TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057228
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2022163824
出願日
2022-10-12
発明の名称
接続部材と絶縁被覆付き電線の導体との接合方法
出願人
古河電気工業株式会社
,
株式会社アイシン
代理人
弁理士法人酒井国際特許事務所
主分類
B23K
26/21 20140101AFI20240417BHJP(工作機械;他に分類されない金属加工)
要約
【課題】例えば、改善された新規な接続部材と絶縁被覆付き電線の導体との接合方法を得る。
【解決手段】接続部材と絶縁被覆付き電線の導体との接合方法は、例えば、絶縁被覆付き電線と接続部材とを固定する第一工程と、第一工程によって接続部材と固定された端部の絶縁被覆に当該端部に対して接続部材とは反対側からレーザ光を当該絶縁被覆に沿って円周状に走査しながら照射するとともに端部に酸素を含むガスを吹き付けて当該端部から絶縁被覆を除去する第二工程と、第二工程の後に端部の導体に接続部材とは反対側からレーザ光を定点照射して当該導体を溶融して溶融池を形成する第三工程と、第三工程の後にレーザ光を円周状に走査しながら照射することにより接続部材を溶融して溶融池を拡大する第四工程と、第四工程の後に溶融池を冷却して固化する第五工程と、を備える。
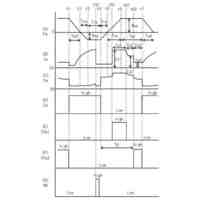
【選択図】図4
特許請求の範囲
【請求項1】
導電性の金属材料で作られた接続部材に設けられた開口を、導体と当該導体を取り囲む絶縁被覆とを有した絶縁被覆付き電線が貫通するとともに、当該絶縁被覆付き電線の端部が前記接続部材から突出した状態で、当該開口が狭くなるように前記接続部材を加締めて前記絶縁被覆付き電線と前記接続部材とを固定する第一工程と、
前記第一工程によって前記接続部材と固定された前記端部の前記絶縁被覆に当該端部に対して前記接続部材とは反対側からレーザ光を当該絶縁被覆に沿って円周状に走査しながら照射するとともに前記端部に酸素を含むガスを吹き付けて当該端部から前記絶縁被覆を除去する第二工程と、
前記第二工程の後に前記端部の前記導体に前記接続部材とは反対側からレーザ光を定点照射して当該導体を溶融して溶融池を形成する第三工程と、
前記第三工程の後にレーザ光を円周状に走査しながら照射することにより前記接続部材を溶融して前記溶融池を拡大する第四工程と、
前記第四工程の後に前記溶融池を冷却して固化する第五工程と、
を備えた、接続部材と絶縁被覆付き電線の導体との接合方法。
続きを表示(約 1,000 文字)
【請求項2】
前記第二工程において、前記レーザ光として、複数のビームに分割されたレーザ光を照射する、請求項1に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項3】
前記第二工程は、レーザ光を円周状に少なくとも1周走査しながら照射する周回照射を複数回含む、請求項1または2に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項4】
前記第二工程は、前記周回照射として、第一周回照射と、当該第一周回照射の後に行われ当該第一周回照射よりも低いパワーで前記レーザ光を照射する第二周回照射と、を含む、請求項3に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項5】
前記第二周回照射において、前記第一周回照射よりも大きい半径で前記レーザ光を走査する、請求項4に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項6】
前記第二工程は、前記周回照射として、第一周回照射と、当該第一周回照射の後に行われ当該第一周回照射よりも大きい半径で前記レーザ光を走査する第三周回照射と、を含む、請求項3に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項7】
前記第二工程において、前記ガスは、前記端部に対して前記接続部材とは反対側から、前記端部の外周の、周方向における位置が異なる複数箇所に向けて、吹き付けられる、請求項1または2に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項8】
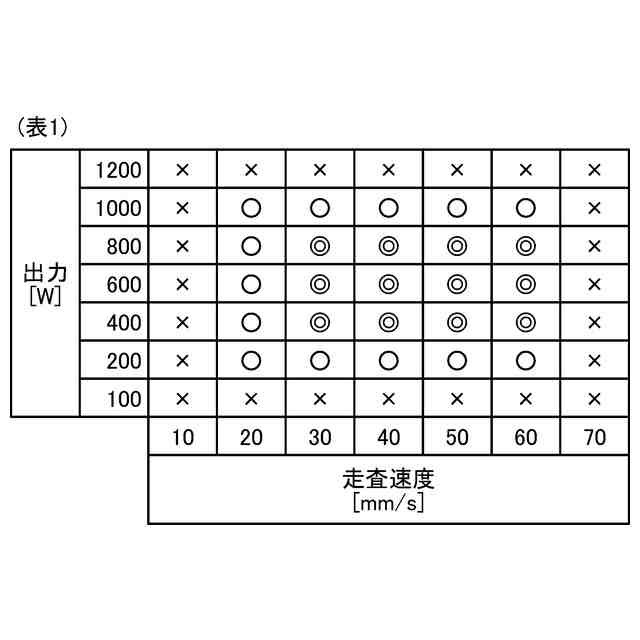
前記第二工程では、レーザ光のスポットの走査速度は、10[mm/s]より速くかつ70[mm/s]より遅く、レーザ光の出力は、100[W]より高くかつ1200[W]より低い、請求項1または2に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項9】
前記第二工程では、レーザ光のスポットの走査速度は、20[mm/s]より速く、レーザ光の出力は、200[W]より高くかつ1000[W]より低い、請求項8に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
【請求項10】
前記第三工程では、レーザ光の照射時間は、10[ms]より長くかつ70[ms]より短く、レーザ光の出力は、500[W]より高くかつ1000[W]より低い、請求項1または2に記載の接続部材と絶縁被覆付き電線の導体との接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接続部材と絶縁被覆付き電線の導体との接合方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、接続部材と電線の導体とを加締めた後にレーザ溶接する方法が知られている(例えば、特許文献1および特許文献2)。
【先行技術文献】
【特許文献】
【0003】
特開2003-346929号公報
特開2004-178872号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1および特許文献2に記載された方法は、接続部材と絶縁被覆の無い導体とをレーザ溶接する方法である。よって、当該方法を絶縁被覆付き電線に適用する場合には、予め当該絶縁被覆を部分的に除去する必要があり、その分、当該レーザ溶接に要する手間やコスト、ひいては当該レーザ溶接による溶接部を含む製品の製造に要する手間やコストが、増える虞がある。
【0005】
そこで、本発明の課題の一つは、例えば、接続部材と絶縁被覆付き電線の導体とがレーザ溶接された溶接部を含む製品の製造に要する手間やコストを抑制することが可能となるような、改善された新規な接続部材と絶縁被覆付き電線の導体との接合方法を得ることである。
【課題を解決するための手段】
【0006】
本発明の接続部材と絶縁被覆付き電線の導体との接合方法は、例えば、導電性の金属材料で作られた接続部材に設けられた開口を、導体と当該導体を取り囲む絶縁被覆とを有した絶縁被覆付き電線が貫通するとともに、当該絶縁被覆付き電線の端部が前記接続部材から突出した状態で、当該開口が狭くなるように前記接続部材を加締めて前記絶縁被覆付き電線と前記接続部材とを固定する第一工程と、前記第一工程によって前記接続部材と固定された前記端部の前記絶縁被覆に当該端部に対して前記接続部材とは反対側からレーザ光を当該絶縁被覆に沿って円周状に走査しながら照射するとともに前記端部に酸素を含むガスを吹き付けて当該端部から前記絶縁被覆を除去する第二工程と、前記第二工程の後に前記端部の前記導体に前記接続部材とは反対側からレーザ光を定点照射して当該導体を溶融して溶融池を形成する第三工程と、前記第三工程の後にレーザ光を円周状に走査しながら照射することにより前記接続部材を溶融して前記溶融池を拡大する第四工程と、前記第四工程の後に前記溶融池を冷却して固化する第五工程と、を備える。
【0007】
前記接続部材と絶縁被覆付き電線の導体との接合方法では、前記第二工程において、前記レーザ光として、複数のビームに分割されたレーザ光を照射してもよい。
【0008】
前記接続部材と絶縁被覆付き電線の導体との接合方法では、前記第二工程は、レーザ光を円周状に少なくとも1周走査しながら照射する周回照射を複数回含んでもよい。
【0009】
前記接続部材と絶縁被覆付き電線の導体との接合方法では、前記第二工程は、前記周回照射として、第一周回照射と、当該第一周回照射の後に行われ当該第一周回照射より低いパワーで前記レーザ光を照射する第二周回照射と、を含んでもよい。
【0010】
前記接続部材と絶縁被覆付き電線の導体との接合方法では、前記第二周回照射において、前記第一周回照射より大きい半径で前記レーザ光を走査してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
2日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
21日前
津田駒工業株式会社
工作機械
1か月前
個人
パワーデバイスの接合方法
3か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
着座確認装置
2か月前
アズビル株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
1か月前
株式会社コスメック
着脱装置
14日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
16日前
株式会社ダイヘン
アーク溶接制御方法
16日前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社不二越
エンドミル
2か月前
個人
クーラント装置
2か月前
株式会社不二越
複合加工機
3か月前
株式会社不二越
管用タップ
9日前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社不二越
管用タップ
1か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社ダイヘン
被覆アーク溶接制御方法
2日前
株式会社不二越
歯車加工装置
1か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
工機ホールディングス株式会社
工具
1か月前
有限会社 ナプラ
接合材用金属粒子
24日前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社永木精機
埋設管窓開け工具
29日前
株式会社NMC
水溶性切削液用フィルター
3か月前
株式会社不二越
歯車製造装置
2か月前
株式会社FUJI
コレットチャック
3か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ