造する技術を提供する。
【課題を解決するための手段】
【0008】
本発明者らは、三次元積層造形法により造形された積層造形体について鋭意検討した結果、溶融層が凝固するとき、および、溶融層の下側に積層された層が当該溶融層により再度加熱されるときに、結晶粒界に特定成分が偏析することに起因して、当該結晶粒界に沿った液化割れもしくは延性低下割れ、すなわちマイクロクラックが生じることがわかった。そして、試行錯誤の末、JIS G4311に規定される鋼材の規格の範囲内で、成分組成を特定の値に調整した金属粉末を利用することで、積層造形体に高い強度及び優れた耐水素脆性を付与することができるという知見を得た。
【0009】
本明細書が開示する耐水素脆性に優れた高強度部品の製造方法は、重量%で、C:0.010%以上0.025%以下、Si:0.15%以下、Mn:0.15%以下、P:0.01%以下、S:0.01%以下、Ni:24%以上27%以下、Cr:13.5%以上16%以下、Mo:1%以上1.5%以下、V:0.1%以上0.5%以下、Al:0.35%以下、Ti:1.90%以上2.35%以下、B:0.0006%以上0.0020%以下、を含有し、残部がFe及び不可避的不純物からなる成分組成を有する金属粉末を用いて、エネルギー密度が60J/mm
3
以上であるレーザまたは電子ビームを用いた三次元積層造形法により、造形物の体積密度が99.9%以上である積層造形体を造形する工程と、前記積層造形体を仕上げ加工することにより高強度部品を製造する工程と、を備える。
【0010】
上記の製造方法では、上記した成分組成を有する金属粉末を用いて、三次元積層造形法により積層造形体を造形する。この製造方法では、エネルギー密度が60J/mm
3
以上であるレーザまたは電子ビームにより、当該金属粉末が完全に溶融されながら積層されることで、造形体の体積密度を99.9%以上とすることができる。この積層造形体は、造形時に内部残存する気孔や結晶粒界に生じるマイクロクラックが極めて少ないレベルに低減されているため、当該積層造形体を仕上げ加工することにより、高い強度を有するとともに耐水素脆性に優れた高強度部品を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三ツ知
耐水素脆性に優れた高強度部品の製造方法
10日前
芝浦機械株式会社
成形機
10日前
トヨタ自動車株式会社
保持炉
12日前
トヨタ自動車株式会社
金型装置
3日前
トヨタ自動車株式会社
鋳造装置
5日前
リョービ株式会社
ダイカスト金型
1か月前
株式会社プロテリアル
インゴットの鋳造方法
1か月前
トヨタ自動車株式会社
離型剤の塗布方法
11日前
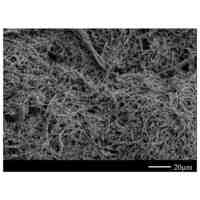
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
1か月前
トヨタ自動車株式会社
金型の温度制御方法
11日前
トヨタ自動車株式会社
複合中子の製造方法
3日前
トヨタ自動車株式会社
ダイカスト鋳造装置
5日前
旭有機材株式会社
低膨張鋳型用鋳物砂
24日前
株式会社イーエム
固形潤滑剤供給装置
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
1か月前
黒崎播磨株式会社
浸漬ノズル
1か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
3日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
4日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
4日前
新東工業株式会社
可搬型集塵装置
1か月前
新東工業株式会社
可搬型集塵装置
1か月前
住友金属鉱山株式会社
離型剤スラリーの散布方法
24日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
19日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
19日前
株式会社IHI
造形方法及びサポート部材
3日前
新東工業株式会社
鋳型造型方法及び鋳型材料
12日前
花王株式会社
鋳物製造用構造体
1か月前
国立大学法人北海道大学
低融点金属粉末の製造方法
1か月前
株式会社日本製鋼所
射出成形機
1か月前
株式会社IHI
積層造形装置及び積層造形方法
19日前
JFEスチール株式会社
連続鋳造用鋳型
1か月前
芝浦機械株式会社
射出装置及びダイカストマシン
1か月前
JFEスチール株式会社
粉末冶金用混合粉
1か月前
昆明理工大学
高強度高熱伝導性アルミニウム合金材料の調製方法
24日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ