TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024035081
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2023104790
出願日
2023-06-27
発明の名称
連続鋳造用鋳型
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B22D
11/04 20060101AFI20240306BHJP(鋳造;粉末冶金)
要約
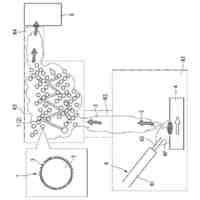
【課題】 鋳片を製造する際の冷却むらを改善することが可能な連続鋳造用鋳型を提供する。
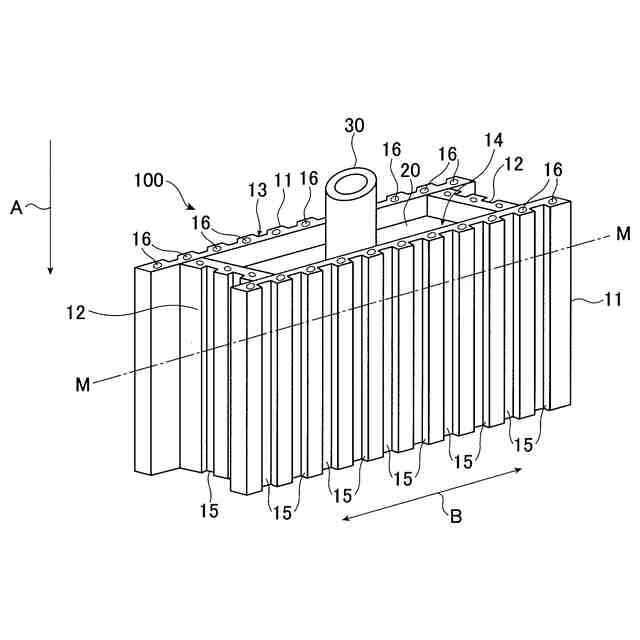
【解決手段】 連続鋳造用鋳型は、壁部によって囲まれかつ、一端及び他端が開口した収容部を有する。前記壁部は、前記一端から他端に亘って表面から窪んで形成されかつ、前記収容部の周方向に配列された複数の凹部と、前記表面と前記表面の裏側の裏面との間に
、前記収容部を囲むように配列された複数の間隙部と、を有する。本発明によれば、鋳片の表面欠陥の発生を抑制することができる。これにより、鋳片の表面性状を改善することが可能となる。
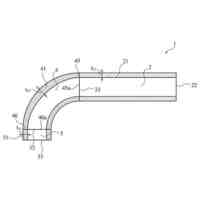
【選択図】図1
特許請求の範囲
【請求項1】
壁部によって囲まれかつ、一端及び他端が開口した収容部を有する連続鋳造用鋳型において、
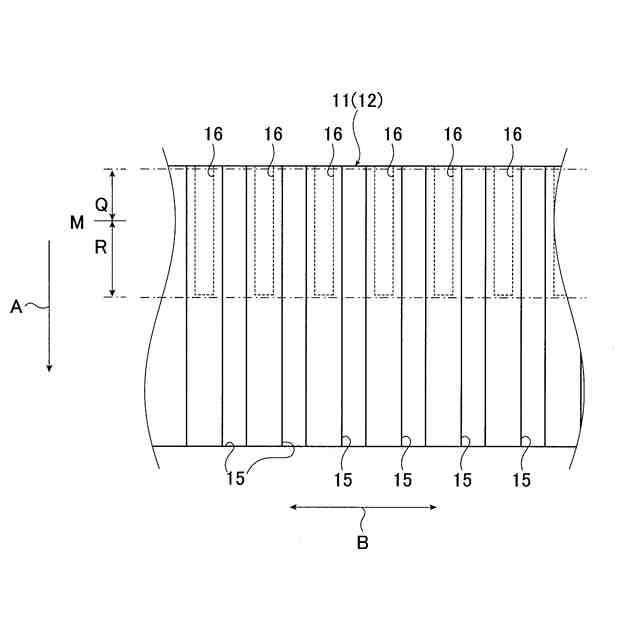
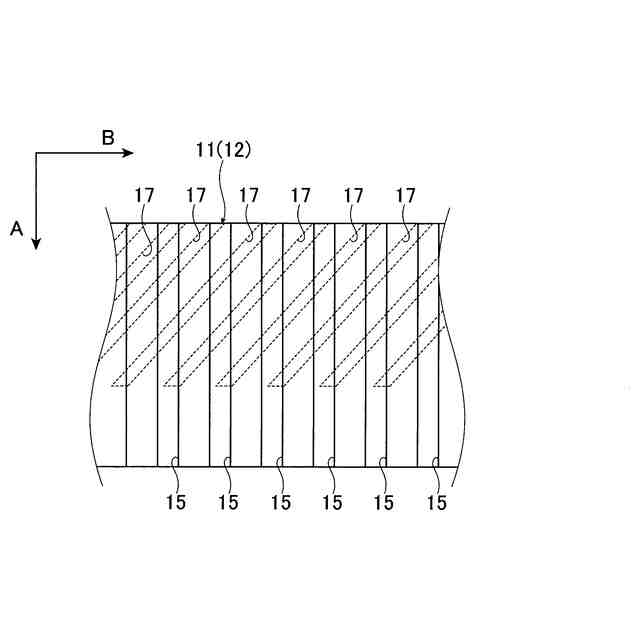
前記壁部は、前記一端から他端に亘って表面から窪んで形成されかつ、前記収容部の周方向に配列された複数の凹部と、前記表面と前記表面の裏側の裏面との間に、前記収容部を囲むように配列された複数の間隙部と、を有する、連続鋳造用鋳型。
続きを表示(約 460 文字)
【請求項2】
前記複数の間隙部の各々は、メニスカスから前記メニスカスの上方の50mm以上の第1の領域及び、前記メニスカスから前記メニスカスの下方の50mm以上の第2の領域に亘って形成されている、請求項1に記載の連続鋳造用鋳型。
【請求項3】
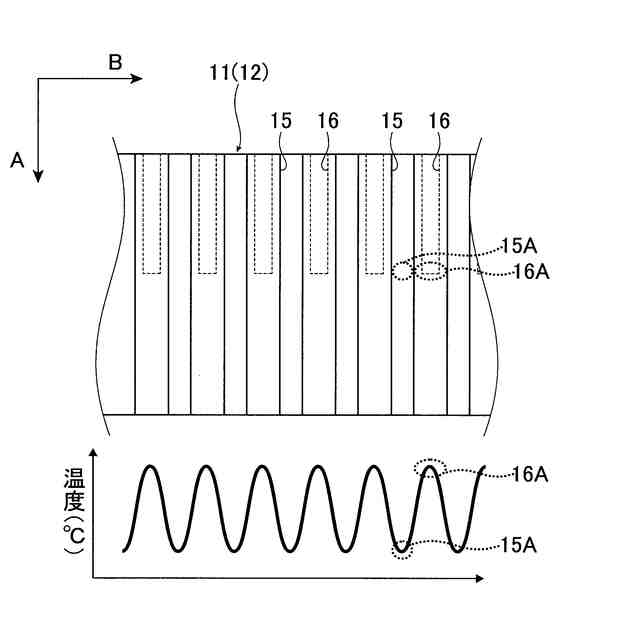
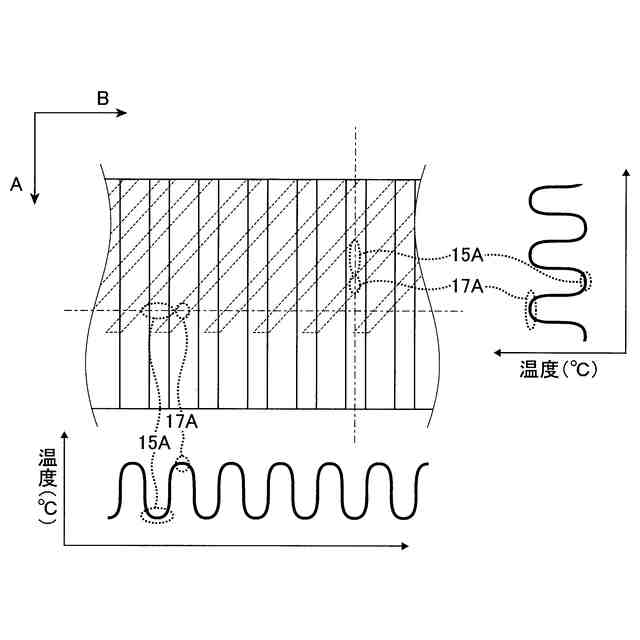
前記収容部の鋳造方向において、1の前記凹部が設けられている凹部領域と、前記凹部領域に隣接する1の前記間隙部が設けられている間隙領域と、の温度差が5℃以上である、請求項1又は2に記載の連続鋳造用鋳型。
【請求項4】
前記複数の間隙部の各々は、円筒状に形成され、
前記複数の間隙部の各々の直径は、5mm以下に形成されている、請求項1又は2に記載の連続鋳造用鋳型。
【請求項5】
前記間隙部の各々は、前記壁部とは熱伝導率が異なる異種物質が充填されている、請求項1又は2に記載の連続鋳造用鋳型。
【請求項6】
互いに隣接する前記凹部の間に、1の前記間隙部が形成されている、請求項1又は2に記載の連続鋳造用鋳型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶鋼から鋳片を鋳造するための連続鋳造用鋳型に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
鋳片は、一般に連続鋳造によって製造される。連続鋳造では、鋳型内に注入された溶鋼が冷却され、その際に生成された凝固シェルが下方に引き抜かれる、いわゆる定常鋳込みが行われる。
【0003】
凝固シェルは、溶鋼を冷却する際に温度ムラがあると、その厚さが不均一に形成される。凝固シェルの厚さが不均一の状態で定常鋳込みが行われると、鋳片の表面の平滑さが損なわれる問題がある。
【0004】
ところで、鋳型は稼動時において鋳造方向に振動している。この振動によって凝固シェルの上端は溶鋼側に曲げられる。曲げられた凝固シェルと鋳型内壁面との空隙に溶鋼が流れると、凝固シェルに溶鋼側に張り出した部分(以下、「つめ」という)が形成される。
【0005】
凝固シェルの表面の平滑さが損なわれると、つめが形成されやすくなる。つめは、鋳型のメニスカスにおいて浮上した介在物や気泡を捕捉する恐れがある。つめに介在物や気泡が補足されると、熱間圧延や、冷間圧延が行われた後に傷や膨れ等の表面欠陥が生じやすくなる問題がある。
【0006】
また、凝固シェルの厚さが不均一に成長すると、その収縮によって生じる応力が局所的に作用する応力集中が生じやすくなる。このような凝固シェルの応力集中は、その表面に微小な縦割れが生じる要因となる。凝固シェルの縦割れは、凝固した後も残存するため鋳片の表面にも縦割れが生じる。
【0007】
したがって、鋳片は、縦割れや表面欠陥の除去処理である、いわゆる手入れ処理が行われた後に、たとえば圧延工程等の後工程が行われる。このような鋳片の縦割れや傷、膨れ等の表面欠陥の発生は、鋳造速度の増加に伴って増加する傾向がある。近年では、製造効率の観点から鋳造速度の増加が著しく、表面欠陥の発生頻度が従来よりも高くなり、手入れ処理の頻度も増加している。
【0008】
このような表面欠陥は、凝固シェルの厚さが不均一に成長することに起因している。したがって、従来では、凝固シェルの厚さが不均一に成長することを抑制するために、定常鋳込みの初期段階において、緩やかに溶鋼を冷却することが行われている。
【0009】
例えば、鋳型の内面に溝等の凹部を設けることにより断熱性を付与することが行われている。具体的には、非特許文献1には、鋳片の表面性状を改善するために、鋳型内面に凹凸を付与することが記載されている。特許文献1には、直径又は幅が3~80mmかつ深さが0.1~1.0mmの凹部を鋳型内面に設けることが記載されている。特許文献2には、幅が0.2~2.0mmかつ深さが6.0mm以下の溝を鋳型内面に設けることが記載されている。
【0010】
また、凝固シェルの厚さが不均一に成長することを抑制するために、鋳型の幅方向における溶鋼の冷却むらを緩和することが行われている。例えば、特許文献3では、鋳型断面全周の少なくとも50%以上の部分で、鋳造方向に対して傾斜させた冷却液流路を有する連続鋳造鋳型用冷却板が開示されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
芝浦機械株式会社
成形機
29日前
トヨタ自動車株式会社
保持炉
1か月前
トヨタ自動車株式会社
鋳造装置
24日前
トヨタ自動車株式会社
金型装置
22日前
リョービ株式会社
ダイカスト金型
1か月前
芝浦機械株式会社
ダイカストマシン
7日前
日本製鉄株式会社
電磁ブレーキ装置
1日前
株式会社プロテリアル
インゴットの鋳造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
17日前
大同特殊鋼株式会社
金属粉末材料の製造方法
今日
トヨタ自動車株式会社
離型剤の塗布方法
1か月前
ユニチカ株式会社
軟磁性ナノワイヤーの分散液
2か月前
トヨタ自動車株式会社
金型の温度制御方法
1か月前
トヨタ自動車株式会社
ダイカスト鋳造装置
24日前
日本鋳造株式会社
押湯切断方法および押湯
1日前
トヨタ自動車株式会社
複合中子の製造方法
22日前
旭有機材株式会社
低膨張鋳型用鋳物砂
1か月前
株式会社イーエム
固形潤滑剤供給装置
1か月前
三菱重工業株式会社
金属粉末製造装置
1か月前
芝浦機械株式会社
ダイカストマシン
7日前
トヨタ自動車株式会社
金型の水漏れ検知システム
17日前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
福田金属箔粉工業株式会社
溶浸用Cu系粉末
9日前
伊藤忠セラテック株式会社
鋳物砂用耐火骨材
2か月前
石福金属興業株式会社
PtAu合金粉末の製造方法
22日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
23日前
パンチ工業株式会社
ダイカスト金型部品の製造方法
23日前
黒崎播磨株式会社
浸漬ノズル
2か月前
芝浦機械株式会社
成形機用コントローラ及び成形機
7日前
新東工業株式会社
可搬型集塵装置
2か月前
冨士ダイス株式会社
エルボ管及びその製造方法
4日前
住友金属鉱山株式会社
離型剤スラリーの散布方法
1か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
株式会社IHI
造形方法及びサポート部材
22日前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
1か月前
セイコーエプソン株式会社
焼結用金属粉末
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ