TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024054643
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022161003
出願日
2022-10-05
発明の名称
接続部材
出願人
株式会社アクティブ
代理人
弁理士法人太陽国際特許事務所
主分類
B28D
1/14 20060101AFI20240410BHJP(セメント,粘土,または石材の加工)
要約
【課題】切削時の振動の発生を抑制し真っすぐな切削が可能な接続部材を提供する。
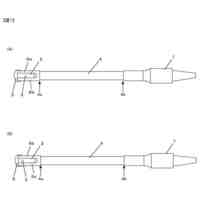
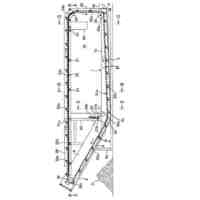
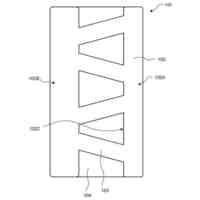
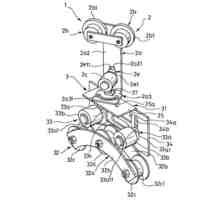
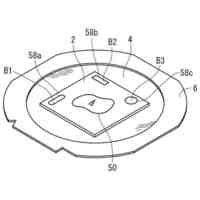
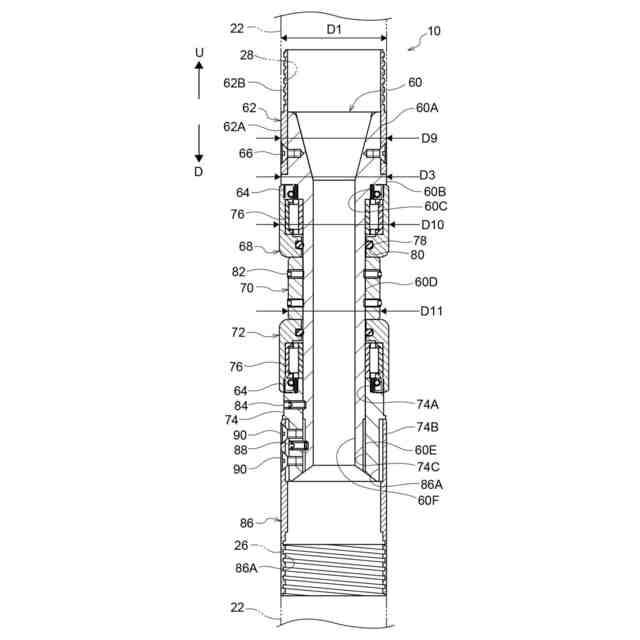
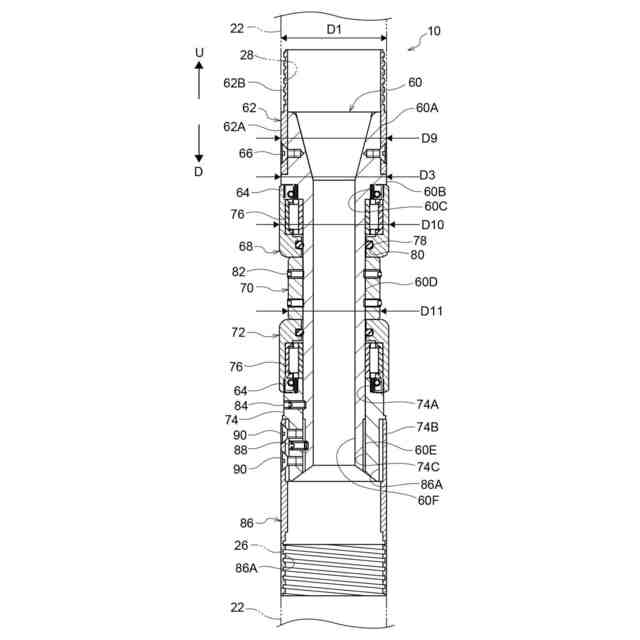
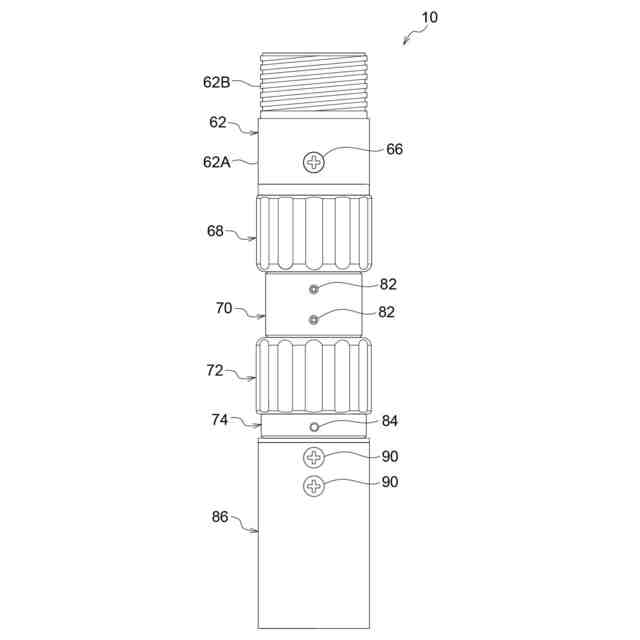
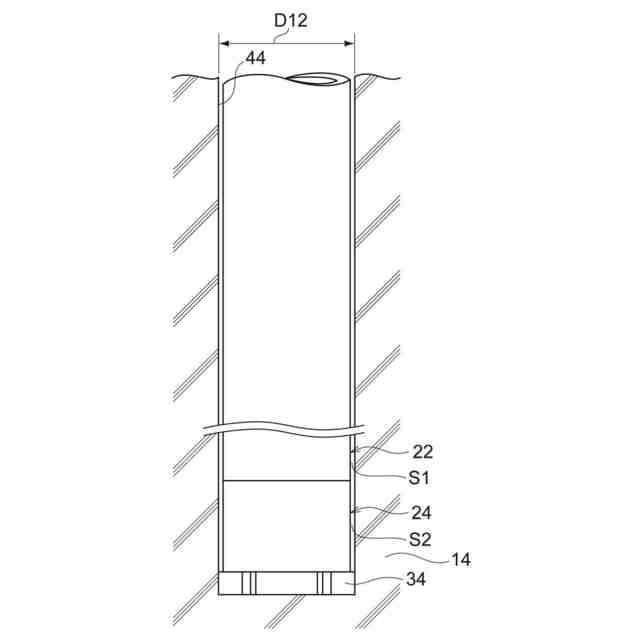
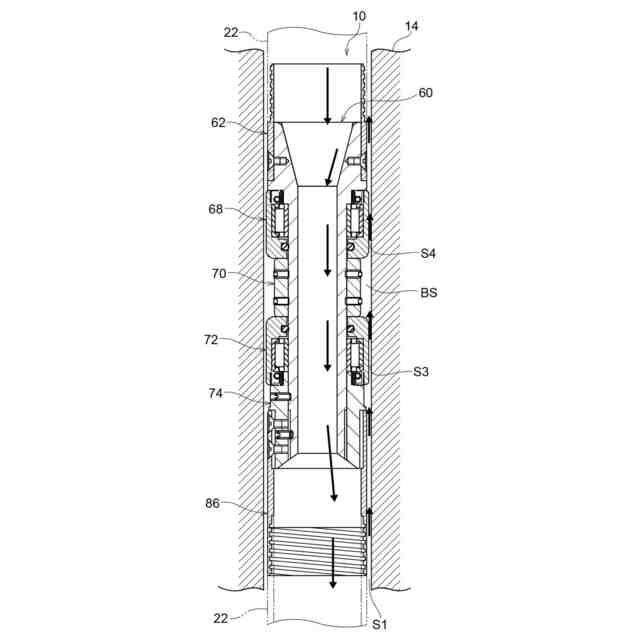
【解決手段】接続部材10は、切削ロッド22より小径で両端部に切削ロッド22が締結されるねじ部が形成された切削ロッド接続用雄螺子パイプ62、及び切削ロッド接続用雌螺子パイプ86が固定されたガイド管22と、ガイド管22に回転可能に外挿され、外径が、切削先端側の切削ロッド22の端部に設けられた切削ビット24の外径より小さく、切削ロッド22の外径より大きい第一ガイドリング68、及び第二ガイドリング72とを備え、第一ガイドリング68、及び第二ガイドリング72の外周面に長溝68Cが形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
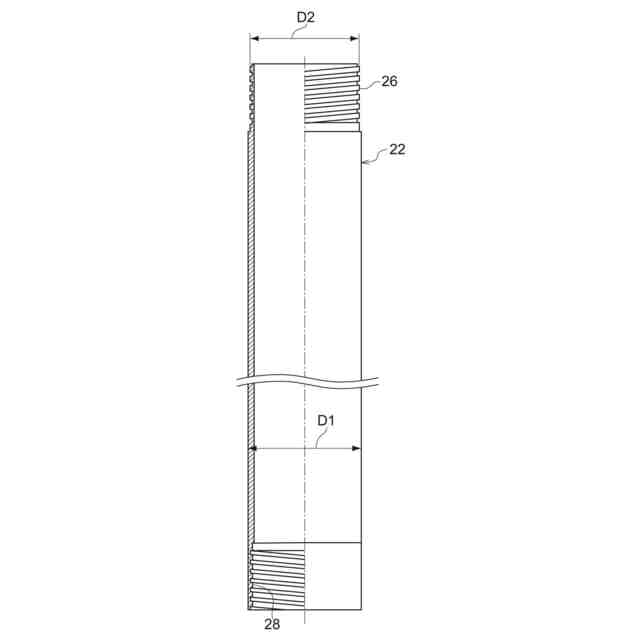
切削ロッドより小径で両端部に前記切削ロッドが締結されるねじ部が形成された接続管が固定されたガイド管と、
前記ガイド管に回転可能に外挿され、外径が、切削先端側の前記切削ロッドの端部に設けられた切削ビットの外径より小さく、前記切削ロッドの外径より大きいガイド部と、
を備え、
前記ガイド部の外周面に長溝が形成されている、
接続部材。
続きを表示(約 270 文字)
【請求項2】
前記ガイド管の外周には、前記ガイド管の長手方向中央部に前記切削ロッドの外径より小さい固定管が固定され、前記固定管の両側にある前記ガイド管に前記ガイド部が外挿されている、
請求項1に記載の接続部材。
【請求項3】
前記ガイド部と前記ガイド管との間にはベアリングが配置されている、
請求項1または請求項2に記載の接続部材。
【請求項4】
前記ガイド部と前記ガイド管との隙間には、前記ベアリングへの異物の進入を阻止するシール部材が配置されている、
請求項3に記載の接続部材。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削ロッドに接続される接続部材に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
切削対象に切削孔を形成する場合、複数本の切削ロッドを継ぎ足し、切削ロッドの先端に取り付けたコアビットを用いて切削を行っている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
特開2012-176630号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のコアビットには、真直ぐな孔穿けが精度よく行われるように、孔内壁に接触するガイドがチューブ(切削ロッドとも呼ぶ)に取り付けられている。
しかし、切削中は、チューブと共にガイドが回転するため、ガイドの外周面が孔壁に摺動し、振動が発生する課題がある。
【0005】
本開示は上記事実を考慮し、切削時の振動の発生を抑制し真っすぐな切削が可能な接続部材の提供を目的とする。
【課題を解決するための手段】
【0006】
第1の態様に係る接続部材は、切削ロッドより小径で両端部に前記切削ロッドが締結されるねじ部が形成された接続管が固定されたガイド管と、前記ガイド管に回転可能に外挿され、外径が、切削先端側の前記切削ロッドの端部に設けられた切削ビットの外径より小さく、前記切削ロッドの外径より大きいガイド部と、を備え、前記ガイド部の外周面に長溝が形成されている。
【0007】
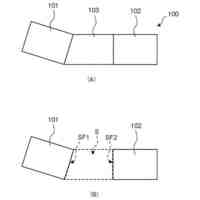
第1の態様に係る接続部材は、接続管の両端部に形成されたねじ部を用いて切削ロッドを締結することができる。したがって、複数本の切削ロッドを連結して切削をする場合、長手方向中間部分の切削ロッドと切削ロッドとの間に接続部材を連結することができる。
【0008】
ところで、切削ロッドを継ぎ足してロッド長が長くなると、継ぎ足した切削ロッドが曲がって回転中に振れてしまい、切削ロッドの外周面が切削孔の内周面に擦れる場合がある。
【0009】
しかしながら、複数本継ぎ足した切削ロッドの中間部に第1の態様に係る接続部材を配置すると、切削ロッドよりも大径に形成されたガイド部が切削孔の孔壁に接触するので、継ぎ足した切削ロッドの曲げ変形による回転中の振れが抑制され、切削ロッドの外周面が切削孔の孔壁に接触することを抑制できる。
【0010】
また、ガイド部は、ガイド管に回転可能に外挿されているので、孔壁に接触したガイド部の回転を抑制しつつ、ガイド管をスムーズに回転させることができる。このため、ロスなく回転力を切削ビットに伝えることができる。切削中においては、ガイド部が孔壁に擦れることが抑制されるので、切削ロッドの振動の発生を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
杭切断装置
6か月前
峰岸株式会社
ドリルビット
2か月前
株式会社大林組
形成方法
8か月前
株式会社大林組
形成方法
3か月前
株式会社丸高工業
湿式穿孔工具
2か月前
株式会社大林組
構造物形成方法
6か月前
太平洋マテリアル株式会社
モルタル調製方法
6か月前
ジャパンライフ株式会社
段差形成治具
5か月前
株式会社大林組
形成方法及び形成装置
2か月前
株式会社コンセック
ワイヤーソー装置
4か月前
モリ技巧株式会社
コンクリートスラリー処理装置
4か月前
株式会社エアテックジャパン
粗面加工工具
6か月前
第一セラモ株式会社
セッター及び焼結体の製造方法
6か月前
株式会社マキタ
作業機
3か月前
株式会社Polyuse
造形物の製造方法
2か月前
株式会社Polyuse
構造物の製造方法
2か月前
株式会社ミヤナガ
拡径部削成装置
7か月前
シンクス株式会社
室内ボード面の穴開け加工装置
5か月前
株式会社熊谷組
コンクリート材料の冷却方法とその装置
6か月前
株式会社Polyuse
ホースホルダおよび3Dプリンタ
8か月前
鶴田製作株式会社
コンクリート型枠のクランプ機構
8か月前
カヤバ株式会社
ミキサドラム制御装置
3か月前
株式会社エンプラス
流体取扱装置
4か月前
大和ハウス工業株式会社
面材の製造型および面材の製造方法
9か月前
株式会社油研
セメント用水性離型剤
9か月前
日本碍子株式会社
分類方法
6か月前
株式会社ディスコ
板状物の加工方法
6か月前
カヤバ株式会社
ミキサドラムの制御装置
12日前
株式会社ディスコ
板状物の加工方法
6か月前
三井住友建設株式会社
繊維篩い出し装置
8か月前
株式会社冨士機
生コンクリート製造プラント
3か月前
三井金属鉱業株式会社
構造体製造装置及び構造体製造方法
5か月前
株式会社鴻池組
コンクリートの切削及び切削物の回収装置
8か月前
TOTO株式会社
衛生陶器製造システム
7か月前
大成建設株式会社
積層体の製造方法
5か月前
株式会社ホリ・コン
ダイヤモンドビット
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ