TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024052464
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022201758
出願日
2022-12-19
発明の名称
高静摩擦係数の滑り止めパッド
出願人
合泰材料科技股分有限公司
代理人
個人
,
個人
,
個人
主分類
B29C
44/36 20060101AFI20240404BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】高い静摩擦係数を有するリサイクル可能な軽量化された滑り止めパッドを提供する。
【解決手段】表面層と発泡内層とを備える高静摩擦係数の滑り止めパッドであり、標準方法ASTM D1894によって測定される静摩擦係数は0.58~1.4であり、ポリマー材料および超臨界流体から得られる超臨界流体ブレンドを射出成形することによって製造され、ポリマー材料は、熱可塑性エステルエラストマー、熱可塑性ポリウレタンまたはそれらの組み合わせからなり、ポリマー材料が、300%以上の破断伸びを有し、熱可塑性エーテルエステルエラストマーが、230℃において20g/10分以下のメルトフローインデックスおよび30D~45DのショアD硬さを有し、熱可塑性ポリウレタンが、205℃において25g/10分以下のメルトフローインデックスおよび60A~95AのショアA硬さを有する。
【選択図】図2A
特許請求の範囲
【請求項1】
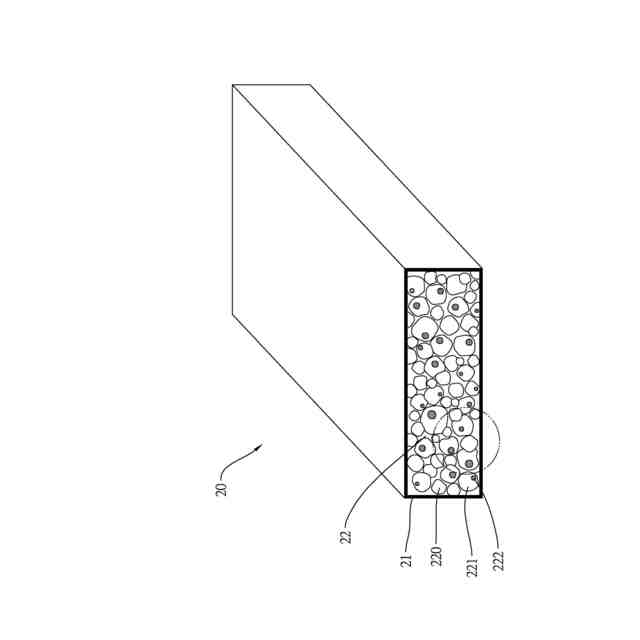
表面層と発泡内層とを備え、該発泡内層が、前記表面層によって覆われている高静摩擦係数の滑り止めパッドであって、
標準方法ASTM D1894に従って測定される0.58~1.4の静摩擦係数を有し、以下のステップを含む方法によって製造される高静摩擦係数の滑り止めパッド。
(1) 熱可塑性エーテルエステルエラストマー、熱可塑性ポリウレタンまたはそれらの組み合わせからなるポリマー材料を提供するステップ;ここで、前記ポリマー材料が300%以上の破断伸びを有し、前記熱可塑性エーテルエステルエラストマーが20g/10分以下の230℃におけるメルトフローインデックスおよび30D~45DのショアD硬さを有し、前記熱可塑性ポリウレタンが25g/10分以下の205℃におけるメルトフローインデックスおよび60A~95AのショアA硬さを有する。
(2) 前記ポリマー材料を溶融し、溶融ポリマー材料を得るステップ;
(3) 該溶融ポリマー材料に超臨界流体を添加して混合物を得、該混合物を化合して超臨界流体ブレンドを得るステップ;および
(4) 該超臨界流体ブレンドを射出成形して、高静摩擦係数の滑り止めパッドを得るステップ。
続きを表示(約 520 文字)
【請求項2】
前記表面層が50μm~600μmの厚さを有する空気透過性表面層である請求項1に記載の高静摩擦係数の滑り止めパッド。
【請求項3】
前記ポリマー材料が、前記熱可塑性エーテルエステルエラストマーと前記熱可塑性ポリウレタンとの組み合わせからなり、前記ポリマー材料の総重量を基準として、前記熱可塑性エーテルエステルエラストマーが10重量%以上~90重量%以下の量であり、前記熱可塑性ポリウレタンが10重量%以上~90重量%以下の量である請求項1に記載の高静摩擦係数の滑り止めパッド。
【請求項4】
前記超臨界流体が窒素超臨界流体または二酸化炭素超臨界流体である請求項1に記載の高静摩擦係数の滑り止めパッド。
【請求項5】
0.35g/cm
3
~0.85g/cm
3
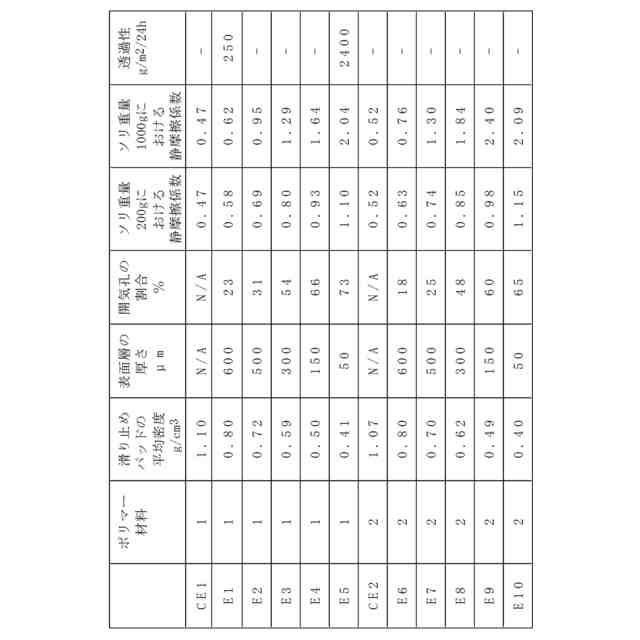
の平均密度を有する請求項1に記載の高静摩擦係数の滑り止めパッド。
【請求項6】
測定中のそり重量を1000gとしたASTM D1894に従って測定した、0.62~2.3の他の静摩擦係数を有する請求項1から請求項5のいずれか1項に記載の高静摩擦係数の滑り止めパッド。
発明の詳細な説明
【技術分野】
【0001】
本発明は、リサイクル可能な軽量の高静摩擦係数の滑り止めパッド、特に、超臨界流体を用いた射出成形により製造される高静摩擦係数の滑り止めパッドに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
現在、ほとんどの滑り止めパッドは熱硬化性ゴムによって作られている。ゴムは重くて硬い材料なので、追加加工が必要になる。また、ゴムはリサイクル不可能であり、廃棄ゴムは長い間、環境に不可逆的な損害を与えてきた。
【0003】
世界的な廃棄物削減の流れに従い、環境保護のための廃棄物リサイクルの需要に応えるため、リサイクル不可能な熱硬化性ゴムの代わりに、熱可塑性ポリウレタン(TPU)など機械的特性のよいリサイクル可能な熱可塑性エラストマー(TPE)を用いて、滑り止めパッドを製造することが行われてきた。しかし、熱可塑性ポリウレタンによって製造された滑り止めパッドの滑り止め効果は満足のいくものではなく、まだまだ改善の余地がある。
【0004】
現在のゴム製の滑り止めパッドは重く、リサイクルには不利であり、熱可塑性ポリウレタン製の滑り止めパッドは滑り止め効果が不十分であるため、高い静摩擦係数を有するリサイクル可能な軽量の製品を製造するために処理できるポリマー材料の開発がまだ必要である。また、良好な特性を有するリサイクル可能な材料を用いて滑り止めパッドを製造し、滑り止めパッドの機能および特性を促進するために、関連する製造プロセスも改善する必要がある。
【先行技術文献】
【特許文献】
【0005】
台湾特許第I729300号公報
【発明の概要】
【0006】
このような欠点を克服するために、本発明の1つの目的は、高い静摩擦係数を有するリサイクル可能な軽量化された滑り止めパッドを提供することである。
【0007】
上記目的を達成するために、本発明は、表面層と発泡内層とを備え、発泡内層が表面層によって覆われている高静摩擦係数の滑り止めパッドを提供し;高静摩擦係数の滑り止めパッドは、標準方法ASTM D1894に従って測定される静摩擦係数が、0.58~1.4であり;高静摩擦係数の滑り止めパッドは、以下のステップを含む方法によって製造される。
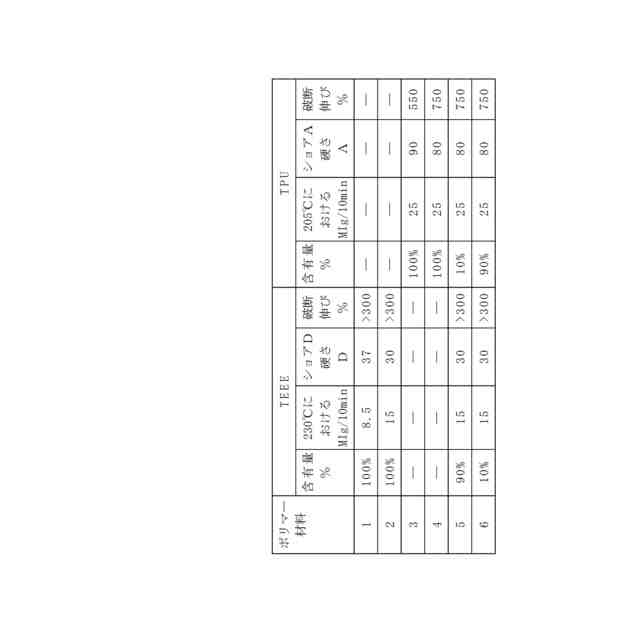
(1)熱可塑性エーテルエステルエラストマー、熱可塑性ポリウレタンまたはそれらの組み合わせからなるポリマー材料を提供するステップ;ここで、ポリマー材料は300%以上の破断伸びを有し、熱可塑性エーテルエステルエラストマーは230℃において20グラム/10分(g/10分)以下のメルトフローインデックスおよび30D~45DのショアD硬さを有し、熱可塑性ポリウレタンは205℃において25g/10分以下のメルトフローインデックスおよび60A~95AのショアA硬さを有する;
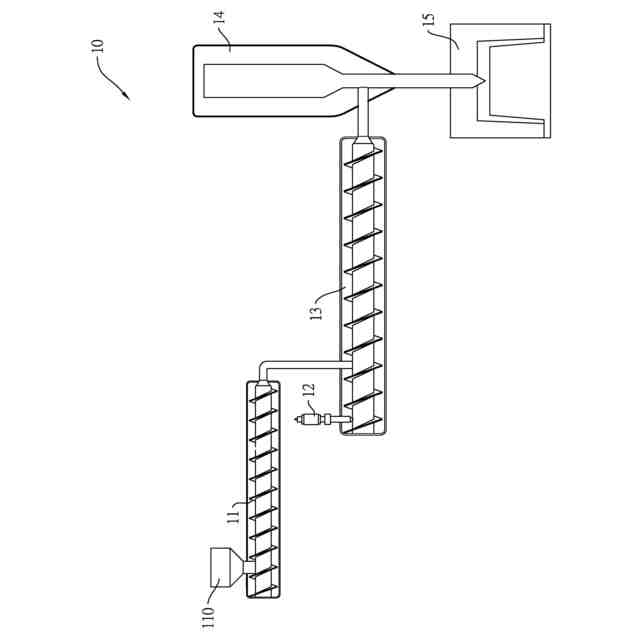
(2)ポリマー材料を溶融して溶融ポリマー材料を得るステップ;
(3)溶融ポリマー材料に超臨界流体を添加して混合物を得、この混合物を化合(compound)して超臨界流体ブレンドを得るステップ;および
(4)超臨界流体ブレンドを射出成形して高静摩擦係数の滑り止めパッドを得るステップ。
【0008】
本発明は、ポリマー材料として、メルトフローインデックス、ショア硬さ、破断伸びを特定範囲に有する熱可塑性エーテルエステルエラストマーおよび/または熱可塑性ポリウレタンを選択またはリサイクルして再利用し、そのポリマー材料と超臨界流体の射出成形技術とを組み合わせることにより、未発泡表面層と特定の割合の開気孔を有する発泡内層とを備える構造を有する滑り止めパッドを得ることに成功し、得られる滑り止めパッドはリサイクル性、軽量性および高静摩擦係数を有している。熱可塑性エーテルエステルエラストマーおよび熱可塑性ポリウレタンはリサイクル可能な材料であり、未発泡表面層は空気透過性が高く、空気透過性フィルムに相当し、高静摩擦係数の滑り止めパッドの外部の空気が未発泡表面層を通過して発泡内層へ入り、発泡内層内部の空気は未発泡表面層を通って高静摩擦係数の滑り止めパッドの外部へ出ることができる。したがって、高静摩擦係数の滑り止めパッドに荷重がかかると、発泡内層の開気孔の微細発泡構造が圧縮されてこの構造に微細な歪みが生じ、発泡内層の開気孔内の空気が絞られて高静摩擦係数の滑り止めパッドの外に出て、高静摩擦係数の滑り止めパッドの表面と下地との間に吸着のような効果が生じることになる。この微細な歪みおよび吸着のような効果により、滑り止めパッドの静摩擦係数を高めることができる。特定の割合の開気孔を有する発泡内層により、本発明の高静摩擦係数の滑り止めパッドは軽量化も達成している。また、滑り止めパッドの発泡には超臨界流体を用いた射出成形技術が用いられ、ペンタンなどの高揮発性化学発泡剤は不要である。したがって、有害物質が発生せず、火災安全や汚染の心配もなく、さらに幅広い応用が可能な製品である。
【0009】
所望の空気透過性ポリマー材料は、特定の温度でのメルトフローインデックスおよびショア硬さおよび破断伸びを有する材料を選択することによって得ることができ、または、化合によって製造され、それによって本発明の高い静摩擦係数の滑り止めパッドが得られることを理解されたい。
【0010】
いくつかの実施形態において、表面層は実質的に気孔を有さない。いくつかの実施形態において、表面層は顕微鏡下で実質的に気孔を有さない。いくつかの実施形態において、表面層は気孔を有さない。いくつかの実施形態において、表面層は顕微鏡下で気孔を有さない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
4か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社不二越
射出成形機
7か月前
AGC株式会社
車両窓用窓ガラス
7か月前
グンゼ株式会社
印刷層の除去方法
3か月前
東レエンジニアリング株式会社
処理装置
7か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
5か月前
株式会社城北精工所
押出成形用ダイ
2か月前
トヨタ自動車株式会社
真空成形装置
10日前
パナック株式会社
複合体の製造方法
8か月前
東レ株式会社
リーフディスク型フィルター
5か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
NISSHA株式会社
加飾成形品の製造方法
22日前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
株式会社イクスフロー
成形装置
1か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
株式会社スリーエス
光造形装置
7日前
TOWA株式会社
樹脂成形装置
6か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































