TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024053771
公報種別
公開特許公報(A)
公開日
2024-04-16
出願番号
2022160187
出願日
2022-10-04
発明の名称
蓄電デバイスの製造方法
出願人
プライムプラネットエナジー&ソリューションズ株式会社
,
トヨタ自動車株式会社
,
プライムアースEVエナジー株式会社
代理人
弁理士法人コスモス国際特許商標事務所
主分類
H01M
50/169 20210101AFI20240409BHJP(基本的電気素子)
要約
【課題】レーザ溶接の際のレーザ光の散乱光により、蓋部材と端子部材との間を絶縁する樹脂部材に焦げ部が生じるのを抑制できる蓄電デバイスの製造方法を提供すること。
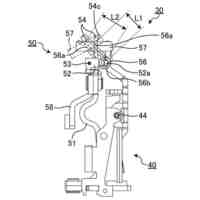
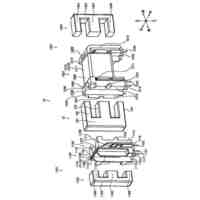
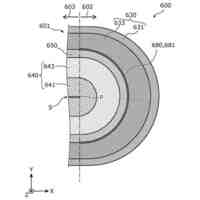
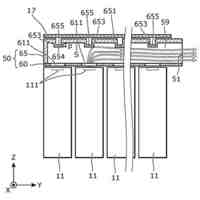
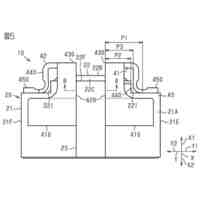
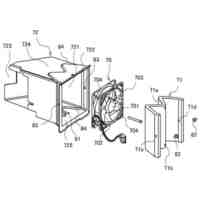
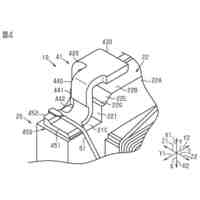
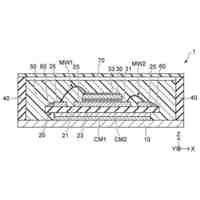
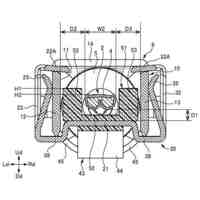
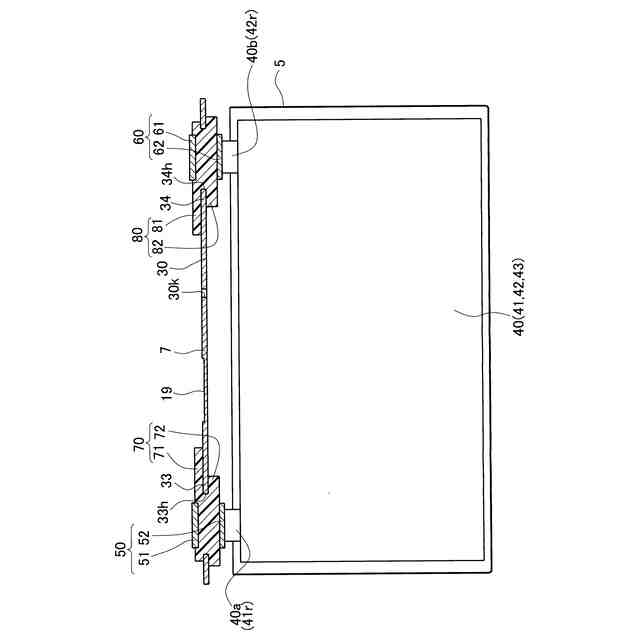
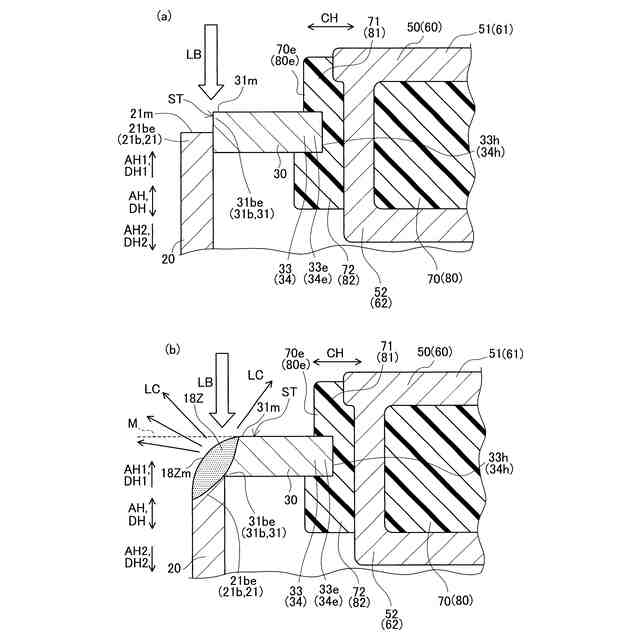
【解決手段】蓄電デバイス1の製造方法は、蓋部材30に樹脂部材70,80を介して端子部材50,60を一体化した蓋アセンブリ7のうち蓋部材30で、本体部材20の開口部21を塞ぐ配置工程S2と、本体部材20の開口部21及び蓋部材30の周縁部31を全周にわたりレーザ溶接する溶接工程S3とを備える。配置工程S2は、蓋部材30の周縁部31の周縁外側面31mが本体部材20の開口部21の開口端面21mよりも外側DH1に位置する周縁高位領域STを、開口部21及び周縁部31のうち近接長辺開口部21be及び近接長辺周縁部31beに設ける。
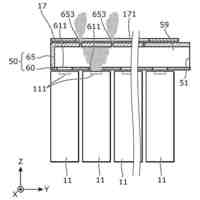
【選択図】図7
特許請求の範囲
【請求項1】
一対の長辺開口部と一対の短辺開口部とを有する矩形環状の開口部を有する有底筒状の本体部材、及び、
上記開口部を閉塞する形態で上記本体部材に全周にわたりレーザ溶接され、一対の長辺周縁部と一対の短辺周縁部とを有する矩形環状の周縁部を有する蓋部材を有する
ケースと、
上記蓋部材を蓋厚み方向に貫通する挿通孔内に挿通された端子部材と、
上記蓋部材の上記挿通孔を囲む挿通孔周囲部と上記端子部材との間を絶縁しつつ、上記蓋部材の上記挿通孔周囲部及び上記端子部材にそれぞれ接合した樹脂部材と、を備える
蓄電デバイスの製造方法であって、
上記蓋部材に上記樹脂部材を介して上記端子部材を一体化した蓋アセンブリのうち、上記蓋部材の上記一対の長辺周縁部を上記本体部材の上記一対の長辺開口部に、上記蓋部材の上記一対の短辺周縁部を上記本体部材の上記一対の短辺開口部にそれぞれ対向させて、上記蓋部材で上記本体部材の上記開口部を塞ぐように、上記蓋アセンブリを配置する配置工程と、
上記蓋部材の上記蓋厚み方向の外側からレーザ光を照射し、上記本体部材の上記開口部及び上記蓋部材の周縁部を溶融させ混合した後に固化させて溶融固化部を形成するレーザ溶接を全周にわたり行って、上記ケースを形成する溶接工程と、を備え、
上記配置工程は、
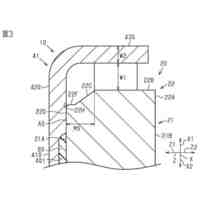
上記蓋部材の上記周縁部のうち上記外側を向く周縁外側面が、上記本体部材の上記開口部のうち上記外側を向く開口端面よりも、上記外側に位置する周縁高位領域を、
上記開口部及び上記周縁部のうち、少なくとも、上記一対の長辺開口部のうち上記樹脂部材に近接する近接長辺開口部、及び、上記一対の長辺周縁部のうち上記樹脂部材に近接する近接長辺周縁部に設け、
上記溶接工程は、
上記周縁高位領域において、上記蓋部材の上記周縁外側面が上記溶融固化部よりも上記外側に位置する形態に上記溶融固化部を形成する
蓄電デバイスの製造方法。
続きを表示(約 970 文字)
【請求項2】
請求項1に記載の蓄電デバイスの製造方法であって、
前記配置工程は、
前記周縁高位領域を、前記本体部材の前記開口部及び前記蓋部材の前記周縁部の全周にわたって設け、
前記溶接工程は、
上記本体部材の上記開口部及び上記蓋部材の上記周縁部の全周にわたって、上記蓋部材の前記周縁外側面が前記溶融固化部よりも前記外側に位置する形態に前記溶融固化部を形成する
蓄電デバイスの製造方法。
【請求項3】
請求項1に記載の蓄電デバイスの製造方法であって、
前記本体部材の前記開口部は、
前記近接長辺開口部が、上記開口部の他の部位よりも、前記蓋厚み方向の内側に位置する形態を有する
蓄電デバイスの製造方法。
【請求項4】
一対の長辺開口部と一対の短辺開口部とを有する矩形環状の開口部を有する有底筒状の本体部材、及び、
上記開口部を閉塞する形態で上記本体部材に全周にわたりレーザ溶接され、一対の長辺周縁部と一対の短辺周縁部とを有する矩形環状の周縁部を有する蓋部材を有する
ケースと、
上記蓋部材を蓋厚み方向に貫通する挿通孔内に挿通された端子部材と、
上記蓋部材の上記挿通孔を囲む挿通孔周囲部と上記端子部材との間を絶縁しつつ、上記蓋部材の上記挿通孔周囲部及び上記端子部材にそれぞれ接合した樹脂部材と、を備える
蓄電デバイスであって、
上記本体部材の上記開口部及び上記蓋部材の上記周縁部のうち、少なくとも、
上記一対の長辺開口部のうち上記樹脂部材に近接する近接長辺開口部、及び、上記近接長辺開口部に対向し、上記一対の長辺周縁部のうち上記樹脂部材に近接する近接長辺周縁部について、
上記周縁部のうち上記蓋厚み方向の外側を向く周縁外側面が、上記開口部及び周縁部が溶融し混合した後に固化した溶融固化部よりも上記外側に位置する
蓄電デバイス。
【請求項5】
請求項4に記載の蓄電デバイスであって、
前記本体部材の前記開口部及び前記蓋部材の前記周縁部の全周にわたって、上記蓋部材の前記周縁外側面が前記溶融固化部よりも前記外側に位置する
蓄電デバイス。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ケースに樹脂部材を介して端子部材が固設された、電池やキャパシタなどの蓄電デバイスの製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
蓄電デバイスとして、直方体箱状のケースに樹脂部材を介して正負の端子部材がそれぞれ固設された角形の電池が知られている。具体的には、ケースは、開口部を有する有底角筒状の本体部材と、開口部を閉塞する形態で本体部材に全周にわたりレーザ溶接された板状の蓋部材とからなる。また正負の端子部材は、蓋部材に穿設された一対の挿通孔内にそれぞれ挿通されて、ケース内部からケース外部に延びている。そして、一対の樹脂部材が、蓋部材と正負の端子部材との間をそれぞれ絶縁しつつ、蓋部材及び端子部材にそれぞれ接合している。関連する従来技術として、例えば特許文献1が挙げられる(特許文献1の図1、図2等参照)。
【先行技術文献】
【特許文献】
【0003】
特開2021-086813号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、このような電池の製造過程では、予め端子部材を固設しておいた蓋部材で、本体部材の開口部を塞ぎ、本体部材の開口部と蓋部材の周縁部とを全周にわたりレーザ溶接する。この際に、レーザ光の散乱光が、蓋部材と端子部材との間を絶縁する樹脂部材に照射されて、樹脂部材に焦げ部を生じさせることがある。なお、この焦げ部は、樹脂部材のうちでもレーザ溶接で形成した溶融固化部との距離が近い部位に、具体的には、本体部材の矩形環状の開口部のうち一対の長辺開口部、及び、蓋部材の矩形環状の周縁部のうち一対の長辺周縁部に近接した部位に生じ易い。
【0005】
本発明は、かかる現状に鑑みてなされたものであって、本体部材と蓋部材とをレーザ溶接してケースを形成する際に、レーザ光の散乱光により、蓋部材と端子部材との間を絶縁する樹脂部材に焦げ部が生じるのを抑制できる蓄電デバイスの製造方法を提供する。
【課題を解決するための手段】
【0006】
(1)上記課題を解決するための本発明の一態様は、一対の長辺開口部と一対の短辺開口部とを有する矩形環状の開口部を有する有底筒状の本体部材、及び、上記開口部を閉塞する形態で上記本体部材に全周にわたりレーザ溶接され、一対の長辺周縁部と一対の短辺周縁部とを有する矩形環状の周縁部を有する蓋部材を有するケースと、上記蓋部材を蓋厚み方向に貫通する挿通孔内に挿通された端子部材と、上記蓋部材の上記挿通孔を囲む挿通孔周囲部と上記端子部材との間を絶縁しつつ、上記蓋部材の上記挿通孔周囲部及び上記端子部材にそれぞれ接合した樹脂部材と、を備える蓄電デバイスの製造方法であって、上記蓋部材に上記樹脂部材を介して上記端子部材を一体化した蓋アセンブリのうち、上記蓋部材の上記一対の長辺周縁部を上記本体部材の上記一対の長辺開口部に、上記蓋部材の上記一対の短辺周縁部を上記本体部材の上記一対の短辺開口部にそれぞれ対向させて、上記蓋部材で上記本体部材の上記開口部を塞ぐように、上記蓋アセンブリを配置する配置工程と、上記蓋部材の上記蓋厚み方向の外側からレーザ光を照射し、上記本体部材の上記開口部及び上記蓋部材の周縁部を溶融させ混合した後に固化させて溶融固化部を形成するレーザ溶接を全周にわたり行って、上記ケースを形成する溶接工程と、を備え、上記配置工程は、上記蓋部材の上記周縁部のうち上記外側を向く周縁外側面が、上記本体部材の上記開口部のうち上記外側を向く開口端面よりも、上記外側に位置する周縁高位領域を、上記開口部及び上記周縁部のうち、少なくとも、上記一対の長辺開口部のうち上記樹脂部材に近接する近接長辺開口部、及び、上記一対の長辺周縁部のうち上記樹脂部材に近接する近接長辺周縁部に設け、上記溶接工程は、上記周縁高位領域において、上記蓋部材の上記周縁外側面が上記溶融固化部よりも上記外側に位置する形態に上記溶融固化部を形成する蓄電デバイスの製造方法である。
【0007】
上述の蓄電デバイスの製造方法では、配置工程において、蓋アセンブリを本体部材に配置することにより、蓋部材の周縁部の周縁外側面が本体部材の開口部の開口端面よりも蓋厚み方向の外側に位置する周縁高位領域を、本体部材の開口部及び蓋部材の周縁部のうち、少なくとも近接長辺開口部及び近接長辺周縁部に設ける。そして溶接工程で、周縁高位領域において、蓋部材の周縁外側面が溶融固化部よりも外側に位置する形態に溶融固化部を形成する。これにより、溶接工程で、周縁高位領域において、レーザ光の照射により形成される溶融金属部は、その全体が樹脂部材から離れるほど低位となる斜面を有する形状となる。このため、この斜面に照射されたレーザ光の散乱光は、樹脂部材に照射され難く、樹脂部材に焦げ部が生じ難い。特に、樹脂部材のうちでも近接長辺開口部及び近接長辺周縁部に近接し焦げ部が生じ易い周縁近接部位に、焦げ部が生じるのを抑制できる。また周縁高位領域において、蓋部材の周縁外側面が溶融固化部よりも外側に位置するため、蓋部材の周縁外側面よりも溶融固化部の一部が外側に位置する場合に比べ、水や埃が蓄電デバイスの蓋部材の上に溜まり難い。
【0008】
なお、「周縁高位領域」は、本体部材の開口部及び蓋部材の周縁部の全周にわたって設けてもよいし、開口部及び周縁部の一部(近接長辺開口部及び近接長辺周縁部を含む)にのみ設けてもよい。
「蓋部材」としては、板状の蓋部材のほか、蓋部材の周縁部を除く中央部が蓋部材の周縁部よりも外側に膨らんだ形状の蓋部材や、蓋部材の中央部が蓋部材の周縁部よりも内側に凹んだ形状の蓋部材などが挙げられる。
「蓄電デバイス」としては、例えば、リチウムイオン二次電池等の二次電池や、リチウムイオンキャパシタ等のキャパシタ、全固体電池などが挙げられる
【0009】
(2)更に(1)に記載の蓄電デバイスの製造方法であって、前記配置工程は、前記周縁高位領域を、前記本体部材の前記開口部及び前記蓋部材の前記周縁部の全周にわたって設け、前記溶接工程は、上記本体部材の上記開口部及び上記蓋部材の上記周縁部の全周にわたって、上記蓋部材の前記周縁外側面が前記溶融固化部よりも前記外側に位置する形態に前記溶融固化部を形成する蓄電デバイスの製造方法とすると良い。
【0010】
上述の蓄電デバイスの製造方法では、周縁高位領域を本体部材の開口部及び蓋部材の周縁部の全周にわたって設ける。これにより、レーザ溶接する際、どのレーザ照射位置からの散乱光についても、樹脂部材に照射されるのを抑制できるので、樹脂部材の全周にわたり焦げ部の発生を抑制することができる。また水や埃が蓄電デバイスの蓋部材の上に溜まるのを、より一層抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
エイブリック株式会社
半導体装置
24日前
ローム株式会社
半導体装置
23日前
三菱電機株式会社
回路遮断器
19日前
ダイニチ工業株式会社
燃料電池装置
26日前
東京パーツ工業株式会社
コイル装置
11日前
ダイニチ工業株式会社
燃料電池装置
26日前
ダイニチ工業株式会社
燃料電池装置
26日前
ダイニチ工業株式会社
燃料電池装置
26日前
株式会社GSユアサ
蓄電設備
23日前
株式会社GSユアサ
蓄電素子
10日前
株式会社GSユアサ
蓄電装置
24日前
株式会社GSユアサ
蓄電装置
24日前
NTN株式会社
圧粉磁心
9日前
株式会社村田製作所
コイル部品
24日前
キヤノン株式会社
液滴吐出装置
9日前
三菱電機株式会社
半導体ウエハ
25日前
KOA株式会社
電子部品
24日前
株式会社村田製作所
コイル部品
24日前
ダイニチ工業株式会社
換気ファン装置
26日前
株式会社村田製作所
コイル部品
24日前
住友電気工業株式会社
半導体装置
16日前
住友電気工業株式会社
電線
26日前
ローム株式会社
半導体装置
18日前
シャープ株式会社
通信装置
19日前
太陽社電気株式会社
チップ抵抗器
3日前
ダイニチ工業株式会社
燃料電池システム
26日前
トヨタ紡織株式会社
加湿器
9日前
三菱電機株式会社
半導体装置
9日前
日本航空電子工業株式会社
コネクタ
25日前
株式会社東芝
半導体装置
19日前
富士電機株式会社
半導体装置
4日前
ヒロセ電機株式会社
同軸端子
17日前
三菱電機株式会社
半導体装置
17日前
富士電機株式会社
半導体装置
3日前
日本特殊陶業株式会社
サセプタ
9日前
ニチコン株式会社
フィルムコンデンサ
4日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ